1.本发明涉及物联网技术领域,尤其是一种智能机床切削液除臭装置及控制方法。
背景技术:
2.目前在金属加工过程中,常常用切削液来润滑、冷却加工件,刀具或磨具,这也是为了提高加工效率、工件精度和表面质量,同时可以延长刀具、磨具的使用寿命。而市面上对于切削液的过滤处理等方法很多,这都是基于切削液在机床开动的时候做的过滤工作,但机床在假期,维修保养,更换刀具夹具等调机过程中,因为机床本身已经停机,导致和机床连通的切削液过滤设备并未能工作,这也带来了切削液变臭的机会。综合上述,相关技术中存在的技术问题亟需得到解决。
技术实现要素:
3.有鉴于此,本发明实施例提供一种智能机床切削液除臭装置及控制方法,以实现检测机床停机时间并将空气压入,能够安全高效低能耗地对切削液除臭。
4.一方面,本发明提供了一种智能机床切削液除臭装置,所述装置包括机床、机床数据采集设备、空气压缩设备、现场终端和控制终端;
5.其中,在所述机床上安装有切削液池,所述切削液池用于存放切削液;
6.所述机床数据采集设备与所述机床连接,用于采集机床运行状态;
7.所述现场终端与所述控制终端连接,用于将设置工作模式,并进行现场监控;
8.所述控制终端分别连接所述机床数据采集设备和所述现场终端,用于根据机床运行状态和工作模式下发控制指令,对所述空气压缩设备进行控制;
9.所述空气压缩设备连接所述控制终端,用于根据所述控制终端下发的控制指令将空气增加至所述切削液池。
10.可选地,所述装置还包括用户终端,所述用户终端通过网络与所述控制终端进行连接;
11.其中,所述用户终端,用于远程监控所述控制终端,并下发相应的控制指令。
12.可选地,所述装置还包括网关,所述网关用于连接第一网络与第二网络;
13.其中,所述第一网络至少包括所述空气压缩设备、所述机床数据采集设备、所述现场终端和所述控制终端;
14.所述第二网络至少包括所述用户终端。
15.可选地,所述机床还包括状态显示灯,所述状态显示灯用于指示机床的工作状态。
16.可选地,所述现场终端包括显示屏,所述显示屏用于显示所述机床和所述空气压缩设备的工作参数。
17.另一方面,本发明实施例还提供了一种智能机床切削液除臭装置控制方法,所述方法包括:
18.通过机床数据采集设备采集机床的工作状态;
19.通过现场终端获取用户设置的操作模式;
20.通过控制终端对所述工作状态和所述操作模式进行分析处理,确定操作指令;
21.根据所述操作指令对空气压缩设备进行开关控制。
22.可选地,所述通过机床数据采集设备采集机床的工作状态,包括:
23.通过所述机床数据采集设备连接所述机床的状态灯,获取得到所述机床的工作状态。
24.可选地,所述通过机床数据采集设备采集机床的工作状态,包括:
25.所述机床数据采集设备通过以太网连接所述机床,根据数控设备互联通讯协议获取所述机床的工作状态。
26.可选地,所述根据所述操作指令对空气压缩设备进行开关控制,包括:
27.所述操作指令包括手动模式,所述手动模式包括手动开启模式和手动关闭模式;
28.根据所述手动开启模式设定所述空气压缩设备的运行时间;
29.根据所述运行时间运行所述空气压缩设备,当所述运行时间结束时,关闭所述空气压缩设备;
30.或,根据所述手动关闭模式关闭所述空气压缩设备。
31.可选地,所述根据所述操作指令对空气压缩设备进行开关控制,包括:
32.所述操作指令包括自动模式,所述自动模式包括循环模式和固定模式;
33.当所述操作指令为循环模式时,对所述空气压缩设备设定循环运行时间,根据所述循环运行时间对所述空气压缩设备进行循环开启和关闭;
34.当所述操作指令为固定模式时,对所述空气压缩设备设定工作日历,根据所述工作日历判断所述空气压缩设备的定时开启时间和定时关闭时间,对所述空气压缩设备进行定时开启和关闭。
35.另一方面,本发明实施例还公开了一种电子设备,包括处理器以及存储器;
36.所述存储器用于存储程序;
37.所述处理器执行所述程序实现如前面所述的方法。
38.另一方面,本发明实施例还公开了一种计算机可读存储介质,所述存储介质存储有程序,所述程序被处理器执行实现如前面所述的方法。
39.另一方面,本发明实施例还公开了一种计算机程序产品或计算机程序,该计算机程序产品或计算机程序包括计算机指令,该计算机指令存储在计算机可读存储介质中。计算机设备的处理器可以从计算机可读存储介质读取该计算机指令,处理器执行该计算机指令,使得该计算机设备执行前面的方法。
40.本发明采用以上技术方案与现有技术相比,具有以下技术效果:本发明实施例提供了一种智能机床切削液除臭装置及控制方法,其中,所述装置包括机床、机床数据采集设备、空气压缩设备、现场终端和控制终端;其中,在所述机床上安装有切削液池,所述切削液池用于存放切削液;所述机床数据采集设备与所述机床连接,用于采集机床运行状态;所述现场终端与所述控制终端连接,用于将设置工作模式,并进行现场监控;所述控制终端分别连接所述机床数据采集设备和所述现场终端,用于根据机床运行状态和工作模式下发控制指令,对所述空气压缩设备进行控制;所述空气压缩设备连接所述控制终端,用于根据所述控制终端下发的控制指令将空气增加至所述切削液池。本发明实施例能够对机床的运行状
态进行实时监控,通过控制空气压缩装置将空气压入切削液中,能够安全高效低能耗地对切削液除臭。
附图说明
41.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
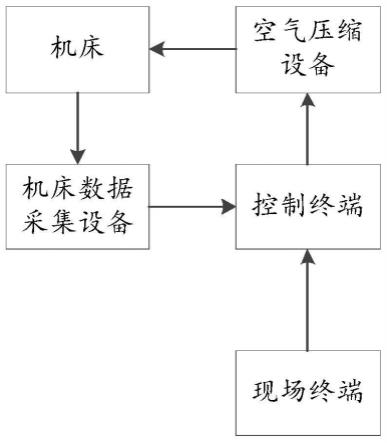
42.图1是本技术实施例提供的一种智能机床切削液除臭装置结构图;
43.图2是本技术实施例提供的一种智能机床切削液除臭装置控制方法的流程图。
具体实施方式
44.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
45.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
46.其次,本发明结合示意图进行详细描述,在详述本发明实施例时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
47.再其次,此处所称的“一个实施例”或“实施例”是指可包含于本发明至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“在一个实施例中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。
48.该系统因此可运用任何固定及/或机动资产的组合,其收集与该数控机床的工作状况有关的数据,其可能对应各自不同的数控机床。特别是,该系统可运用一智能空气压缩设备,其配置以被编程用于服务数控机床的切削液空气压入。所述数控机床有不同类型的切削液,因此可以优化地于每一个个别的切削液中具有与其变臭的条件。所有人/操作者可编程操作指令以指示与该数控机床切削液池中的操作相关的该配置组件(包括该智能空气压缩设备)。
49.在某些情况中,该处理电路可配备以允许用户定义特定的操作参数,且该系统即可适应目前条件以根据该操作参数操作。考虑到可连接互联网,在某些情况中,可运用该系统以基于从一数据库或在线资源与每一个切削液属性关联的存储信息使所需的洁净条件与现场使用的切削液相关联。
50.在某些情况中,可排解或组织配置组件间的工作,以防止组件损坏、资源无效使用,或降低效能的行为。关联的配置组件可通过用户界面提供操作者报告及/或警告,以使得操作者在特定情形中调解,或该组件可即通过该用户界面交互响应并通知操作者。
51.目前在金属加工过程中,常常用切削液来润滑、冷却加工件,刀具或磨具,这也是为了提高加工效率、工件精度和表面质量,同时可以延长刀具、磨具的使用寿命。因此,切削
液的保养就显得比较重要,使其发挥最佳效果,延长使用寿命。常规的保养措施包括去除其中的金属屑、杂油及其他杂质,使其保持洁净。净化切削液的程序包括:沉淀、浮分、过滤、离心及磁力沉降等。保养的另一方面是监测使用中切削液的各项数据,包括:外观、气味、ph值、浓度、防锈蚀性、泡沫状况和细菌含量。其中,细菌的主要产生源来自被加工物上带来的,也有在来自日常环境中,刀具中,机床中等,在来自机床润滑油等油脂的情况下,成为厌氧菌的温床。而厌氧菌则导致了切削液异味,甚至是恶臭的最主要原因。
52.目前的切削液过滤针对的是除油和除渣,一旦切削液在停止循环几天后会散发出一股臭气即是因为高溫下厌氧菌在无氧的环境中更为迅速繁殖的结果,但如果在沒有超过界点的时间适当的打若干分钟的循环让切削液适当的混入点氧气是可以破坏这种生存空间的,切削液中厌氧菌就不至于到达变质发臭的极限的。具体来说通过把大气中的空气和切削液充分接触,通过空气压缩机抽取切削液底部的切削液向上排放,使得从空气压缩机内流出的切削液能够和空气接触,使切削液和空气接触时能够溶解部分氧气后落入切削液内。同时切削液在下落时发生的飞溅也能够搅动切削液面,从而进一步的增大了切削液和氧气的接触面积,提高了机床内切削液的含氧量。
53.目前市面上对于切削液的过滤处理等方法很多,这都是基于切削液在机床开动的时候做的过滤工作,但机床在假期,维修保养,更换刀具夹具等调机过程中,因为机床本身已经停机,导致和机床连通的切削液过滤设备并未能工作,这也带来了切削液变臭的机会。所以有必要研制一种可以检测机床停机时间并作出空气压入工作的装置,能够安全高效低能耗地解决切削液的变臭问题。
54.参照图1,本发明实施例提供一种智能机床切削液除臭装置,所述装置包括机床、机床数据采集设备、空气压缩设备、现场终端和控制终端;
55.其中,在所述机床上安装有切削液池,所述切削液池用于存放切削液;
56.所述机床数据采集设备与所述机床连接,用于采集机床运行状态;
57.所述现场终端与所述控制终端连接,用于将设置工作模式,并进行现场监控;
58.所述控制终端分别连接所述机床数据采集设备和所述现场终端,用于根据机床运行状态和工作模式下发控制指令,对所述空气压缩设备进行控制;
59.所述空气压缩设备连接所述控制终端,用于根据所述控制终端下发的控制指令将空气增加至所述切削液池。
60.具体地,本发明实施例中包括机床数据采集设备,通过将该机床数据采集设备连接到机床中,从而获取机床的工作状态;本实施例还包括空气压缩设备,安装设置在数控机床并配置以选择地增加空气到该数控机床的切削液池中,用于增加空气到机床的切削液中;本实施例还包括现场终端,用于现场工作人员现场控制空气压缩设备的开停及设置参数。本发明实施例中控制终端用于根据机床的工作状态以及现场终端设置的工作模式决定该空气压缩设备的操作模式,以及根据该操作模式指示空气压缩设备进行工作。
61.进一步作为优选的实施方式,所述装置还包括用户终端,所述用户终端通过网络与所述控制终端进行连接;
62.其中,所述用户终端,用于远程监控所述控制终端,并下发相应的控制指令。
63.具体地,用户终端用于用户远程操作本发明实施例智能机床切削液除臭装置,具体是可以通过移动互联设备,如手机,个人电脑、平板电脑等设备来对装置进行开和停的操
作,其中开代表开启空气压缩设备对切削液进入注入空气到切削液池,停则是停止空气压缩设备的工作。
64.进一步作为优选的实施方式,所述装置还包括网关,所述网关用于连接第一网络与第二网络;
65.其中,所述第一网络至少包括所述空气压缩设备、所述机床数据采集设备、所述现场终端和所述控制终端;
66.所述第二网络至少包括所述用户终端。
67.具体地,该网关在第一网络与第二网络之间连接,第一网络为内网,用于连接工作现场中各设备之间的通讯;该第一网络至少包括空气压缩机和机床数据采集设备、现场终端、控制终端;第二网络为外网,用于连接用户终端与工作现场中各设备的通讯;该第二网络由移动通信网络、企业内部、和延伸至该用户终端及其之间的组件形成,且通过该第二网络使得用户通过用户终端与该网关进行无线通讯。
68.进一步作为优选的实施方式,所述机床还包括状态显示灯,所述状态显示灯用于指示机床的工作状态。
69.具体地,本发明实施例中机床还包括状态显示灯,本发明实施例可以设置不同颜色的状态指示灯来指示机床的工作状态,如设置三色灯,该三色灯有红,黄,绿三种颜色,分别代表机床的开启,暂停,停机三种状态。
70.进一步作为优选的实施方式,所述现场终端包括显示屏,所述显示屏用于显示所述机床和所述空气压缩设备的工作参数。
71.具体地,本发明实施例中现场终端可包括显示屏,能够显示所述机床和所述空气压缩设备的工作参数、工作状态等。本发明实施例还可以使用触摸显示屏,通过点触界面中的按钮从而对机床或空气压缩设备进行开关等控制。
72.另一方面,本发明实施例还提供了一种智能机床切削液除臭装置控制方法,所述方法包括:
73.s101、通过机床数据采集设备采集机床的工作状态;
74.s102、通过现场终端获取用户设置的操作模式;
75.s103、通过控制终端对所述工作状态和所述操作模式进行分析处理,确定操作指令;
76.s104、根据所述操作指令对空气压缩设备进行开关控制。
77.进一步作为优选的实施方式,所述通过机床数据采集设备采集机床的工作状态,包括:
78.通过所述机床数据采集设备连接所述机床的状态灯,获取得到所述机床的工作状态。
79.进一步作为优选的实施方式,所述通过机床数据采集设备采集机床的工作状态,包括:
80.所述机床数据采集设备通过以太网连接所述机床,根据数控设备互联通讯协议获取所述机床的工作状态。
81.进一步作为优选的实施方式,所述根据所述操作指令对空气压缩设备进行开关控制,包括:
82.所述操作指令包括手动模式,所述手动模式包括手动开启模式和手动关闭模式;
83.根据所述手动开启模式设定所述空气压缩设备的运行时间;
84.根据所述运行时间运行所述空气压缩设备,当所述运行时间结束时,关闭所述空气压缩设备;
85.或,根据所述手动关闭模式关闭所述空气压缩设备。
86.进一步作为优选的实施方式,所述根据所述操作指令对空气压缩设备进行开关控制,包括:
87.所述操作指令包括自动模式,所述自动模式包括循环模式和固定模式;
88.当所述操作指令为循环模式时,对所述空气压缩设备设定循环运行时间,根据所述循环运行时间对所述空气压缩设备进行循环开启和关闭;
89.当所述操作指令为固定模式时,对所述空气压缩设备设定工作日历,根据所述工作日历判断所述空气压缩设备的定时开启时间和定时关闭时间,对所述空气压缩设备进行定时开启和关闭。
90.在本发明实施例中,通过机床数据采集设备采集机床的工作状态,可以通过机床数据采集设备连接机床的状态灯,从而获取得到机床的工作状态,也可以通过以太网连接机床,根据数控设备互联通讯协议获取机床的工作状态。本发明实施例通过现场终端获取用户设置的操作模式,然后通过控制终端对获取得到的工作状态和操作模式进行分析处理,得到操作指令;最后根据操作指令对空气压缩设备进行开关控制。
91.在一种实施例中,用户通过现场终端获取到机床状态为关闭状态,可以通过现场终端发送操作模式到控制终端,从而通过控制终端发送操作指令到空气压缩设备,操作指令包括手动模式,而手动模式还包括手动开启模式和手动关闭模式。当该操作指令为手动开启模式时,获取现场终端设置的参数,该参数可以为空气压缩设备的运行时间;控制终端根据手动开启模式设定该空气压缩设备的运行时间,并根据所述运行时间运行所述空气压缩设备;当所述运行时间结束时,将会自动关闭空气压缩设备;或者,当该操作指令为手动关闭模式时,获取现场终端设置的参数,该参数可以为空气压缩设备的运行时间关闭指令,控制终端可以根据所述手动关闭模式关闭所述空气压缩设备。
92.在又一种实施方式中,控制终端接收到的操作指令为自动模式,而自动模式包括循环模式和固定模式;当操作指令为循环模式时,控制终端接收到由现场终端或用户终端设置的工作参数,该工作参数为循环运行时间;控制终端根据工作参数对空气压缩设备设定循环运行时间,并根据循环运行时间对空气压缩设备进行循环开启和关闭;如,用户终端设置了每隔一小时开启空气压缩设备十分钟将空气压入切削液池中,控制终端接收到间隔时间为一小时,循环运行时间为十分钟的工作参数,根据工作参数对空气压缩设备进行循环开启和关闭;当操作指令为固定模式时,控制终端接收到由现场终端或用户终端设置的工作参数,该工作参数为工作日历;控制终端对空气压缩设备设定工作日历,根据工作日历判断所述空气压缩设备的定时开启时间和定时关闭时间,对空气压缩设备进行定时开启和关闭。如,现场终端设置了周一至周六,每天十点至十二点运行空气压缩设备,控制终端接收到工作日历为周一至周六,十点至十二点的工作参数,对空气压缩设备进行定时开启和关闭。
93.与图2的方法相对应,本发明实施例还提供了一种电子设备,包括处理器以及存储
器;所述存储器用于存储程序;所述处理器执行所述程序实现如前面所述的方法。
94.与图2的方法相对应,本发明实施例还提供了一种计算机可读存储介质,所述存储介质存储有程序,所述程序被处理器执行实现如前面所述的方法。
95.本发明实施例还公开了一种计算机程序产品或计算机程序,该计算机程序产品或计算机程序包括计算机指令,该计算机指令存储在计算机可读存储介质中。计算机设备的处理器可以从计算机可读存储介质读取该计算机指令,处理器执行该计算机指令,使得该计算机设备执行图2所示的方法。
96.综上所述,本发明实施例具有以下优点:本实施例一种智能机床切削液除臭装置及控制方法,可以使用智能空气压缩机边缘及远程协同机床采集设备和空气压缩机的操作,以进行高效的机床切削液除臭。可以远程监控管理并独立于机床本身而工作,不受机床停机而影响。而且适配市面上各种不同的数控机床,减少了切削液的更换,绿色低能耗,具有广泛的使用场景价值。
97.在一些可选择的实施例中,在方框图中提到的功能/操作可以不按照操作示图提到的顺序发生。例如,取决于所涉及的功能/操作,连续示出的两个方框实际上可以被大体上同时地执行或所述方框有时能以相反顺序被执行。此外,在本发明的流程图中所呈现和描述的实施例以示例的方式被提供,目的在于提供对技术更全面的理解。所公开的方法不限于本文所呈现的操作和逻辑流程。可选择的实施例是可预期的,其中各种操作的顺序被改变以及其中被描述为较大操作的一部分的子操作被独立地执行。
98.此外,虽然在功能性模块的背景下描述了本发明,但应当理解的是,除非另有相反说明,所述的功能和/或特征中的一个或多个可以被集成在单个物理装置和/或软件模块中,或者一个或多个功能和/或特征可以在单独的物理装置或软件模块中被实现。还可以理解的是,有关每个模块的实际实现的详细讨论对于理解本发明是不必要的。更确切地说,考虑到在本文中公开的装置中各种功能模块的属性、功能和内部关系的情况下,在工程师的常规技术内将会了解该模块的实际实现。因此,本领域技术人员运用普通技术就能够在无需过度试验的情况下实现在权利要求书中所阐明的本发明。还可以理解的是,所公开的特定概念仅仅是说明性的,并不意在限制本发明的范围,本发明的范围由所附权利要求书及其等同方案的全部范围来决定。
99.所述功能如果以软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本发明各个实施例所述方法的全部或部分步骤。而前述的存储介质包括:u盘、移动硬盘、只读存储器(rom,read-on ly memory)、随机存取存储器(ram,random access memory)、磁碟或者光盘等各种可以存储程序代码的介质。
100.在流程图中表示或在此以其他方式描述的逻辑和/或步骤,例如,可以被认为是用于实现逻辑功能的可执行指令的定序列表,可以具体实现在任何计算机可读介质中,以供指令执行系统、装置或设备(如基于计算机的系统、包括处理器的系统或其他可以从指令执行系统、装置或设备取指令并执行指令的系统)使用,或结合这些指令执行系统、装置或设备而使用。就本说明书而言,“计算机可读介质”可以是任何可以包含、存储、通信、传播或传
输程序以供指令执行系统、装置或设备或结合这些指令执行系统、装置或设备而使用的装置。
101.计算机可读介质的更具体的示例(非穷尽性列表)包括以下:具有一个或多个布线的电连接部(电子装置),便携式计算机盘盒(磁装置),随机存取存储器(ram),只读存储器(rom),可擦除可编辑只读存储器(eprom或闪速存储器),光纤装置,以及便携式光盘只读存储器(cdrom)。另外,计算机可读介质甚至可以是可在其上打印所述程序的纸或其他合适的介质,因为可以例如通过对纸或其他介质进行光学扫描,接着进行编辑、解译或必要时以其他合适方式进行处理来以电子方式获得所述程序,然后将其存储在计算机存储器中。
102.应当理解,本发明的各部分可以用硬件、软件、固件或它们的组合来实现。在上述实施方式中,多个步骤或方法可以用存储在存储器中且由合适的指令执行系统执行的软件或固件来实现。例如,如果用硬件来实现,和在另一实施方式中一样,可用本领域公知的下列技术中的任一项或他们的组合来实现:具有用于对数据信号实现逻辑功能的逻辑门电路的离散逻辑电路,具有合适的组合逻辑门电路的专用集成电路,可编程门阵列(pga),现场可编程门阵列(fpga)等。
103.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
104.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
105.以上是对本发明的较佳实施进行了具体说明,但本发明并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可做出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。