技术特征:
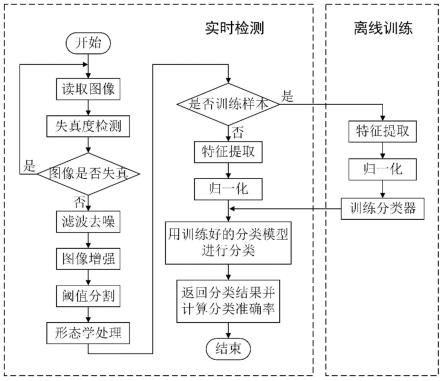
1.一种基于机器视觉的油管平磨质量检测方法,其特征在于,包括以下步骤:步骤1,采集油管平磨端面样本图像,截取出以油管为中心的roi,以减少冗余信息,提高运算效率;步骤2,对截取roi后的图像进行基于区域生长思想的去除白边操作,以消除采集过程中出现的大范围噪声,并通过旋转、翻转和尺度变换的操作扩充样本,形成用于质量检测的样本集;步骤3,读取样本集中的图像,利用sobel算子水平方向的梯度值来进行失真度检测,以筛除失真样本;步骤4,对未失真样本图像进行预处理,包括滤波去噪、图像增强、阈值分割和形态学处理这四个操作,进一步提高图像质量,便于提取有效特征;步骤5,预处理完成后,从图像中提取针对油管样本的几何特征,形成特征向量组,并进行归一化处理;步骤6,根据归一化后的特征向量组训练svm分类器,并进行基于网格搜索的五维联合参数优化,以获取最优参数,提高分类准确率;步骤7,使用训练好的svm分类模型对样本进行分类,包括合格、缺损和截断三种类型,从而实现油管平磨质量的检测。2.如权利要求1所述的一种基于机器视觉的油管平磨质量检测方法,其特征在于:步骤2中所述去除白边操作的具体实现包括以下步骤:步骤2a,设截取roi后的样本图像为输入图像,输出图像的行、列数均为输入图像的行、列数减2;步骤2b,从输入图像的第2行开始,从左向右遍历图像像素点,即从第2列到倒数第2列进行遍历,计算以当前坐标像素点与其右边像素点为中心的3
×
3邻域内像素点的灰度值均值,记为avg0和avg1;步骤2c,将输出图像中当前坐标像素点的灰度值置0;步骤2d,判断avg0与avg1差值的幅值是否小于设定的阈值t,若小于t则回到步骤2b,继续遍历当前行,否则将输入图像当前行剩下的像素点的灰度值拷贝到输出图像对应的坐标中,然后直接进入下一行的遍历;步骤2e,重复步骤2a~步骤2d,直至遍历完倒数第2行,遍历结束;步骤2f,将从左向右遍历改为从右向左遍历,avg0和avg1改为以当前坐标像素点与其左边像素点为中心的3
×
3邻域内像素点的灰度值均值,以第一次遍历结束的图像作为输入图像,重复步骤2a~步骤2e,去除白边操作完成。3.如权利要求1所述的一种基于机器视觉的油管平磨质量检测方法,其特征在于:步骤3中所述计算sobel算子水平方向梯度值的卷积核为:4.如权利要求1所述的一种基于机器视觉的油管平磨质量检测方法,其特征在于:步骤4的具体实现包括以下步骤:
步骤4a,采用高斯滤波器对样本图像进一步滤波,滤波器的参数包括窗口大小winsize以及x轴和y轴方向上的标准差sigma,由步骤6中所述基于网格搜索的五维联合参数优化确定;步骤4b,对样本图像进行锐化操作从而增强图像的边缘信息,锐化操作使用的卷积核为:步骤4c,对增强后的样本图像进行阈值分割从而实现图像的二值化,设定阈值thres,将图像分割为黑色的背景部分和白色的油管部分;步骤4d,运用形态学处理,去除二值化图像中的白色噪点和黑色孔洞,包括腐蚀操作和膨胀操作;首先进行一次腐蚀操作和一次膨胀操作,避免截断样本中的油管部分粘连起来,对后续的特征提取造成影响;然后进行两次膨胀操作,消除样本图像中的黑色孔洞;最后进行两次腐蚀操作,消除样本图像中的白色噪点。5.如权利要求1所述的一种基于机器视觉的油管平磨质量检测方法,其特征在于:步骤5中所述针对油管样本的几何特征包括油管内外环轮廓的占面比和占长比,占面比和占长比的计算公式为:比的计算公式为:其中a是轮廓的占面比,a
c
是轮廓面积,a
img
是样本图像面积,l是轮廓的占长比,l
c
是轮廓周长,r
img
是样本图像的半径,取边长的一半作为半径,上述面积和长度均以像素点数量来衡量。6.如权利要求1所述的一种基于机器视觉的油管平磨质量检测方法,其特征在于:步骤5中所述归一化处理采用z-score归一化方法,归一化公式为:score归一化方法,归一化公式为:score归一化方法,归一化公式为:其中x
i
是样本x所提取的第i个特征数据,n是样本x提取的特征总数,μ是n个特征数据的均值,δ是n个特征数据的标准差。7.如权利要求1所述的一种基于机器视觉的油管平磨质量检测方法,其特征在于:步骤6中所述基于网格搜索的五维联合参数优化的具体实现包括以下步骤:步骤6a,基于网格搜索的五维联合参数优化的对象包括高斯滤波参数组gau、训练svm分类器时的参数c和gamma、以及优化参数c和gamma时使用的对数步长logstep和k折交叉验
证的样本划分数k;步骤6b,确定gau、c、gamma、logstep和k的取值范围,构建五维联合参数网格;步骤6c,计算网格每一组参数对应的平均预测准确率,不断更新最高平均准确率,并记录最高平均准确率对应的参数组,直至迭代全部完成,输出最优参数组。8.如权利要求1所述的一种基于机器视觉的油管平磨质量检测方法,其特征在于:步骤6中svm的配置类型为c类支持向量机,核函数选择高斯核函数。9.如权利要求7所述的一种基于机器视觉的油管平磨质量检测方法,其特征在于:gau、c、gamma、logstep和k的取值如下所示:gau[winsize]∈{9,13,15,19,21,25,27,31};gau[sigma]∈{1.5,2,2.5,3,3.5,4,4.5,5};logstep∈{5,10,15};k∈{5,10,15};c∈[10-3
,103];gamma∈[10-4
,102]。
技术总结
本发明公开了一种基于机器视觉的油管平磨质量检测方法,解决人工目检存在的问题,实现油管平磨质量检测自动化。首先读取用于质量检测的油管平磨端面样本图像,然后进行失真度检测,筛除失真样本,通过滤波去噪、图像增强、阈值分割和形态学处理这四个操作完成对未失真样本的预处理,再提取针对油管平磨端面样本的几何特征,形成特征向量组,并进行归一化处理,最后使用训练好的SVM分类器对合格、缺损和截断这三种样本进行分类,即可实现油管平磨的质量检测。本发明具有检测效率和检测准确率高的优点,用于汽车发动机油管生产厂家油管平磨质量的检测。质量的检测。质量的检测。
技术研发人员:撒继铭 宋宇烟 张学成 罗怡杰 胡江宇 曾国祥
受保护的技术使用者:武汉理工大学
技术研发日:2022.08.12
技术公布日:2022/12/8
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。