1.本发明涉及自动化设备技术领域,更具体地,涉及一种上下料装置和上下料系统。
背景技术:
2.在相关技术中,工件的上下料大部分由人工来实现,人工难以适应生产节奏,易出现操作困难等情况,且操作强度增大,耗时较长,生产效率低。
技术实现要素:
3.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明的一个目的在于提出一种上下料装置,所述上下料装置能够有效减少工件的加工误差,便于实现流水线的自动化生产,有利于提高生产效率。
4.本发明的另一个目的在于提出一种具有上述上下料装置的上下料系统。
5.根据本发明实施例的上下料装置,包括:支撑台;抓料模组,所述抓料模组设于所述支撑台上,所述抓料模组用于抓取工件;定位台,所述定位台设于所述支撑台,用于将所述工件定位在预设位置,所述抓料模组用于将所述工件转移至所述定位台;机械手,所述机械手设于所述支撑台,用于将所述定位台上处于所述预设位置的所述工件转移出所述定位台。
6.根据本发明实施例的上下料装置,通过抓取模组抓取工件并转移至定位台,定位台将工件定位在预设位置,机械手将定位台上处于预设位置的工件进行转移,能够确保工件的定位准确,机械手抓取工件的位置相同,机械手抓取方便,有效减少工件的加工误差,便于实现流水线的自动化生产,有利于提高生产效率。
7.另外,根据本发明上述实施例的上下料装置还可以具有如下附加的技术特征:
8.根据本发明一些实施例的上下料装置,所述工件的一侧设有定位件,所述定位台包括:定位底板,所述定位底板设于所述支撑台;夹持装置,所述夹持装置设于所述定位底板,用于夹紧所述定位件。
9.根据本发明的一些实施例,所述定位台还包括:传送装置,所述传送装置设于所述定位底板上,用于将所述抓料模组上的所述工件传送至所述预设位置。
10.根据本发明的一些实施例,所述传送装置包括:驱动电机,所述驱动电机设于所述定位底板;传送件,所述传送件为平行且间隔设置的两个,所述传送件由所述驱动电机驱动,所述夹持装置位于两个所述传送件之间。
11.根据本发明的一些实施例,所述定位底板上设有升降装置,所述传送装置设于所述升降装置上,所述升降装置适于推动所述传送装置沿第一方向运动。
12.根据本发明的一些实施例,所述定位台包括:支撑组件,所述支撑组件为两个且分别设于所述传送装置的两侧,所述支撑组件包括支撑件和多个支撑轮,多个所述支撑轮可转动地设于所述支撑件的朝向所述传送装置的一侧且在所述传送装置的传送方向上间隔设置,所述工件适于位于所述传送装置和所述支撑轮上。
13.根据本发明的一些实施例,所述机械手包括:机械臂;机械夹爪,所述机械夹爪设于所述机械臂的一端,所述机械夹爪包括安装板、直线驱动装置和两个夹块,两个所述夹块在靠近彼此和远离彼此的方向可移动的设于所述安装板,所述直线驱动装置设于所述安装板并驱动所述夹块移动,两个所述夹块用于夹持或释放所述工件。
14.根据本发明的一些实施例,所述夹块上设有夹持机构,所述夹持机构用于夹持所述工件,所述夹持机构包括:第一压紧装置,所述第一压紧装置设于所述夹块上且包括第一气缸和第一压块,所述第一气缸可驱动所述第一压块移动;第二压紧装置,所述第二压紧装置设于所述夹块且包括第二气缸和第二压块,第二气缸可驱动第二压块环绕所述第二气缸转动,所述第一压块和所述第二压块在垂直于两个所述夹块排布方向的方向上排布以夹紧所述工件。
15.根据本发明的一些实施例,所述夹块上设有夹持机构,所述夹持机构用于夹持所述工件,所述夹持机构包括:支撑块,两个所述夹块上的所述支撑块分别位于两个所述夹块的靠近彼此的一侧;第一压紧装置,两个所述夹块上的所述第一压紧装置分别位于两个所述夹块的靠近彼此的一侧且包括第一气缸和第一压块,所述第一气缸可驱动所述第一压块朝向或远离所述支撑块的方向移动以夹紧所述工件。
16.根据本发明的一些实施例,所述夹持机构还包括:压板装置,所述压板装置设于所述安装板,所述压板装置和所述第一压紧装置在所述安装板上间隔设置,所述压板装置包括第三气缸和第三压块,所述第三气缸设于所述安装板,所述第三压块与所述第三气缸连接,所述第三气缸用于驱动所述第三压块在朝向和远离所述工件的方向上移动。
17.根据本发明的一些实施例,所述压板装置至少为两个,至少两个所述压板装置在所述安装板上相对设置。
18.根据本发明的一些实施例,所述机械手包括:视觉检测装置,所述视觉检测装置位于所述安装板上,且用于对所述工件检测。
19.根据本发明的一些实施例,所述抓料模组包括:抓料装置,所述抓料装置包括平移驱动组件和夹持组件,所述平移驱动组件驱动所述夹持组件沿所述第二方向往复运动;工件抓取装置,所述工件抓取装置与所述抓料装置间隔开,所述工件抓取装置用于将所述工件在第一预设位置与第三预设位置之间移动,所述抓料装置用于将所述工件在所述第一预设位置与第二预设位置之间移动,所述第二预设位置、所述第一预设位置与所述第三预设位置在第二方向上依次排布。
20.根据本发明的一些实施例,所述工件抓取装置包括:支撑板;驱动组件;第一传动组件,所述第一传动组件沿第一方向设于所述支撑板,所述第一传动组件包括同步转动的第一传动件和第二传动件,所述第一传动件与所述驱动组件传动连接;第二传动组件,所述第二传动组件沿所述第二方向设于所述支撑板,所述第一方向和所述第二方向垂直,所述第二传动组件和所述第二传动件传动连接以将所述第一传动件的旋转运动转化为平移运动;升降装置,所述升降装置驱动所述支撑板沿所述第一方向运动,且所述第二传动件随所述支撑板同步运动,在所述支撑板运动时,所述第一传动件保持与所述驱动组件传动连接;抓取机构,所述抓取机构设于所述第二传动组件,所述第二传动组件带动所述抓取机构沿所述第二方向往复运动以夹持工件。
21.根据本发明的一些实施例,所述第一传动组件还包括:连接轴,所述第一传动件和
第二传动件分别设于所述连接轴的两端,所述连接轴穿设于所述支撑板且随所述支撑板同步运动,所述连接轴与所述第一传动件在所述连接轴的轴向方向上可滑动地连接,所述第二传动件固设于所述连接轴,所述第一传动件和所述第二传动件均与所述连接轴同轴转动。
22.根据本发明的一些实施例,所述支撑板上设有支座,所述第二传动组件包括:第三传动件,所述第三传动件设于所述支座,所述第三传动件与所述第二传动件传动连接;第四传动件,所述第四传动件设于所述支座,所述第四传动件和所述第三传动件同轴转动;第五传动件,所述第五传动件与所述第四传动件传动连接,以驱动所述第五传动件沿所述第二方向往复运动。
23.根据本发明的一些实施例,所述第四传动件为齿轮,所述第五传动件为齿条,所述齿轮转动驱动所述齿条沿所述第二方向往复运动。
24.根据本发明的一些实施例,所述抓取机构包括:第一夹爪,所述第一夹爪设于所述第二传动组件的一端,所述第一夹爪用于在所述第二方向夹持所述工件。
25.根据本发明的一些实施例,所述支撑板、所述第一传动组件、所述第二传动组件和所述抓取机构均为两个,且两个所述支撑板、两个所述第一传动组件、两个所述第二传动组件和两个所述抓取机构均沿第三方向间隔开,所述第三方向与所述第一方向和所述第二方向均垂直。
26.根据本发明的一些实施例,所述工件抓取装置还包括:底板,所述支撑板设于所述底板上,所述驱动组件和所述升降装置均设于所述底板的远离所述支撑板的一侧,所述第一传动件可转动地设于所述底板,所述升降装置驱动所述支撑板相对所述底板沿所述第一方向运动;所述驱动组件包括:第一电机;传动轴,所述第一电机驱动所述传动轴转动,所述传动轴上设有传动齿轮,所述传动齿轮与所述第一传动件传动连接。
27.根据本发明的一些实施例,在所述工件抓取装置包括底板时,所述支撑板和所述平移驱动组件设于所述底板的同一侧,所述抓料装置还包括支撑座,所述夹持组件设于所述支撑座,所述支撑座和所述平移驱动组件传动连接以使所述支撑座在所述底板上沿所述第二方向往复运动,所述夹持组件包括:第二夹爪,所述第二夹爪用于在所述第二方向夹持所述工件;推动器,所述推动器设于所述支撑座,所述第二夹爪与所述推动器连接,所述推动器用于驱动所述第二夹爪沿所述第二方向运动。
28.根据本发明的一些实施例,所述平移驱动组件包括:第二电机,设于所述底板;两个在所述第二方向间隔开皮带轮和绕设于皮带轮的皮带,所述皮带轮可转动地设于所述底板,所述第二电机与其中一个所述皮带轮传动连接,所述支撑座设于所述皮带且与所述皮带同步移动。
29.根据本发明的一些实施例,所述上下料装置还包括提升机构,所述提升机构设于所述支撑台,所述抓料模组设于所述提升机构,以调节所述抓取模组的高度,所述提升机构包括:托板,所述抓取模组设于所述托板;动力组件,所述动力组件设于所述支撑台用于驱动所述托板沿第一方向往复运动。
30.根据本发明的一些实施例,所述支撑台具有用于放置料仓的放置空间,所述放置空间位于所述定位台的下方,所述料仓用于放置所述工件,所述抓料模组适于将所述料仓内的所述工件抓取至所述定位台上,所述放置空间的底壁设有用于支撑和传送所述料仓的
传送台。
31.根据本发明的一些实施例,上下料装置还包括:行走组件,所述行走组件设于所述支撑台的底部。
32.根据本发明实施例的上下料系统,包括:加工设备,所述加工设备用于加工待加工的所述工件;根据本发明实施例所述的上下料装置,所述上下料装置用于向所述加工设备提供待加工的所述工件和转移已加工的所述工件;供料系统,所述供料系统用于向所述上下料装置提供待加工的所述工件和转移所述上下料装置上已加工的所述工件。
33.根据本发明的一些实施例,所述供料系统包括:暂存平台,所述暂存平台用于存放待加工的所述工件和/或已加工的所述工件;料仓平台,所述料仓平台用于存放料仓,所述工件适于放置于所述料仓;工件转移装置,所述工件转移装置用于在所述暂存平台和所述料仓平台之间转移所述工件。
34.根据本发明的一些实施例,所述供料系统包括:第一转运装置,所述第一转运装置用于将所述工件转移至所述暂存平台或转移出所述暂存平台;第二转运装置,所述第二转运装置用于将所述料仓转移至所述料仓平台或转移出所述料仓平台。
35.根据本发明的一些实施例,所述第一转运装置和第二转运装置均包括行走组件和设于所述行走组件的传送台,所述传送台用于传送所述工件或所述料仓。
36.根据本发明的一些实施例,上下料系统还包括:料仓转移装置,所述料仓转移装置用于将所述料仓在所述料仓平台和所述上下料装置之间移动,且所述料仓转移装置上设有至少两个存放工位,每个所述存放工位上均设有传送台,所述传送台用于传送所述料仓。
37.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
38.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
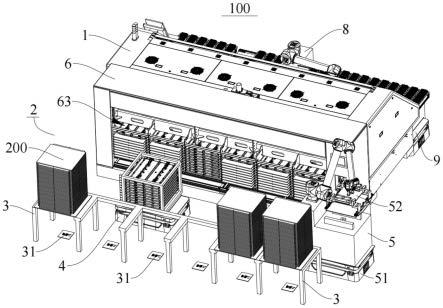
39.图1是根据本发明实施例的上下料系统的结构示意图;
40.图2是根据本发明实施例的上下料系统的俯视图;
41.图3是根据本发明实施例的供料系统的结构示意图;
42.图4是根据本发明实施例的加工设备、上下料装置与料仓转移装置的结构示意图;
43.图5是根据本发明实施例的工件转移装置的结构示意图;
44.图6是根据本发明实施例的抓取模组的一个角度的结构示意图;
45.图7是根据本发明实施例的抓取模组的另一个角度的结构示意图;
46.图8是根据本发明实施例的抓取模组的剖视图;
47.图9是图8中圈示a处的放大结构示意图;
48.图10是根据本发明实施例的工件抓取装置的结构示意图;
49.图11是根据本发明实施例的工件抓取装置的局部结构示意图;
50.图12是根据本发明实施例的抓料装置的结构示意图;
51.图13是根据本发明实施例的提升机构的结构示意图;
52.图14是根据本发明一些实施例的机械夹爪的结构示意图;
53.图15是根据本发明另一些实施例的机械夹爪的结构示意图;
54.图16是根据本发明实施例的上下料装置的结构示意图;
55.图17是根据本发明实施例的定位台的一个角度的结构示意图;
56.图18是根据本发明实施例的定位台的另一个角度的结构示意图;
57.图19是根据本发明实施例的定位台的局部结构示意图;
58.图20是根据本发明实施例的料仓转移装置的结构示意图;
59.图21是根据本发明实施例的工件的结构示意图。
60.附图标记:
61.工件抓取装置100;抓取模组200;工件转移装置300;供料系统400;上下料装置500;上下料系统600;加工设备700;
62.支撑板10;支座101;导向孔102;
63.驱动组件11;第一电机111;传动轴112;传动齿轮113;
64.第一传动组件12;第一传动件121;第二传动件122;连接轴123;
65.第二传动组件13;第三传动件131;第四传动件132;第五传动件133;导向组件134;第一导轨135;滑块136;连接件167;
66.升降装置14;
67.抓取机构15;第一夹爪151;
68.底板16;导向柱161;导向轴承162;第二导轨163;
69.抓料装置20;
70.平移驱动组件21;第二电机211;皮带轮212;皮带213;
71.夹持组件22;第二夹爪221;推动器222;转接板223;
72.支撑座23;夹具231;
73.支撑组件24;支撑件241;支撑轮242;
74.定位导向组件25;导向槽251;立板252;
75.底座30;第三导轨31;放置台32;
76.提升机构40;托板41;动力组件42;第三电机421;丝杠422;丝杠螺母423;
77.机械手50;机械臂51;机械夹爪52;安装板53;直线驱动装置54;夹块55;视觉检测装置56;第四电机541;丝杆组件542;第一齿轮543;第二齿轮544;横梁551;
78.夹持机构60;第一压紧装置61;第二压紧装置62;支撑块63;压板装置64;第一气缸611;第一压块612;第二气缸621;第二压块622;第四导轨631;第三气缸641;第三压块642;
79.暂存平台71;料仓平台72;第一转运装置73;第二转运装置74;料仓转移装置75;工件711;定位件712;料仓721;行走组件731;传送台732;存放工位751;
80.支撑台80;放置空间81;
81.定位台90;定位底板91;
82.夹持装置92;第一气夹921;第二气夹922;
83.传送装置93;驱动电机931;传送件932;输出轴933;联轴器934。
具体实施方式
84.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终
相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
85.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
86.在本发明的描述中,“第一特征”、“第二特征”可以包括一个或者更多个该特征,“多个”的含义是两个或两个以上,第一特征在第二特征“之上”或“之下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。
87.下面参考附图描述根据本发明实施例的上下料装置500。
88.参照图4与图6所示,根据本发明实施例的上下料装置500可以包括:支撑台80与抓取模组200。
89.具体而言,抓取模组200设于支撑台80上,抓取模组200用于抓取工件711,实现对工件711的移动,减少了人工操作的耗时,能够适应高效的生产节奏,实现流水线的自动化生产,有利于提高生产效率,降低生产成本。
90.此外,如图4与图16所示,上下料装置500还包括定位台90与机械手50,定位台90与机械手50设于支撑台80上,抓取模组200可以将工件711转移至定位台90,定位台90可以将工件711定位在预设位置,确保工件711的定位准确,机械手50可以将定位台90上处于预设位置的工件711转移出定位台90,实现对工件711的转移,通过定位台90能够确保机械手50抓取工件711的位置相同,便于机械手50进行抓取,有利于减少工件711的加工误差,且实现无人上下料,实现流水线的自动化生产,有利于提高生产效率。例如,机械手50可以为六轴机械手,能够实现对工件711进行多方位移动,满足不同的位置需求。
91.根据本发明实施例的上下料装置500,通过抓取模组200抓取工件711并转移至定位台90,定位台90将工件711定位在预设位置,机械手50将定位台90上处于预设位置的工件711进行转移,能够确保工件711的定位准确,机械手50抓取工件711的位置相同,机械手50抓取方便,有效减少工件711的加工误差,便于实现流水线的自动化生产,有利于提高生产效率。
92.根据本发明的一些实施例,如图17、图19与图21所示,工件711的一侧设有定位件712,定位台90包括定位底板91和夹持装置92,定位底板91设于支撑台80,夹持装置92设于定位底板91,定位底板91便于对夹持装置92进行支撑,夹持装置92可以夹紧定位件712,使得定位件712可以在夹持装置92的夹紧作用下位置固定,实现了对工件711的定位,使得工件711可以位于预设位置,工件711定位更可靠、准确,且不易发生偏移。
93.在一些实施例中,如图21所示,工件711可以包括层叠设置的铝盖板、电路板和垫板,三者由定位件712穿设为一体,即,工件711为经过叠板生产线所生产的叠板。例如,定位件712可以为销钉。
94.在一些实施例中,如图17与图19所示,定位台90的远离夹持装置92的一侧(例如图
17中所示的左侧)设有导向槽251,导向槽251用于容纳定位件712,导向槽251沿第二方向延伸,在抓取模组200将工件711转移至定位台90时,定位件712可以在导向槽251移动,确保工件711的移动可靠,且不易发生偏移。
95.此外,为便于描述,本发明中“上”、“下”、“左”、“右”、“前”和“后”等方位是基于附图中所示方位关系,而并非对实际应用过程中方位的限定。
96.在一些实施例中,如图17、图19与图21所示,定位件712可以为两个,两个定位件712位于工件711的一侧的两端,夹持装置92可以包括第一气夹921与第二气夹922,第一气夹921与第二气夹922在定位底板91的长度方向(例如图17中所示的左右方向)间隔分布,第一气夹921与第二气夹922可以分别对两个定位件712进行夹紧,实现了对工件711的两端的定位,确保工件711定位可靠,且夹持装置92结构简单,有利于降低上下料装置500的生产成本。
97.在本发明的一些实施例中,如图17-图19所示,定位台90还包括传送装置93,传送装置93设于定位底板91上,传送装置93可以将抓取模组200上的工件711传送至预设位置,工件711移动平稳,能够实现工件711的移动准确,减少了人工操作的耗时,实现流水线的自动化生产,有利于提高生产效率。
98.根据本发明的一些实施例,如图17-图19所示,传送装置93可以包括驱动电机931和传送件932,驱动电机931设于定位底板91,传送件932为两个,两个传送件932平行且间隔设置,夹持装置92位于两个传送件932之间,传送件932由驱动电机931驱动。由此,在驱动电机931工作时,驱动电机931可以驱动两个传送件932运动,使得工件711可以平稳、准确的移动到定位台90上,且便于夹持装置92对定位件712进行夹紧,传送装置93结构简单,有利于降低上下料装置500的制造成本。例如,传送件932可以为输送带或者输送轮。
99.在本发明的一些实施例中,如图18所示,定位底板91上设有升降装置14,传送装置93设于升降装置14上,升降装置14可以推动传送装置93沿第一方向(例如图8中所示的上下方向)运动。由此,在传送装置93对工件711进行传动时,升降装置14可以推动传送装置93沿第一方向运动,使得传送装置93上的工件711可以随传送装置93沿第一方向运动,工件711可以靠近或者远离夹持装置92,在便于夹持装置92对工件711进行夹持的同时,能够避免移动的工件711和夹持装置92摩擦而对工件711造成划伤。
100.在传送装置93包括驱动电机931的一些实施例中,如图17-图19所示,传送装置93可以包括两个输出轴933与联轴器934,驱动电机931与其中一个输出轴933的一端传动连接,两个输出轴933通过联轴器934连接,两个传送件932分别与两个输出轴933连接。由此,在升降装置14工作时,通过联轴器934能够确保传送件932与驱动电机931连接,确保连接可靠,且能够实现两个传送件932的同步转动与抬升,确保工件711传动平稳。例如,驱动电机931与输出轴933可以通过齿轮或者皮带实现传动连接。
101.根据本发明的一些实施例,如图18所示,定位底板91上设有沿第二方向延伸的导向柱161,传送装置93上设有导向孔102,导向孔102与导向柱161配合,在传送装置93沿第一方向运动时,通过导向孔102与导向柱161配合可以对传送装置93进行导向,避免传送装置93移动发生偏移,确保传送装置93移动可靠。
102.当然,导向柱161的设置位置也可以设于传送装置93,具体地,传送装置93上设有沿第二方向延伸的导向柱161,定位底板91上设有与导向柱161配合的导向孔102,这也在本
发明的保护范围之内。
103.在一些实施例中,如图9、图10与图11所示,定位台90可以包括导向轴承162,导向轴承162位于定位底板91上,导向柱161与导向轴承162配合,使得导向柱161移动更顺畅,确保传送装置93沿第一方向运动顺畅,避免发生卡顿,保证传送装置93移动可靠性。
104.根据本发明的一些实施例,如图17与图18所示,定位台90包括支撑组件24,支撑组件24为两个,且两个支撑组件24分别设于传送装置93的两侧,支撑组件24包括支撑件241和多个(大于等于两个)支撑轮242,多个支撑轮242可转动地设于支撑件241的朝向传送装置93的一侧,且多个支撑轮242在传送装置93的传送方向(例如图17中所示的左右方向)上间隔设置,工件711可以位于传送装置93和支撑轮242上,使得传送装置93和支撑轮242对工件711进行限位,确保工件711移动可靠,且工件711可以与支撑轮242配合,多个支撑轮242与工件711接触,能够避免对工件711造成刮伤。
105.在本发明的一些实施例中,如图5与图16所示,机械手50包括机械臂51与机械夹爪52,机械夹爪52设于机械臂51的一端,机械夹爪52能够对工件711进行夹取,实现对工件711的移动。
106.此外,如图14与图15所示,机械夹爪52可以包括安装板53、直线驱动装置54和两个夹块55,两个夹块55设于安装板53,且两个夹块55在靠近彼此和远离彼此的方向可移动,直线驱动装置54设于安装板53,并且直线驱动装置54可以驱动夹块55移动,使得两个夹块55可以夹持或者释放工件711,实现对工件711的移动,且机械夹爪52结构简单,有利于降低上下料装置500的生产成本,且机械夹爪52具有自适应工件711尺寸的功能,满足对不同尺寸的工件711进行抓取。
107.在一些实施例中,如图14与图15所示,夹块55可以为多个(大于等于两个),多个夹块55通过横梁连接,确保多个夹块55可以同时运动,保证对工件711夹持可靠,且确保工件711夹持平稳。
108.在一些实施例中,如图14与图15所示,直线驱动装置54可以包括第四电机541与丝杆组件542,丝杆组件542设有第一齿轮543,第四电机541上设有第二齿轮544,第一齿轮543与第二齿轮544相互啮合,使得第四电机541可以带动丝杆组件542转动,丝杆组件542的两端与两个夹块55传动连接,第四电机541和丝杆组件542传动连接可以驱动丝杆组件542转动,使得丝杆组件542可以驱动两个夹块55靠近彼此和远离彼此的方向可移动,实现对工件711的抓取与释放,直线驱动装置54结构简单,移动平稳。例如,直线驱动装置54还可以为气缸或电缸等。
109.在一些具体实施例中,直线驱动装置54可以为双出杆气缸,两个夹块55可以位于双出杆气缸的输出杆的两端,便于驱动两个夹块55在靠近彼此和远离彼此的方向可移动,结构简单,两个夹块55移动平稳。
110.在一些实施例中,如图14与图15所示,安装板53的两侧可以设有第四导轨631,第四导轨631与两个夹块55配合,两个夹块55在靠近彼此和远离彼此的方向移动时,两个夹块55可以通过第四导轨631配合限定两个夹块55的移动方向,确保两个夹块55移动不易发生偏移,两个夹块55移动更可靠、平稳。
111.根据本发明的一些实施例,如图14与图15所示,夹块55上可以设有夹持机构60,夹持机构60用于夹持工件711,确保工件711夹持可靠,工件711不易发生掉落。
112.在本发明的实施例中,夹持机构60的具体结构可以根据实际情况设置。
113.例如,在一些实施例中,如图14所示,夹持机构60包括第一压紧装置61与第二压紧装置62,第一压紧装置61与第二压紧装置62设于夹块55上,通过第一压紧装置61与第二压紧装置62可以实现对工件711夹持,确保工件711夹持可靠。
114.此外,如图14所示,第一压紧装置61包括第一气缸611和第一压块612,第一气缸611可驱动第一压块612移动,第二压紧装置62包括第二气缸621和第二压块622,第一压块612和第二压块622在垂直于两个夹块55排布方向的方向上排布,通过第一压块612和第二压块622可以对工件711进行夹持,确保工件711夹持可靠,避免工件711发生掉落。
115.同时,第二气缸621可驱动第二压块622环绕第二气缸621转动,在夹取工件711时,第二气缸621可以驱动第二压块622对工件711进行避让,在夹块55对工件711夹取后,第二气缸621可以驱动第二压块622和第一压块612在垂直于两个夹块55排布方向的方向上排布,实现对工件711的夹持,工件711夹取方便,且确保工件711夹持可靠。
116.例如,在一些实施例中,如图15所示,夹持机构60包括支撑块63和第一压紧装置61,两个夹块55上的支撑块63分别位于两个夹块55的靠近彼此的一侧,两个夹块55上的第一压紧装置61分别位于两个夹块55的靠近彼此的一侧,且第一压紧装置61包括第一气缸611和第一压块612,第一气缸611可驱动第一压块612朝向或远离支撑块63的方向移动,通过第一压块612与支撑块63可以实现对工件711的夹持,确保工件711夹持可靠,避免工件711发生掉落,且夹持机构60结构简单,有利于降低夹持机构60的生产成本。
117.在一些实施例中,如图15所示,夹持机构60还包括压板装置64,压板装置64设于安装板53,压板装置64和第一压紧装置61在安装板53上间隔设置,压板装置64包括第三气缸641和第三压块642,第三气缸641设于安装板53,第三压块642与第三气缸641连接,第三气缸641可以驱动第三压块642在朝向和远离工件711的方向上移动,使得第三压块642可以对工件711进行按压或者释放,在对工件711进行夹持时,第三压块642可以对工件711进行按压,能够保证工件711的平整度,确保工件711定位准确。
118.在一些具体实施例中,如图15所示,在机械臂51带动机械夹爪52抓取工件时,两个夹块55先向远离彼此的方向移动,当夹块55上的支撑块63运动至工件711下方时,两个夹块55向靠近彼此的方向移动,使得工件711的边缘支撑在支撑块63上,然后第一压紧装置61对工件711进行夹紧,同时压板装置64的第三压块642对工件711进行压制,保证工件711在机械夹爪52上的平整度,工件711夹持稳固。
119.在本发明的一些实施例中,如图15所示,压板装置64至少为两个,至少两个压板装置64在安装板53上相对设置,便于第三压块642对工件711的两侧进行按压,保证工件711的整体的平整度,确保工件711定位准确。
120.在本发明的一些实施例中,如图14与图15所示,机械手50可以包括视觉检测装置56,视觉检测装置56位于安装板53上,视觉检测装置56可以对工件711检测,便于对工件711的材料或者工件711的正反面等进行检测与记录等,便于进行后续操作,且方便对工件711进行追溯。例如,视觉检测装置56可以为ccd相机。
121.在一些实施例中,工件711上可以设有标识码,通过视觉检测装置56可以对标识码进行识别,判断移动的工件711是否为所需移动的工件711,便于对工件711进行区分,且避免了人工进行扫码,实现流水线的自动化生产,有利于提高生产效率。
122.根据本发明的一些实施例,如图5-图11所示,抓取模组200包括抓料装置20和工件抓取装置100,工件抓取装置100与抓料装置20间隔开,工件抓取装置100用于将工件711在第一预设位置与第三预设位置之间移动,抓料装置20用于将工件711在第一预设位置与第二预设位置之间移动,第二预设位置、第一预设位置与第三预设位置在第二方向(例如图6中所示的左右方向)上依次排布。
123.由此,通过工件抓取装置100和抓料装置20能够分别对工件711进行移动,满足工件711在第二预设位置、第一预设位置与第三预设位置上不同的移动需求,有利于减少抓取模组200直接将工件711从第三预设位置移动到第二预设位置所需的占用空间。
124.需要说明的是,第三预设位置为工件711所在的初始位置,第一预设位置为工件抓取装置100对工件711移动后的位置,第二预设位置为抓料装置20对位于第一预设位置的工件711移动后的位置。
125.在本发明的一些实施例中,如图5-图11所示,工件抓取装置100可以包括:支撑板10、驱动组件11、第一传动组件12、第二传动组件13和抓取机构15。第一传动组件12沿第一方向设于支撑板10,第一传动组件12包括同步转动的第一传动件121和第二传动件122,第一传动件121与驱动组件11传动连接,使得驱动组件11可以驱动第一传动组件12运动。第二传动组件13沿第二方向设于支撑板10,第一方向和第二方向垂直,第二传动组件13和第二传动件122传动连接,可以将第一传动件121的旋转运动转化为平移运动,且抓取机构15设于第二传动组件13,使得第二传动组件13可以带动抓取机构15沿第二方向往复运动,抓取机构15能够对工件711进行夹持,使工件711可以沿第二方向移动,且有利于减少第一传动组件12和第二传动组件13所需的占用空间,有效提高空间的利用率。
126.由此,在驱动组件11工作时,驱动组件11可以驱动第一传动件121转动,第一传动件121和第二传动件122同步转动带动第二传动件122转动,第二传动件122和第二传动组件13传动连接带动第二传动组件13沿第二方向运动,从而带动第二传动组件13上的抓取机构15沿第二方向往复运动,使得抓取机构15可以沿第二方向往复运动对工件711进行夹持,且实现工件711沿第二方向移动,减少了人工操作的耗时,能够适应高效的生产节奏,实现流水线的自动化生产,有利于提高生产效率,降低生产成本。
127.此外,如图5-图8所示,工件抓取装置100还可以包括升降装置14,升降装置14驱动支撑板10沿第一方向运动,使得位于支撑板10上的第二传动组件13可以随支撑板10沿第一方向运动。在抓料装置20带动工件711移动时,第二传动组件13可以随支撑板10沿第一方向运动,第二传动组件13可以对工件711进行避让,避免工件711与第二传动组件13发生碰撞而造成损坏,保证抓取模组200正常使用。例如,升降装置14可以为气缸、电缸或液压缸等。
128.同时,第二传动件122可以随支撑板10同步运动,使得第二传动件122可以保持与第二传动组件13传动连接,在支撑板10运动时,第一传动件121可以保持与驱动组件11传动连接。由此,在支撑板10运动时,确保驱动组件11与第一传动件121、第二传动件122与第二传动组件13始终保持传动连接,避免重新连接而造成振动等问题,确保传动连接可靠,工件抓取装置100工作平稳,且第二传动组件13和升降装置14可以同时进行工作,使得抓取模组200工作更高效,有利于提高生产效率。
129.在本发明的一些实施例中,如图8与图9所示,第一传动组件12还包括连接轴123,第一传动件121和第二传动件122分别设于连接轴123的两端,第一传动件121和第二传动件
122均与连接轴123同轴转动,确保第一传动件121与第二传动件122转动可靠,且结构简单。连接轴123穿设于支撑板10,且连接轴123随支撑板10同步运动,连接轴123与第一传动件121在连接轴123的轴向方向(例如图8中所示的上下方向)上可滑动地连接,第二传动件122固设于连接轴123。由此,在支撑板10沿第一方向移动时,第二传动件122固设于连接轴123,保持第二传动件122与驱动组件11传动连接,连接轴123可以带动第一传动件121沿第一方向移动,保持第一传动件121与第二传动组件13传动连接,确保驱动组件11与第一传动件121、第二传动件122与第二传动组件13传动连接可靠,避免重复分离与连接而造成振动,有利于延长驱动组件11、第一传动组件12与第二传动组件13的使用寿命,工件抓取装置100工作平稳,且结构简单,有利于降低生产成本。
130.在一些实施例中,连接轴123可以为异型轴,第一传动件121设有与异型轴相匹配的异型孔,异型轴可以与异型孔配合,确保连接轴123和第一传动件121连接可靠,且确保连接轴123在连接轴123的轴向方向上滑动,结构简单,有利于降低工件抓取装置100的生产成本。例如,连接轴123可以为花键轴、平键轴或者半圆键轴等。
131.根据本发明的一些实施例,如图6-图11所示,第一传动件121和第二传动件122可以均为锥齿轮,便于沿第一方向的第一传动组件12与沿第二方向的第二传动组件13传动连接,有利于减少第一传动组件12和第二传动组件13所需的占用空间,有效提高空间的利用率。此外,通过锥齿轮啮合传动能够使得第一传动组件12和第二传动组件13工作平稳,确保第二传动组件13移动可靠,噪声低。
132.在一些实施例中,如图8-图11所示,支撑板10上设有支座101,第二传动组件13包括第三传动件131、第四传动件132与第五传动件133,第三传动件131与第四传动件132可以设于支座101,便于对第三传动件131和第四传动件132的位置进行固定,避免第三传动件131与第四传动件132发生移动而造成运动不平稳等问题。第三传动件131与第二传动件122传动连接,第四传动件132和第三传动件131同轴转动,第五传动件133与第四传动件132传动连接。由此,在第二传动件122转动时,第二传动件122与第三传动件131传动连接带动第三传动件131转动,第三传动件131和第四传动件132同轴转动带动第四传动件132转动,第四传动件132与第五传动件133传动连接,从而驱动第五传动件133沿第二方向往复运动,实现抓取机构15沿第二方向往复运动,便于对工件711进行夹持,使工件711可以沿第二方向移动,第二传动组件13结构简单、传动可靠,有利于降低工件抓取装置100的生产成本。例如,第三传动件131与第四传动件132可以为同轴连接锥齿轮和圆齿轮。
133.在本发明的一些实施例中,如图9与图11所示,第四传动件132可以为齿轮,第五传动件133可以为齿条,齿轮转动可以驱动齿条沿第二方向往复运动,便于实现将第一传动件121的旋转运动转化为平移运动,第四传动件132和第五传动件133结构简单,传动连接可靠,有利于降低工件抓取装置100的生产成本。
134.在一些实施例中,如图6、图8-图11所示,第二传动组件13还包括导向组件134,导向组件134包括第一导轨135和滑块136,第一导轨135设于支撑板10,滑块136与第一导轨135配合,第一导轨135沿第二方向延伸,第五传动件133与滑块136连接,在第二传动组件13沿第二方向往复运动时,第二传动组件13可以通过滑块136与第一导轨135配合限定第二传动组件13的移动方向,确保第五传动件133移动不易发生偏移,抓取机构15沿第二方向移动可靠。
135.在一些实施例中,如图8与图9所示,第五传动件133与滑块136可以通过连接件167连接,有利于降低第五传动件133与滑块136结构的复杂性,降低工件抓取装置100的生产成本。
136.根据本发明的一些实施例,如图6-图11所示,抓取机构15包括第一夹爪151,第一夹爪151设于第二传动组件13的一端,第一夹爪151可以用于在第二方向夹持工件711,便于对工件711进行夹持,确保工件711夹持可靠,工件711不易掉落。
137.在本发明的实施例中,第一夹爪151的具体结构可以根据实际情况设置。
138.例如,在一些实施例中,第一夹爪151可以包括夹爪气缸,夹爪气缸用于控制夹爪的夹紧与张开,实现对工件711的夹持与松开。夹爪气缸上连接设有推拉杆,推拉杆上分别设置有第一传动杆与第二传动杆,第一传动杆与第二传动杆的一端均与推拉杆连接,第一传动杆与第二传动杆的另一端朝向远离彼此的方向延伸,且推拉杆与第一传动杆、推拉杆与第二传动杆均为铰接,第一传动杆与第二传动杆的另一端分别设有夹爪件。当夹爪气缸拉动推拉杆向靠近夹爪气缸的方向直线移动时,由于推拉杆与第一传动杆、第二传动杆均为铰接,为了满足直线方向的移动,两个夹爪件会朝向靠近彼此的方向移动,从而实现第一夹爪151对工件711夹取;当夹爪气缸推动推拉杆远离夹爪气缸的方向直线移动时,为了满足直线方向的移动,两个夹爪件会朝向远离彼此的方向移动,从而实现第一夹爪151对工件711松开。
139.在一些实施例中,如图6、图7、图10与图11所示,第一夹爪151可以包括多组(大于等于两个)夹爪气缸便于对工件711进行抓取,确保工件711移动可靠。
140.在本发明的一些实施例中,如图6-图8、图10所示,支撑板10、第一传动组件12、第二传动组件13和抓取机构15可以均为两个,且两个支撑板10、两个第一传动组件12、两个第二传动组件13和两个抓取机构15均沿第三方向(例如图8中所示的前后方向)间隔开,第三方向与第一方向和第二方向均垂直,通过两个抓取机构15便于对工件711进行夹持,且两个支撑板10能够对两个第二传动组件13进行支撑与移动,确保工件711夹持稳固,工件711移动可靠。
141.根据本发明的一些实施例,如图7-图10所示,驱动组件11包括第一电机111和传动轴112,第一电机111驱动传动轴112转动,传动轴112上设有传动齿轮113,传动齿轮113与第一传动件121传动连接。由此,在第一电机111工作时,第一电机111驱动传动轴112转动,传动轴112带动传动齿轮113转动,传动齿轮113与第一传动件121传动连接带动第一传动件121转动,从而实现第一传动组件12工作,驱动组件11结构简单,有利于降低工件抓取装置100的生产成本。例如,第一电机111可以通过皮带传动或者齿轮传动等实现传动轴112转动。
142.在支撑板10、第一传动组件12、第二传动组件13和抓取机构15均为两个的一些实施例中,如图6、图8与图10所示,传动轴112的两端均设有传动齿轮113,两个传动齿轮113分别与两个第一传动件121传动连接,确保两个第二传动组件13移动可靠,能够实现相同的移动距离,确保工件711夹持稳固。
143.在本发明的一些实施例中,如图6-图9所示,工件抓取装置100还包括底板16,支撑板10可以设于底板16上,第一传动件121可转动地设于底板16,便于对支撑板10和第一传动件121进行支撑定位。驱动组件11和升降装置14均设于底板16的远离支撑板10的一侧,升降
装置14驱动支撑板10相对底板16沿第一方向运动,确保支撑板10运动可靠,且底板16能够将第二传动组件13和驱动组件11、升降装置14隔开,在工件抓取装置100工作时,避免驱动组件11与升降装置14影响第二传动组件13正常工作,且避免与工件711碰触而造成损坏,确保工件抓取装置100工作可靠。
144.根据本发明的一些实施例,如图9、图10与图11所示,底板16上设有沿第二方向延伸的导向柱161,支撑板10上设有导向孔102,导向孔102与导向柱161配合,在支撑板10沿第一方向运动时,通过导向孔102与导向柱161配合可以对支撑板10进行导向,避免支撑板10移动发生偏移,确保支撑板10移动可靠。
145.当然,导向柱161的设置位置也可以设于支撑板10,具体地,支撑板10上设有沿第二方向延伸的导向柱161,底板16上设有与导向柱161配合的导向孔102,这也在本发明的保护范围之内。
146.在一些实施例中,如图9、图10与图11所示,工件抓取装置100可以包括导向轴承162,导向轴承162位于底板16上,导向柱161与导向轴承162配合,使得导向柱161移动更顺畅,确保支撑板10沿第一方向运动顺畅,避免发生卡顿,保证支撑板10移动可靠性。
147.在本发明的一些实施例中,如图6、图8、图9与图12所示,抓料装置20包括平移驱动组件21和夹持组件22,平移驱动组件21驱动夹持组件22沿第二方向往复运动,使得夹持组件22能够对工件711进行夹持,且夹持组件22可以将工件711在第一预设位置与第二预设位置之间移动,满足工件711的移动需求,减少了人工操作的耗时,能够适应高效的生产节奏,实现流水线的自动化生产,有利于提高生产效率。
148.根据本发明的一些实施例,如图6、图8图9与图12所示,在工件抓取装置100包括底板16时,支撑板10和平移驱动组件21设于底板16的同一侧,方便抓取机构15与夹持组件22对工件进行夹持,且在平移驱动组件21工作时,支撑板10可以沿第一方向运动,便于对夹持组件22上的工件进行避让。抓料装置20还包括支撑座23,夹持组件22可以设于支撑座23,支撑座23和平移驱动组件21传动连接,平移驱动组件21可以使支撑座23在底板16上沿第二方向往复运动,能够实现夹持组件22沿第二方向往复运动,且使得夹持组件22移动可靠,且支撑座23便于对夹持组件22进行收纳和防护,有利于提高夹持组件22的使用寿命。
149.在本发明的一些实施例中,如图6、图8、图9与图12所示,平移驱动组件21包括第二电机211、两个皮带轮212和皮带213,第二电机211设于底板16,皮带轮212可转动地设于底板16,便于对第二电机211与皮带轮212进行固定,避免第二电机211与皮带轮212发生移动。两个皮带轮212在第二方向间隔开,皮带213绕设于皮带轮212,第二电机211与其中一个皮带轮212传动连接,支撑座23设于皮带213,且支撑座23与皮带213同步移动。由此,在第二电机211工作时,第二电机211可以带动其中一个皮带轮212转动,通过皮带轮212转动可以带动皮带213与另一个皮带轮212运动,使得皮带213可以带动皮带213上的支撑座23进行移动,实现夹持组件22沿第二方向往复运动,确保移动可靠,且平移驱动组件21结构简单,有利于降低抓料装置20的生产成本。
150.在一些实施例中,如图8与图9所示,支撑座23上可以设有夹具231,夹具231与皮带213固定,通过夹具231可以将支撑座23固定在皮带213上,确保支撑座23与皮带213连接可靠,支撑座23与皮带213不易发生移动。
151.根据本发明的一些实施例,如图6、图8与图12所示,底板16上可以设有第二导轨
163,第二导轨163沿第二方向延伸,支撑座23可滑动的设于第二导轨163上,在支撑座23沿第二方向往复运动时,支撑座23可以通过与第二导轨163配合限定支撑座23的移动方向,确保支撑座23移动不易发生偏移,夹持组件22沿第二方向移动可靠。
152.在本发明的一些实施例中,如图6与图12所示,夹持组件22包括第二夹爪221与推动器222,第二夹爪221用于在第二方向夹持工件711,推动器222设于支撑座23,例如,推动器222可采用气缸或电钢或直线电机等,第二夹爪221与推动器222连接,第二夹爪221便于对工件711进行夹持,确保工件711夹持可靠,工件711不易掉落,且推动器222可以驱动第二夹爪221沿第二方向运动,使得第二夹爪221可以对工件进行避让,且能够有效减少平移驱动组件21的占用空间。
153.在本发明的实施例中,第二夹爪221的具体结构可以根据实际情况设置。
154.例如,在一些实施例中,第二夹爪221可以包括夹爪气缸,夹爪气缸用于控制夹爪的夹紧与张开,实现对工件711的夹持与松开。夹爪气缸上连接设有推拉杆,推拉杆上分别设置有第一传动杆与第二传动杆,第一传动杆与第二传动杆的一端均与推拉杆连接,第一传动杆与第二传动杆的另一端朝向远离彼此的方向延伸,且推拉杆与第一传动杆、推拉杆与第二传动杆均为铰接,第一传动杆与第二传动杆的另一端分别设有夹爪件。当夹爪气缸拉动推拉杆向靠近夹爪气缸的方向直线移动时,由于推拉杆与第一传动杆、第二传动杆均为铰接,为了满足直线方向的移动,两个夹爪件会朝向靠近彼此的方向移动,从而实现第二夹爪221对工件711夹取;当夹爪气缸推动推拉杆远离夹爪气缸的方向直线移动时,为了满足直线方向的移动,两个夹爪件会朝向远离彼此的方向移动,从而实现第二夹爪221对工件711松开。
155.在一些实施例中,如图8与图12所示,第二夹爪221可以为多个,多个第二夹爪221通过转接板223连接,能够实现多个第二夹爪221的同时驱动,且具有相同的移动距离,确保工件711夹持稳固,驱动可靠。
156.在本发明的实施例中,第二夹爪221的数量可以根据实际情况进行灵活的设置,例如,第二夹爪221可以如图12所示为两个,也可以为三个、四个、五个、六个或者更多个,这都在本发明的保护范围之内。
157.根据本发明的一些实施例,如图6、图8与图9所示,抓取模组200包括支撑组件24,支撑组件24为两个,且两个支撑组件24分别设于抓料装置20移动方向(例如图6中所示的左右方向)的两侧,支撑组件24能够对工件711进行支撑,确保工件711移动可靠。
158.此外,如图6、图8与图9所示,支撑组件24包括支撑件241和多个(大于等于两个)支撑轮242,多个支撑轮242可转动地设于支撑件241,且多个支撑轮242沿第二方向间隔设置,工件711可以与支撑轮242配合,多个支撑轮242便于对工件711进行移动与支撑,使得工件711移动更顺畅,且避免对工件711造成刮伤。
159.在本发明的一些实施例中,如图6-图8、图21所示,工件711上设有定位件712,抓取模组200包括定位导向组件25,定位导向组件25包括导向槽251,导向槽251用于容纳定位件712,导向槽251沿第二方向延伸,在抓取模组200对工件711进行移动时,定位件712可以在导向槽251移动,确保工件711的移动可靠,且不易发生偏移。例如,工件711的两侧可以设有定位件712,确保工件711移动可靠,不易发生偏移。
160.在一些具体实施例中,如图6-图8所示,定位导向组件25可以包括两个间隔设置的
立板252,两个立板252之间的间隙可以形成导向槽251,两个立板252可以对定位件712进行限位,避免定位件712发生偏移,确保工件711移动可靠,且定位导向组件25结构简单,有利于降低抓料装置20的生产成本。
161.根据本发明的一些实施例,如图16所示,上下料装置500还包括提升机构40,提升机构40设于支撑台80,抓取模组200设于提升机构40,通过提升机构40可以调节抓取模组200的高度,便于抓取模组200对不同高度的工件711进行抓取,工件711抓取更方便,能够实现流水线的自动化生产,有利于提高生产效率。
162.在本发明的一些实施例中,如图5与图13所示,提升机构40包括托板41和动力组件42,抓取模组200设于托板41,托板41可以对抓取模组200进行支撑,确保支撑可靠,动力组件42设于底座30,动力组件42用于驱动托板41沿第一方向往复运动,从而使得抓取模组200可以沿第一方向往复运动,实现对抓取模组200的高度调节,且结构简单,有利于降低上下料装置500的生产成本。
163.根据本发明的一些实施例,例如图13所示,动力组件42包括第三电机421与丝杠422,第三电机421设于底座30,丝杠422沿第一方向延伸,丝杠422的一端和第三电机421传动连接,丝杠422上设有丝杠螺母423,托板41和丝杠螺母423连接。由此,在第三电机421工作时,第三电机421可以驱动丝杠422转动,丝杠422转动可以带动丝杠螺母423沿丝杠422的第一方向移动,从而使丝杠螺母423可以带动托板41沿第一方向移动,确保托板41移动可靠、平稳,且结构简单,有利于降低上下料装置500的生产成本。例如,第三电机421可以为伺服电机。
164.在一些实施例中,如图13所示,第三电机421设有第一同步齿轮,丝杠422设第二同步齿轮,第一同步齿轮与第二同步齿轮啮合传动,由此,第三电机421可以带动第一同步齿轮转动,第一同步齿轮与第二同步齿轮啮合传动带动第二同步齿轮转动,使得第二同步齿轮可以带动丝杠422转动,确保连接可靠,且传动连接结构简单。
165.在本发明的一些实施例中,如图5与图13所示,底座30上设有第三导轨31,第三导轨31与托板41配合,第三导轨31沿第一方向延伸,在托板41沿第一方向移动时,托板41可以通过与第三导轨31配合限定托板41的移动方向,确保托板41移动不易发生偏移,托板41沿第一方向移动可靠。
166.在本发明的一些实施例中,如图16所示,支撑台80具有放置空间81,放置空间81位于定位台90的下方,放置空间81用于放置料仓721,料仓721用于放置工件711,料仓721对工件711进行收纳,通过料仓721可以将工件711放置在放置空间81。抓取模组200可以将料仓721内的工件711抓取至定位台90上,便于对工件711的依次抓取,避免对单个工件711进行运输,能够实现流水线的自动化生产,有利于提高生产效率。
167.根据本发明的一些实施例,如图16所示,放置空间81的底壁设有传送台732,传送台732用于支撑和传送料仓721,便于对料仓721进行放置,且通过传送台732可以便于将料仓721传送至放置空间81或者传出放置空间81,便于对料仓721进行更换,减少了人工操作的耗时,降低了人工的劳动力,实现流水线的自动化生产,有利于提高生产效率。例如,传送台732可以为传送辊或者传送轮等。
168.在本发明的一些实施例中,如图16所示,上下料装置500还包括行走组件731,行走组件731设于支撑台80的底部,通过行走组件731可以对上下料装置500的位置进行移动,满
足上下料装置500在不同位置对工件711进行上下料,实现流水线的自动化生产,有利于提高生产效率。例如,行走组件731可以为agv小车。
169.在一些实施例中,行走组件731可以采用二维码导航,二维码可以对行走组件731的行走位置进行设定,形成行走组件731的行走路径,保证行走组件731移动可靠,确保行走组件731移动位置准确。
170.根据本发明实施例的上下料系统600包括供料系统400、加工设备700与根据本发明实施例的上下料装置500。
171.具体地,如图1、图2与图4所示,加工设备700用于加工待加工的工件711,实现对工件711的加工,上下料装置500可以向加工设备700提供待加工的工件711和转移已加工的工件711,便于对加工设备700实现上下料,供料系统400可以向上下料装置500提供待加工的工件711和转移上下料装置500上已加工的工件711,实现流水线的自动化生产,有利于提高生产效率。例如,加工设备700可以为钻机。
172.由于根据本发明实施例的上下料装置500具有上述有益的技术效果,因此根据本发明实施例的上下料系统600,通过抓取模组200抓取工件711并转移至定位台90,定位台90将工件711定位在预设位置,机械手50将定位台90上处于预设位置的工件711进行转移,能够确保工件711的定位准确,机械手50抓取工件711的位置相同,机械手50抓取方便,有效减少工件711的加工误差,便于实现流水线的自动化生产,有利于提高生产效率。
173.在一些实施例中,加工设备700可以对加工设备700上的工件711进行记录和传输工件711的加工信息,便于对工件711进行加工与备份。
174.在本发明的一些实施例中,如图1-图3所示,供料系统400可以包括暂存平台71、料仓平台72与工件转移装置300。暂存平台71可以存放待加工的工件711和/或已加工的工件711,便于对工件711进行收纳,保证工件711收纳整齐。料仓平台72可以存放料仓721,工件711可以放置于料仓721,料仓721可以对工件711进行放置,料仓平台72能够对料仓721进行收纳,保证料仓721收纳整齐。此外,工件转移装置300可以在暂存平台71和料仓平台72之间转移工件711,使得工件711可以通过工件转移装置300在暂存平台71和料仓平台72上的料仓721之间转移,避免了人工将工件711进行转移,减少了人工操作的耗时,且避免人工疲劳操作而造成的工件711的不同材料或者工件711的正反放置错误等问题,能够适应高效的生产节奏,实现流水线的自动化生产,有利于提高生产效率。
175.在工件711设有定位件712一些实施例中,工件711以堆垛形式位于暂存平台71上,且工件711通过正反堆叠放置,便于对工件进行收纳,且避免定位件712与相对的工件711接触而造成损伤。
176.在工件711位于料仓721的一些实施例中,工件711位于料仓721内的位置为第三预设位置,工件抓取装置100对工件711移动后的位置为第一预设位置,工件711位于第一预设位置时,工件711的至少部分位于料仓721内,工件711位于提升机构40上的位置为第二预设位置。由此,通过抓取模组200可以将工件711从料仓721内取出并放置在提升机构40,或者抓取模组200可以将位于提升机构40上的工件711放置在料仓721内,实现了工件711的抓取,有利于提高生产效率。
177.根据本发明的一些实施例,如图1-图3所示,供料系统400包括第一转运装置73与第二转运装置74,第一转运装置73可以将工件711转移至暂存平台71或转移出暂存平台71,
第二转运装置74可以将料仓721转移至料仓平台72或转移出料仓平台72,通过第一转运装置73与第二转运装置74配合可以满足工件711在不同生产线上的生产,满足不同使用需求,适应性强。
178.在本发明的一些实施例中,如图17所示,第一转运装置73和第二转运装置74均包括行走组件731和传送台732,传送台732设于行走组件731,传送台732用于传送工件711或者料仓721,便于第一转运装置73和第二转运装置74将工件711或者料仓721移入或者移出第一转运装置73和第二转运装置74,且第一转运装置73和第二转运装置74通过行走组件731可以进行移动,使得第一转运装置73和第二转运装置74可以对工件711或者料仓721进行转移,减少了人工操作的耗时,降低了人工的劳动力,实现流水线的自动化生产,有利于提高生产效率。
179.在一些实施例中,如图1-图3所示,第一转运装置73的传送台732可以在高度上对工件711进行传送,便于将工件711放置在暂存平台71。
180.在一些实施例中,如图1-图3所示,第一转运装置73的传送台732可以在水平面上对工件711进行传送,便于将工件711放置在料仓平台72。
181.根据本发明的一些实施例,如图1、图2、图4与图20所示,上下料系统600还包括料仓转移装置75,料仓转移装置75可以将料仓721在料仓平台72和上下料装置500之间移动,便于对上下料装置500提供待加工的工件711和转移上下料装置500上已加工的工件711,实现流水线的自动化生产,有利于提高生产效率。
182.此外,如图4与图20所示,料仓转移装置75上可以设有至少两个存放工位751,每个存放工位751上均设有传送台732,传送台732用于传送料仓721,便于将料仓721移入或者移出料仓转移装置75,减少了人工操作的耗时,降低了人工的劳动力,且通过料仓转移装置75上设有至少两个存放工位751,便于在料仓平台72与料仓转移装置75、上下料装置500与料仓转移装置75上实现至少两个料仓721的位置转换,便于实现流水线的自动化生产,有利于提高生产效率。
183.在本发明的实施例中,工件转移装置300的具体结构可以根据实际情况设置。
184.例如,在一些实施例中,如图5所示,工件转移装置300可以包括底座30、提升机构40和抓取模组200,抓取模组200用于对工件711进行抓取。
185.具体地,抓取模组200可以设于提升机构40,提升机构40设于底座30,通过提升机构40可以调节抓取模组200的高度,便于抓取模组200对不同高度的工件711进行抓取,工件711抓取更方便,能够实现流水线的自动化生产,有利于提高生产效率。
186.此外,如图5所示,工件转移装置300还包括机械手50,机械手50可以将工件711从提升机构40上转移出或将工件711转移至提升机构40,避免了人工将工件711进行转移,减少了人工操作的耗时,且避免人工疲劳操作而造成的工件711的不同材料或者工件711的正反放置错误等问题,能够适应高效的生产节奏,实现流水线的自动化生产,有利于提高生产效率。
187.根据本发明的一些实施例,如图5所示,工件转移装置300还包括放置台32,放置台32设于底座30,且放置台32高于提升机构40的上端面,放置台32可以暂时存放工件711。由此,在工件711的正反放置不同时,通过机械手50可以将工件711放置在放置台32上对工件711进行翻转,确保工件711的正反面一致,工件711的正反面调整方便、准确,避免了通过人
工将工件711单个进行翻转而造成生产效率低等问题,能够适应高效的生产节奏,实现流水线的自动化生产,有利于提高生产效率。
188.例如,在机械手50抓取工件711后,若检测工件711为反面时,机械手50将工件711从放置台32的上方放置在放置台32上,且机械手50移动到放置台32的下方对工件711进行抓取,再将工件711转移至提升机构40,实现了对工件711的翻转;若检测工件711为正面时,机械手50直接将工件711转移至提升机构40,实现了流水线的自动化生产,有利于提高生产效率。
189.在本发明的一些实施例中,如图5所示,工件转移装置300还包括行走组件731,行走组件731设于底座30的底部,通过行走组件731可以对工件转移装置300的位置进行移动,满足工件转移装置300对不同位置的工件711进行转移,实现流水线的自动化生产,有利于提高生产效率。
190.下面参考附图详细描述根据本发明的一个具体实施例的上下料系统600,值得理解的是,下述描述只是示例性说明,而不能理解为对发明的限制。其中,生料仓为空料仓,即料仓721内未放置工件711;熟料仓为满料仓,即料仓721内已放满工件711;生料为未加工的工件711;熟料为已加工的工件711。
191.在上下料系统600的上下料形式为堆垛形式 料仓形式时,参照图1-图4所示,生料从上生产线以堆垛形式被第一转运装置73运送至暂存平台71,通过工件转移装置300将生料依次放入停放于料仓平台72的生料仓中,同时工件转移装置300读取生料表面上的标识码以识别生料的料号是否一致,将相同料号的生料放入同一料仓721中。在料仓721放满后,系统呼叫料仓转移装置75位于料仓平台72前方的二维码处与料仓平台72对接,通过料仓平台72上的传送台732和料仓转移装置75上的传送台732进行转运,熟料仓从料仓平台72转移到料仓转移装置75上,等待上下料装置500叫料。
192.上下料装置500上的料仓721内的生料已被全部换成熟料后,料仓转移装置75的其中一个存放工位751运载生料仓前往上下料装置500与其对接。料仓转移装置75与上下料装置500通过传送台732将上下料装置500的熟料仓输送到料仓转移装置75的空存放工位751上,之后料仓转移装置75调转方向,通过传送台732将生料仓输送到上下料装置500的放置空间81。
193.上下料装置500通过上下料装置500的抓取模组200将生料从料仓721中取出放置于上下料装置500的提升机构40上,通过提升机构40将板料提升至与定位台90对接位置。抓取模组200抓取生料将生料的一部分推至定位台90,且生料可以通过传送装置93将生料沿导向槽251输送至预设位置,夹持装置92对生料上的两个定位件712夹紧定位,并通过机械手50将生料放置在加工设备700上,加工设备700对生料进行加工。生料加工完成后,上下料装置500的机械手50将熟料从加工设备700上抓起并放置于提升机构40上,提升机构40带着熟料下降至前一步生料仓中取出生料而空出的位置,上下料装置500的抓取模组200将熟料推至生料仓中。依此循环,将生料仓中的所有生料置换为熟板料。
194.料仓转移装置75上的熟料仓输送至料仓平台72的对应工位上,通过工件转移装置300将该熟料仓中的熟料依次取出以堆垛形式放置于暂存平台71上。在暂存平台71上的熟料放置一定数量后,由第一转运装置73输送至下生产线的上料口处。
195.在上下料系统600的上下料形式为料仓形式时,参照图1-图4所示,生料从上生产
线的出料口直接放置于生料仓中,生料仓放置于第二转运装置74上,生料在生料仓内放置满后,第二转运装置74将生料仓输送至料仓平台72上。同时,在料仓转移装置75上的熟料仓将被输送至料仓平台72的对应工位后,第二转运装置74将熟料仓转运至下生产线的上料口处进行上料。其他流程可以参照上述上下料形式,在此不再赘述。
196.根据本发明实施例的上下料系统600与上下料装置500的其他构成以及操作对于本领域普通技术人员而言都是已知的,这里不再详细描述。
197.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
198.在本说明书的描述中,参考术语“实施例”、“具体实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
199.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。