1.本发明实施例涉及一种对位喷嘴夹具、用于光刻胶涂布机臂的定心的方法及系统。
背景技术:
2.以下涉及光刻、半导体制作及光刻胶材料的应用。光刻胶(photoresist,pr)是半导体工业中至关重要的元素,且在半导体制作工艺的各个阶段期间用于在晶片上形成图案。随着晶片生产中光刻工艺的成熟,光刻胶的用量减少。由于光刻胶用量的减少,用以将光刻胶施加到晶片上的光刻胶喷嘴尖端的大小也减小。光刻胶的放置精度变得更高,且因此光刻胶喷嘴尖端的定心变得更加重要。
技术实现要素:
3.根据本发明的实施例,提供一种用于光刻胶涂布机臂的定心的方法。所述方法包括:从喷嘴槽取出对位喷嘴夹具,所述对位喷嘴夹具具有与所述对位喷嘴夹具耦合的内窥镜。所述方法还包括通过所述光刻胶涂布机臂将所述对位喷嘴夹具朝相关联工艺室的夹盘的中心移动。另外,所述方法包括通过所述内窥镜将所述光刻胶涂布机臂与所述夹盘的中心对位。
4.根据本发明的实施例,提供一种包括对位喷嘴区块的对位喷嘴夹具。所述对位喷嘴夹具还包括可移除地紧固到所述对位喷嘴区块的底部的内窥镜固持件。另外,所述对位喷嘴夹具包括与所述对位喷嘴区块相对地可移除地耦合到所述内窥镜固持件的对位标记。
5.根据本发明的实施例,提供一种用于光刻胶涂布机臂定心的系统。所述系统包括用于对光刻胶涂布机臂进行定心的对位喷嘴夹具。所述系统还包括:喷嘴槽,被配置成存储至少一个光刻胶喷嘴总成及所述对位喷嘴夹具。所述系统还包括:内窥镜,可移除地耦合到所述对位喷嘴夹具;以及观察屏幕,与所述内窥镜进行通信。所述系统还包括:喷嘴固持件区块锁气缸,设置在所述光刻胶涂布机臂的一个端上。在所述系统中,所述对位喷嘴夹具或所述至少一个光刻胶喷嘴总成由所述喷嘴固持件区块锁气缸进行紧固。
附图说明
6.结合附图阅读以下详细说明,会最好地理解本公开的各个方面。应注意,根据本行业中的标准惯例,各种特征并非按比例绘制。事实上,为使论述清晰起见,可任意增大或减小各种特征的尺寸。
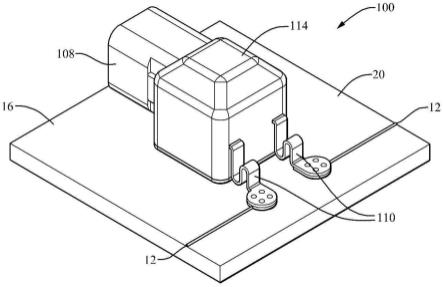
7.图1是根据本技术一个实施例的利用对位喷嘴夹具的半导体制作系统的例示。
8.图2a是根据本技术一个实施例的空喷嘴槽的例示。
9.图2b是根据本技术一个实施例的半导体制作系统所使用的喷嘴槽的例示。
10.图3a是根据本技术一个实施例的处于取出/返回位置的涂布机臂的例示。
11.图3b是根据本技术一个实施例的处于中心位置的涂布机臂的例示。
12.图4是根据本技术一个实施例的光刻胶喷嘴总成的例示。
13.图5a是根据本技术一个实施例的对位喷嘴夹具的分解图。
14.图5b是根据一个实施例的图5a的对位喷嘴夹具的例示。
15.图6是根据本技术一个实施例的对位喷嘴夹具的剖视图。
16.图7是示出根据本技术一个实施例的用于光刻胶涂布机臂的定心的方法的流程图。
17.图8a到图8c示出根据图7中所示方法的光刻胶涂布机臂定心操作。
18.图9是示出根据本技术一个实施例的用于光刻胶涂布机臂的定心的方法的流程图。
19.图10a到图10l示出根据本技术一个示例性实施例的图9的流程图中所述的方法。
20.[符号的说明]
[0021]
100:半导体制作系统/系统
[0022]
102:工艺室/室
[0023]
104:喷嘴槽/槽
[0024]
106a:pr 1喷嘴总成/pr喷嘴总成/光刻胶喷嘴总成/对位喷嘴总成
[0025]
106b:pr 2喷嘴总成/pr喷嘴总成/光刻胶喷嘴总成/对位喷嘴总成
[0026]
106c:pr 3喷嘴总成/pr喷嘴总成/光刻胶喷嘴总成/对位喷嘴总成
[0027]
106d:pr 4喷嘴总成/pr喷嘴总成/光刻胶喷嘴总成/对位喷嘴总成
[0028]
108:涂布机臂
[0029]
110:喷嘴固持件区块锁气缸
[0030]
112:对位喷嘴夹具或总成/喷嘴对位总成/对位喷嘴夹具/喷嘴对位区块
[0031]
114:内窥镜
[0032]
116:观察屏幕
[0033]
118:夹盘
[0034]
120:上/下气缸
[0035]
122:夹盘真空孔/真空孔
[0036]
124、126:轨道
[0037]
200:保持孔
[0038]
202:定位凸片
[0039]
204:台车
[0040]
400:喷嘴固持件区块
[0041]
402:pr喷嘴管道
[0042]
404:喷嘴尖端
[0043]
500:对位区块/对位喷嘴区块/对位固持件区块/区块
[0044]
502:内窥镜固持件
[0045]
504:对位标记
[0046]
506:透镜
[0047]
508:对位标记螺钉
[0048]
510:固定螺钉
[0049]
512:标记
[0050]
700:流程图
[0051]
702、704、706、708、710、712、714、902、904、906、908、910、912、914、916、918、920、922、924、926、928、930、932、934、936、938:操作900:方法
[0052]
1000、1002、b、c:保持螺钉
[0053]
1004、a:间隙
[0054]
b、c:保持螺钉
[0055]
d、f:直径
[0056]
x、y:轴
具体实施方式
[0057]
以下公开内容提供用于实施所提供主题的不同特征的许多不同的实施例或实例。以下阐述组件及布置的具体实例以简化本公开。当然,这些仅为实例而非旨在进行限制。举例来说,以下说明中将第一特征形成在第二特征之上或第二特征上可包括其中第一特征与第二特征被形成为直接接触的实施例,且也可包括其中第一特征与第二特征之间可形成有附加特征从而使得所述第一特征与所述第二特征可不直接接触的实施例。另外,本公开可能在各种实例中重复使用参考编号和/或字母。这种重复使用是出于简洁及清晰的目的,而不是自身指示所论述的各种实施例和/或配置之间的关系。
[0058]
此外,为易于说明,本文中可能使用例如“在...之下(beneath)”、“在...下方(below)”、“下部的(lower)”、“在...上方(above)”、“上部的(upper)”等空间相对性用语来阐述图中所示的一个元件或特征与另一(其他)元件或特征的关系。所述空间相对性用语旨在除图中所绘示的取向外还囊括器件在使用或操作中的不同取向。装置可具有其他取向(旋转90度或处于其他取向),且本文中所使用的空间相对性阐述语可同样相应地进行解释。
[0059]
本技术的说明书及权利要求书中的数值应理解为包括当减少到相同数目的有效数字时相同的数值,以及与所述值相差小于本技术中阐述的用于确定值的传统测量技术类型的实验误差的数值。本文中公开的所有范围都包括所述的端点。
[0060]
术语“约”可用来包括任何数值,所述数值可变化而不改变此值的基本功能。当与范围一起使用时,“约”也公开由两个端点的绝对值定义的范围,例如“约2到约4”也公开“从2到4”的范围。术语“约”可指所示数字的加或减10%。
[0061]
在半导体工业中,存在向更高器件密度发展的趋势。为了实现这种更高的密度,需要更小的特征。这些要求通常涉及缩小器件几何尺寸,以实现更低的制作成本、更高的器件集成密度、更高的速度及更好的性能。随着几何大小减小带来的优势,正在进行对半导体器件的改进。
[0062]
缩小工艺需要高分辨率光刻工艺。光刻工艺可包括与在晶片上涂布光刻胶层及将晶片暴露到曝光源相关的技术。在涂布及曝光操作之后,显影剂材料被施加在光刻胶层上,并使晶片旋转以将显影剂材料分散在晶片之上。因此,光刻胶层的至少一部分(其可为照射部分或非照射部分)被显影剂材料溶解,且因此被移除,以形成预定的图案。
[0063]
现在转到图1,示出根据本技术的一个示例性实施例的利用对位喷嘴夹具或总成
112的半导体制作系统100。本领域技术人员将理解,图1中绘示的半导体制作系统100代表半导体制作且特别是在相关联晶片(未示出)上施加光刻胶的一个组件。系统100包括工艺室102,相关联的晶片可被放置在工艺室102中用于进一步的处理,例如光刻处理。
[0064]
如图1中所示,在靠近工艺室102处定位喷嘴槽(nozzle bath)104。根据一个实施例,喷嘴槽104被配置成固持一个或多个光刻胶(pr)喷嘴总成,在图1中示出为pr 1喷嘴总成106a、pr 2喷嘴总成106b、pr 3喷嘴总成106c及pr 4喷嘴总成106d(pr 4喷嘴总成106d请对应参照图2b)。本领域技术人员将理解,喷嘴槽104可存储任意数目的pr喷嘴总成,且图1中对四个pr喷嘴总成106a到106d的叙述仅出于示例性目的。因此,根据工艺室102的要求(例如能够在工艺室102中施加到相关联晶片的不同光刻胶的数目),喷嘴槽104可被配置成存储一个、两个、三个、四个、五个、六个或更多个pr喷嘴总成。如图1中所示,喷嘴槽104可被配置成可移除地安装到轨道124并沿着轨道124滑动,以定位由涂布机臂(coater arm)108取出(retrieve)或返回(return)的特定的pr喷嘴总成106a到106d,如下所述。下面针对图2a到图2b更详细地阐述喷嘴槽104。在不同的实施例中,喷嘴槽104的移动和/或位置可由与工艺室102相关联的控制器(未示出)来引导,所述控制器即与存储指令的存储器进行通信的合适的处理器,所述指令由处理器执行,使得处理器实行一个或多个动作/过程。
[0065]
图1中绘示的系统100进一步示出根据本技术一个实施例的涂布机臂108,涂布机臂108与工艺室102相邻地定位且被配置成在光刻胶操作期间移动到槽104及从槽104移动。在一些实施例中,涂布机臂108包括位于涂布机臂108的一个端部处的喷嘴固持件区块锁气缸(nozzle holder block lock cylinder)110(例如夹爪气缸(gripper cylinder))。涂布机臂108的第二端耦合到位于工艺室102外部的上/下气缸120,上/下气缸120被配置成相对于工艺室102的顶部升高及降低涂布机臂108的高度。在本文中设想的不同实施例中,将上/下气缸120适当地安装到轨道126,使得涂布机臂108及上/下气缸120能够沿着一个轴移动到工艺室102及喷嘴槽104以及从工艺室102及喷嘴槽104移动。图3a到图3b示出涂布机臂108及上/下气缸120从用于pr喷嘴总成106a到106d(pr喷嘴总成106d请参照图2b)或对位区块112的取出/返回(图3a)的喷嘴槽104处的位置到用于光刻胶沉积(使用pr喷嘴总成106a到106d)或定心(使用喷嘴对位区块112)(图3b)的工艺室102前面的位置的移动。
[0066]
根据一个实施例,喷嘴固持件区块锁气缸110被配置成在工艺室102的操作期间(即当光刻胶被施加到工艺室102内的晶片时),固持pr喷嘴总成106a到106d。在这样的实施例中,根据在工艺室102中执行的工艺所需的特定光刻胶施加,涂布机臂108被配置成通过喷嘴固持件区块锁气缸110从喷嘴槽104取出pr喷嘴总成106a到106d及将pr喷嘴总成106a到106d返回到喷嘴槽104。
[0067]
夹盘(chuck)118位于图1的工艺室102内,夹盘118被配置成在工艺室102的操作期间保持晶片。在不同的实施例中,夹盘118可被实施为具有夹盘真空孔122的真空夹盘,于是对放置在夹盘118上的晶片施加真空,以将晶片固持在工艺室102内的位置。本文中设想的其他实施例可利用包括例如但不限于静电夹盘的替代的晶片保持机构。在一些实施例中,真空孔122位于夹盘118的中心处且耦合到管进行泵送,或耦合到其它合适的机构用于通过管产生真空以固持相关联的晶片。
[0068]
图1还示出根据本技术一个实施例的对位喷嘴夹具112,对位喷嘴夹具112用于当耦合到涂布机臂108时对pr喷嘴总成106a到106d进行定心(centering)。下面针对图5a到图
5b更详细地论述对位喷嘴夹具112。根据本技术的一个实施例,对位喷嘴夹具112耦合到附接到观察屏幕116的内窥镜(endoscope)114。本领域技术人员将理解,内窥镜114(也称为管道镜(borescope))可对应于任何合适的光学指引(optical instruction),所述光学指引由刚性或柔性管组成,所述刚性或柔性管在一端耦合到观察屏幕116且在管的另一端具有物镜(或照相机)的。在一些实施例中,内窥镜114可包括例如但不限于照明组件(例如,光纤照明)以增强亮度及对比度。应理解,根据本技术的不同实施例,各种类型的内窥镜/管道镜能够实施。观察屏幕116可为任何合适的观察器件,包括例如但不限于液晶显示器(liquid crystal display,lcd)、发光二极管(light emitting diode,led)或有机发光二极管(organic light emitting diode,oled)显示器、阴极射线管(cathode ray tube,crt)显示器等。与对位喷嘴夹具112所包括的内窥镜114相关联的附加组件将在下面针对图5a及图5b进行论述。
[0069]
现在参照图2a及图2b,根据本技术的一个实施例,存在一个空的(图2a)及装载的(图2b)示例性喷嘴槽104。图2a的喷嘴槽104被绘示为处于卸载状态,包括多个保持孔200及定位凸片202。如图所示,保持孔200被配置成接收pr喷嘴总成106a到106d的光刻胶喷嘴(如图4中所示)的尖端以及喷嘴对位区块112的内窥镜固持件(如图5a到图5b中所示)。定位凸片202被适当地配置成啮合并保持pr喷嘴总成106a到106d的pr喷嘴区块(如图4中所示)及喷嘴对位总成112的对位区块(如图5a到图5b中所示)。根据一个实施例,定位凸片202被实施为啮合喷嘴区块的底部上的狭槽,以防止其移动,并确保由涂布机臂108的喷嘴固持件区块锁气缸110取出或返回的正确定位。
[0070]
如上所述,喷嘴槽104的大小可根据工艺室102用于施加光刻胶所使用的pr喷嘴总成106a到106d的数目进行调整。在图1到图2b中所示的非限制性实例中,pr喷嘴总成106a到106d的数目是四个,这仅仅是为了提供一种可能的例示,且本领域技术人员将理解,pr喷嘴总成106a到106d的数目以及能够被支撑在喷嘴槽104中的pr喷嘴总成106a到106d的数目可变化。因此,喷嘴槽104可具有任意数目的位置用于保持对应数目的pr喷嘴总成106a到106d(例如(举例来说)且不限于一个、两个、三个、四个、五个、六个等)以及对应数目的保持孔200及定位凸片202。
[0071]
图2b绘示根据本技术一个实施例的装载有pr喷嘴总成106a到106d的喷嘴槽104的特写视图。应理解,喷嘴槽104可装载对位喷嘴夹具112来代替pr喷嘴总成106a到106d中的一者,且图2b中的例示仅旨在提供根据本技术一个实施例的所装载的喷嘴槽104的实例。如图2b中所示,喷嘴槽104耦合到台车(trolley)204,台车204位于喷嘴槽104的底部上(即喷嘴槽104的与pr喷嘴总成106a到106d和/或对位喷嘴夹具112的位置相对的一侧)。在本文中设想的各种实施例中,台车204被适当地配置成能够使喷嘴槽104沿着轨道124移动,以便定位pr喷嘴总成106a到106d和/或对位喷嘴夹具112,用于通过涂布机臂108的喷嘴固持件区块锁气缸110取出或返回。根据一个实施例,台车204包括响应于从控制器或与系统100相关联的其他合适组件接收的命令和/或信号而操作的一个或多个马达。在这样的实施例中,一个或多个马达能够通过轮子、链轮、螺杆驱动或其他合适的机构沿着轨道移动。
[0072]
现在转向图4,示出根据本技术一个实施例的pr喷嘴总成106a到106d的详细图。本领域技术人员将理解,图4中的例示仅旨在提供pr喷嘴总成106a到106d的各种组件的实例,且各种组件可根据系统100中使用的工艺室102的类型来添加、移除、置换或改变。图4的pr
喷嘴总成106a到106d包括喷嘴固持件区块400,喷嘴固持件区块400被适当地配置成紧固在涂布机臂108的喷嘴固持件区块锁气缸110中。如图4中所示,喷嘴固持件区块400实质上是矩形形状,且被配置成当未被可移除地耦合到喷嘴固持件区块锁气缸110时搁置在喷嘴槽104上。在一些实施例中,如上所述,喷嘴固持件区块400的底部部分包括配置成啮合喷嘴槽104的定位凸片202的凹部。pr喷嘴管道402位于喷嘴固持件区块的顶部部分上并延伸穿过喷嘴固持件区块400中的开口(未示出),并穿过喷嘴固持件区块400到达其底部。喷嘴尖端404耦合到pr喷嘴管道402的延伸出喷嘴固持件区块400的底部的部分。根据一些实施例,喷嘴尖端404可被配置成在工艺室102的操作期间排出、释放或以其他方式分配光刻胶。在一些实施例中,pr喷嘴管道402可耦合到管线(line)、管(tube)、贮存槽(reservoir)等,光刻胶材料通过或从所述管线、管、贮存槽等由pr喷嘴管道402经过喷嘴尖端404分配。根据本文中设想的不同实施例,从喷嘴固持件区块400的底部延伸的pr喷嘴管道402具有直径(d),其小于或等于喷嘴槽104的保持孔200的直径(f)。在这样的实施例中,应理解,喷嘴槽104的保持孔200的深度大于从喷嘴固持件区块400的底部到喷嘴尖端404的远端的距离,从而防止喷嘴尖端404接触喷嘴尖端404所插入到其中的保持孔200的底部。
[0073]
图5a到图5b示出根据本技术一个方面的对位喷嘴夹具或总成112。图5a提供根据本技术一个实施例的对位喷嘴夹具112的分解图。如图5a中所示,对位喷嘴夹具/总成112包括对位区块500,对位区块500具有与图4的喷嘴固持件区块400相同或实质上相似的尺寸。在一些实施例中,对位区块500与喷嘴固持件区块400是相同的。在其他实施例中,耦合到喷嘴固持件区块400的各种组件(如图4中所述)可被移除,且可附接下文针对图5a到图5b阐述的组件。如图4的喷嘴固持件区块400一样,对位喷嘴区块500被适当地配置成在区块500取出及返回到槽104期间啮合喷嘴槽104的定位凸片202。应理解,根据下面所述的方法,对涂布机臂108进行定心不仅利用对位固持件区块500在喷嘴槽104中的定位,而且还利用在工艺室102内夹盘118之上的定位。
[0074]
内窥镜固持件502可移除地耦合到对位喷嘴区块500的底部。如图5a中所示,内窥镜固持件502可带有螺纹并啮合对位喷嘴区块500的对应螺纹,从而将内窥镜固持件502紧固到区块500。作为另外一种选择,根据本技术的不同实施例,可使用固定螺钉(未示出)、摩擦保持件(未示出)或其他类型的紧固件或紧固机构来将内窥镜固持件502可移除地紧固到对位喷嘴区块500的底部。在一些实施例中,内窥镜固持件502具有大体上等于从图4的喷嘴固持件区块400的底部延伸的pr喷嘴管道402的直径(d)的外径。本领域技术人员将理解,根据本技术的不同实施例,在涂布机臂108的定心操作期间,这种大体上相似的直径使得对位喷嘴夹具112能够紧固在喷嘴槽104中。
[0075]
内窥镜固持件502包括透镜506,透镜506被定位成与延伸穿过其中的内窥镜114光学耦合。根据本技术的一个实施例,固定螺钉510被示出用于将内窥镜114的端部及透镜506紧固在内窥镜固持件502内。在另一实施例中,其中插入固定螺钉510的孔用于插入内窥镜114,且透镜506通过粘合剂、摩擦力、螺纹或对位标记504紧固。如图5a到图5b中所示,对位标记504位于内窥镜固持件502的底端上,并通过一个或多个对位标记螺钉508紧固到内窥镜固持件502。在其他实施例中,如本领域技术人员将理解,对位标记504可通过粘合剂、摩擦力或其他合适的紧固机构来紧固。如下所述,对位标记504包括设置在其上、用于对涂布机臂108进行定心的标记512。
[0076]
图6示出根据本技术一个实施例的定位在工艺室102内的对位喷嘴夹具112的侧剪切(cutout)图。如图6中所示,内窥镜114从对位喷嘴区块500的顶部过渡通过(transitions through)对位喷嘴区块500,以啮合定位在区块500的底部上的内窥镜固持件502。透镜506紧固在内窥镜固持件502内,透镜506介置(interposed)在内窥镜114与对位标记504之间。图6还提供定位在工艺室102内的夹盘118之上的对位喷嘴夹具112的例示。此外,图6的剪切图示出夹盘118的中心处的夹盘真空孔122(真空管线),所述夹盘真空孔122根据以下所述的方法用于对位涂布机臂108。
[0077]
现在转到图7,示出根据本技术一个实施例的用于光刻胶涂布机臂定心的流程图700。图7中绘示的方法开始于702,于是移除喷嘴槽104中的pr喷嘴总成106a到106d并使用对位喷嘴夹具112置换。可由系统100的技术人员或用户通过从喷嘴槽104手动移除pr喷嘴总成106a到106d并将对位喷嘴夹具112手动插入到槽104中来实行pr喷嘴总成106a到106d的置换。在其他实施例中,本领域技术人员将理解,自动化机构(例如机械臂/抓具、磁性抓具等)可用于从喷嘴槽104移除pr喷嘴总成106a到106d和/或将对位喷嘴夹具112插入到槽104中。在704处,涂布机臂108从喷嘴槽104取出对位喷嘴夹具112。然后,在706处,具有紧固在喷嘴固持件区块锁气缸110中的对位喷嘴夹具112的涂布机臂108移动到工艺室102中的夹盘118的假定中心。本领域技术人员将理解,工艺可通过控制器或其他合适的电子处理器件自动地运行。然后,在708处,观察屏幕116产生紧固在对位喷嘴夹具112的内窥镜固持件502中的内窥镜114的输出的显示。根据本技术的一个实施例,在观察屏幕116上绘示的图像包括对位标记504及真空孔122。
[0078]
然后在710处确定涂布机臂108是否位于中心,即对位标记504是否与真空孔122对位(对齐)。在否定确定之后,流程进行到712,于是调整涂布机臂108的x轴位置和/或y轴位置中的至少一者。在712处调整之后,操作返回到710,以确定涂布机臂108是否位于中心。如果需要附加调整,操作返回到712进行调整。一旦确定不需要进一步调整,即对位标记504与真空孔122对位(对齐),则操作进行到714,于是涂布机臂108将对位喷嘴夹具112返回到喷嘴槽104。此后,从喷嘴槽104移除对位喷嘴夹具112,并使用先前移除的(或新的)pr喷嘴总成106a到106d来置换。然后,工艺室102能够根据需要在室102中对相关联的晶片实行光刻胶的施加。
[0079]
结合图8a、图8b及图8c将更好地理解图7的前述方法,图8a、图8b及图8c提供根据本技术一个实施例的利用对位喷嘴夹具112的涂布机臂108的对位操作的例示。如图8a中所示,对位喷嘴夹具112已经被紧固在涂布机臂108的喷嘴固持件区块锁柱110中且位于工艺室102中的夹盘118的中心(真空孔122)附近。耦合到内窥镜114的观察屏幕116绘示相对于真空孔122(即夹盘118的中心)的对位标记504。如图8a中所示,涂布机臂108呈现出在x轴位置及y轴位置二者处均未对位。图8b示出y轴修改后(post y axis modification)其中如观察屏幕116上所示,相对于真空孔122的对位标记504沿着y轴对位,但是在x轴上保持未对位。图8c示出y轴调整后及x轴调整后其中观察屏幕116绘示对位标记504在真空孔122上位于中心,即涂布机臂108在夹盘118之上位于中心。此后,对位喷嘴夹具112通过涂布机臂108返回到喷嘴槽104。然后,涂布机臂108移动以提供对喷嘴槽104的访问(access),于是,移除对位喷嘴夹具112并使用pr喷嘴总成106a到106d(pr喷嘴总成106d请参照图2b)来置换。然后,涂布机臂108可继续取出pr喷嘴总成106a到106d中的一者,用于在工艺室102内施加光
刻胶。
[0080]
现在转到图9,参照图10a到图10l,示出根据本技术一个实施例的用于涂布机臂对位的另一种方法。图9中所示的方法900开始于902,于是将涂布机臂108返回到pr 4喷嘴总成106d在喷嘴槽104处的原位置(home position),其中,涂布机臂108持有(retaining)位在喷嘴固持件区块锁气缸110中的pr4喷嘴总成106d,如图10a中所示。在904处,喷嘴固持件区块锁气缸110解锁pr 4喷嘴总成106d并将pr 4喷嘴总成106d放置到喷嘴槽104中的开口位置。然后在906处,涂布机臂108通过上/下气缸120上升并移动离开喷嘴槽104,如图10b中所示。在908处,如图10c中所示,用户或其他器件(未示出)将pr 4喷嘴总成106d从喷嘴槽104移除。然后,在910处,将对位喷嘴夹具112在空位置处插入到喷嘴槽104中,即置换喷嘴槽104中的pr 4喷嘴总成106d,如图10d中所示。
[0081]
在912处,涂布机臂108移动回到喷嘴槽104中对位喷嘴夹具112上方的原位置,如图10e中所示。在914处,涂布机臂108通过上/下气缸120向下移动,以使得喷嘴固持件区块锁气缸110能够啮合(即将对位喷嘴夹具112锁定到涂布机臂108)。在916处,涂布机臂转移到工艺室102中的夹盘118的中心位置,如图10f中所示。此处,对位标记504与真空孔122(在观察屏幕116上绘示的圆)的相对位置由技术人员、自动地或其组合来检查。图10f出于示例目的示出对位标记504与真空孔122未对位,即在x轴位置及y轴位置二者处均发生未对位。
[0082]
在918处,参照图10g,通过松开保持(retention)螺钉(b)1000及保持螺钉(c)1002开始调整y轴位置。然后通过使用绘示对位标记504及真空孔122的观察屏幕116将y轴位置调整到中心。图10g中所示的间隙a1004示出y轴位置的公差。一旦已调整y轴位置,对保持螺钉(b)1000及保持螺钉(c)1002进行加固,且操作进行到920。在920处,如图10h中所示,调整涂布机臂108的偏移位置,即x轴位置。在一些实施例中,通过马达的轻微移动(例如马达脉冲)来进行x轴调整,所述马达在喷嘴槽104与工艺室102之间来回移动涂布机臂108及上/下气缸120。根据一个实施例,由设备工程师或其他用户手动实行y轴位置及x轴位置的调整。作为另外一种选择,可使用自动与用户操作的组合来进行调整及对位。
[0083]
在完成y轴位置调整及x轴位置调整二者之后,如通过显示在观察屏幕116上的真空孔122内的对位标记504所验证的,在922处,涂布机臂108返回到喷嘴槽104上方的原位置。然后,在924处,涂布机臂108移动回到工艺室102上方的中心位置(即,夹盘118上的中心),于是在926处确定对位标记504与真空孔122的相对位置是否正确,如图10i中所示。在否定确定之后,操作返回到918,用于调整y轴位置和/或x轴位置。然后,如上所述进行此后操作。
[0084]
在926处为肯定确定时,具有对位喷嘴夹具112的涂布机臂108在928处返回到原位置,如图10j中所示。在930处,然后涂布机臂108通过上/下气缸120将对位喷嘴夹具112返回到喷嘴槽104上的正确位置。然后,在932处,喷嘴固持件区块锁气缸110解锁对位喷嘴夹具112。在934处,涂布机臂108移动以允许访问喷嘴槽104,如图10k中所示。在936处,然后将对位喷嘴夹具112从喷嘴槽104移除,且在938处,使pr 4喷嘴总成106d返回到喷嘴槽104,如图10l中所示。此后,涂布机臂108可通过喷嘴固持件区块锁气缸110取出pr喷嘴总成106a到106d中的任意者,以在工艺室102中实行光刻胶操作。应理解,通过上述方法,涂布机臂108现在在夹盘118之上位于中心,且因此,pr喷嘴总成106a到106d中的任意者的喷嘴尖端404同样位于中心,使得能够在相关联晶片上有效沉积光刻胶。
[0085]
本领域技术人员将理解,使用对位喷嘴夹具112减少设备工程师调整pr喷嘴总成106a到106d的喷嘴尖端404所花费的时间量。此外,随着内窥镜114快速且准确地确认喷嘴尖端404位于中心,减少晶片中心不良涂层缺陷的发生。此外,通过使用对位喷嘴夹具112提高了喷嘴尖端定心的精度。
[0086]
根据一个实施例,提供一种用于光刻胶涂布机臂的定心的方法。所述方法包括:从喷嘴槽取出对位喷嘴夹具,所述对位喷嘴夹具具有与所述对位喷嘴夹具耦合的内窥镜。所述方法还包括通过所述光刻胶涂布机臂将所述对位喷嘴夹具朝相关联工艺室的夹盘的中心移动。另外,所述方法包括通过所述内窥镜将所述光刻胶涂布机臂与所述夹盘的中心对位。在一实施例中,所述对位喷嘴夹具包括用以固持所述内窥镜的内窥镜固持件及贴附到所述内窥镜固持件的对位标记。在一实施例中,所述夹盘还包括定位在所述夹盘的所述中心处的真空孔。在一实施例中,将所述光刻胶涂布机臂对位还包括:通过与所述内窥镜进行通信的观察屏幕来产生相对于所述真空孔的所述对位标记的图像。在一实施例中,所述的方法还包括:调整所述光刻胶涂布机臂的x轴位置或y轴位置中的至少一者。在一实施例中,调整所述x轴位置还包括:通过相关联的马达来移动所述光刻胶涂布机臂。在一实施例中,所述的方法还包括:将所述光刻胶涂布机臂转移到相对于所述喷嘴槽的原位置,其中所述取出是在所述原位置执行的。在一实施例中,所述的方法,还包括:从所述喷嘴槽移除至少一个光刻胶喷嘴总成;以及以所述对位喷嘴夹具置换被移除的所述至少一个光刻胶喷嘴总成。在一实施例中,所述取出步骤还包括:将所述对位喷嘴夹具紧固在所述光刻胶涂布机臂的喷嘴固持件区块锁气缸中。
[0087]
根据另一实施例,提供一种包括对位喷嘴区块的对位喷嘴夹具。所述对位喷嘴夹具还包括可移除地紧固到所述对位喷嘴区块的底部的内窥镜固持件。另外,所述对位喷嘴夹具包括与所述对位喷嘴区块相对地可移除地耦合到所述内窥镜固持件的对位标记。在一实施例中,所述的对位喷嘴夹具还包括可移除地紧固到所述内窥镜固持件的内窥镜。在一实施例中,所述的对位喷嘴夹具还包括与所述内窥镜进行光学通信的观察屏幕。在一实施例中,所述内窥镜固持件还包括设置在所述内窥镜固持件中的透镜。在一实施例中,所述透镜定位在所述内窥镜与所述对位标记之间。
[0088]
根据又一实施例,提供一种用于光刻胶涂布机臂定心的系统。所述系统包括用于对光刻胶涂布机臂进行定心的对位喷嘴夹具。所述系统还包括:喷嘴槽,被配置成存储至少一个光刻胶喷嘴总成及所述对位喷嘴夹具。所述系统还包括:内窥镜,可移除地耦合到所述对位喷嘴夹具;以及观察屏幕,与所述内窥镜进行通信。所述系统还包括:喷嘴固持件区块锁气缸,设置在所述光刻胶涂布机臂的一个端上。在所述系统中,所述对位喷嘴夹具或所述至少一个光刻胶喷嘴总成由所述喷嘴固持件区块锁气缸进行紧固。在一实施例中,所述对位喷嘴夹具还包括:对位喷嘴区块;可移除地紧固到所述对位喷嘴区块的底部的内窥镜固持件;以及可移除地耦合到与所述对位喷嘴区块相对的所述内窥镜固持件的对位标记,其中所述内窥镜可移除地紧固到所述内窥镜固持件。在一实施例中,所述的系统还包括工艺室,所述工艺室包括夹盘,其中所述夹盘还包括定位在所述夹盘的中心处的真空孔。在一实施例中,通过调整所述光刻胶涂布机臂的x轴位置或y轴位置中的至少一者来将所述对位标记与所述夹盘的所述真空孔对位。在一实施例中,所述的系统还包括轨道,所述喷嘴槽位于所述轨道上,其中所述喷嘴槽被配置成沿着所述轨道移动。
[0089]
前文概述了若干实施例的特征,使得本领域技术人员可更好地理解本公开的各方面。本领域的技术人员应理解,他们可容易地将本公开用作设计或修改其他工艺及结构的基础,以施行与本文中介绍的实施例相同的目的和/或实现与本文中介绍的实施例相同的优点。本领域的技术人员还应该认识到,这样的等同构造不脱离本公开的精神及范围,并且在不脱离本公开的精神及范围的情况下,他们可在本文中进行各种改变、替换及变更。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。