1.本发明涉及复合滤棒卷烟生产设备技术领域,特别是涉及一种复合滤棒的料棒节段负压输送装置、以及复合滤棒的料棒节段负压输送工艺。
背景技术:
2.含过滤嘴的香烟已经在行业内得到全面认可和应用,随着消费者对健康关注的提升,以及对抽吸口感品质要求提高,常规一元滤棒已无法满足大众的需求。近年来,无论是在粗支、中支还是细支卷烟,其复合滤棒使用已逐渐变的流行。
3.复合滤棒是一种可自由搭配的功能性滤棒,更是一种拓展新材料应用的不可或缺的新平台。一般复合滤棒指将两到三种基础料棒先按预设长度切割成短的滤棒节段,再通过特殊的输送装置,将节段按需进行依次排列组合,然后经烟枪的成型纸包裹成滤棒条,最后完成滤棒条的切割、成棒、包装等步骤。目前复合滤棒成型机技术已可生产各种圆周规格的复合滤棒,生产速度最高可达400m/min以上。
4.进一步地,现有专利文献公开了多种用于成型滤棒的复合滤棒成型设备。比如:申请号为201510785033.6的中国发明专利申请公开了一种细支复合滤棒的成型设备,该成型设备包括烟枪以及滤棒的分拣、输送和拨动装置,滤棒的分拣、输送和拨动装置具有鼓轮、拨盘、以及从鼓轮往拨盘输送整支滤棒的输送链,该成型设备适合生产直径5.4
±
0.5mm的细支复合滤棒。再比如:申请号为201921500138.2的中国实用新型专利公开了一种三元基棒复合设备,具有机架、基棒切割机构、基棒汇合机构、基棒消隙机构和控制系统,该三元基棒复合设备可将不同来料按照生产要求切割并对基棒单元按照一定的排列组合成型;并且,其在输送基棒单元段时,会使用分隔拨齿推动基棒单元段。
5.因此,现有的滤棒成型设备在输送滤棒的料棒节段时,都是采用拨盘或拨齿拨动完成料棒节段的推送,然后再进入烟枪的轨道内。此过程中存在料棒节段的运动速度由零加速的过程,若车速过快,拨盘或拨齿拨动料棒节段时对料棒节段将产生较大破坏,同时料棒节段过短或过软时拨动易造成料棒节段翻滚,严重影响复合滤棒的复合过程。
技术实现要素:
6.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种复合滤棒的料棒节段负压输送装置,在输送料棒节段时能保证料棒节段的稳定。
7.为实现上述目的,本发明提供一种复合滤棒的料棒节段负压输送装置,配置在料棒节段输出单元和烟枪的料棒节段接收单元之间,所述料棒节段负压输送装置包括可移动的负压输送带、可转动的负压转向输送盘、以及负压发生器;所述负压输送带上开设有数个沿其移动方向间隔排布的负压吸附孔,所述负压转向输送盘包括转向盘、以及数个固设在转向盘外周的负压吸附臂爪,所述负压发生器与负压吸附孔和负压吸附臂爪相连、使负压吸附孔处和负压吸附臂爪处都形成有负压;所述负压输送带的一端延伸至料棒节段输出单元处、另一端延伸至负压吸附臂爪处,所述负压吸附臂爪能够转动至烟枪的料棒节段接收
单元处。
8.进一步地,所述负压输送带为布带。
9.进一步地,所述负压输送带的宽度为8-20mm,所述负压吸附孔的孔径为0.5-5mm,相邻两个所述负压吸附孔的孔距为3-15mm。
10.进一步地,所述负压吸附孔处形成的负压为-0.5mpa~-0.02mpa。
11.进一步地,所述负压吸附臂爪处形成的负压为-0.5mpa~-0.02mpa。
12.进一步地,所述负压发生器为吸风装置。
13.进一步地,所述料棒节段输出单元包括切刀和可转动的轮毂,所述轮毂的外周面上开设有数个用于容置滤棒的料槽,所述切刀用于和料槽中的滤棒接触、将滤棒切割为多段料棒节段。
14.本发明还提供一种复合滤棒的料棒节段负压输送工艺,使用如上所述的料棒节段负压输送装置,所述料棒节段负压输送工艺包括以下步骤:
15.s1、在所述料棒节段输出单元处,所述负压输送带捕获由料棒节段输出单元输出的料棒节段,所述料棒节段在负压吸附孔处负压的作用下被保持在负压输送带上;
16.s2、所述负压输送带将料棒节段输送至负压转向输送盘处;
17.在所述负压输送带和负压转向输送盘的交接处,所述负压输送带的负压吸附孔解除对料棒节段的吸附,该料棒节段被所述负压转向输送盘的负压吸附臂爪捕获;
18.s3、所述负压转向输送盘将料棒节段输送至烟枪的料棒节段接收单元处;
19.在所述负压转向输送盘和烟枪的料棒节段接收单元的交接处,所述负压转向输送盘的负压吸附臂爪解除对料棒节段的吸附,该料棒节段被所述烟枪的料棒节段接收单元捕获。
20.如上所述,本发明涉及的复合滤棒的料棒节段负压输送装置及工艺,具有以下有益效果:
21.本技术通过负压输送带和负压转向输送盘将料棒节段输出单元输出的料棒节段输送至烟枪的料棒节段接收单元,负压输送带和负压转向输送盘都是通过负压吸附的方式来保持料棒节段,故不会对料棒节段产生破坏,也能使被输送的料棒节段稳定地保持在负压输送带上和负压转向输送盘的负压吸附臂爪上,避免料棒节段在输送过程中出现翻滚现象,最终提高复合滤棒的质量。
附图说明
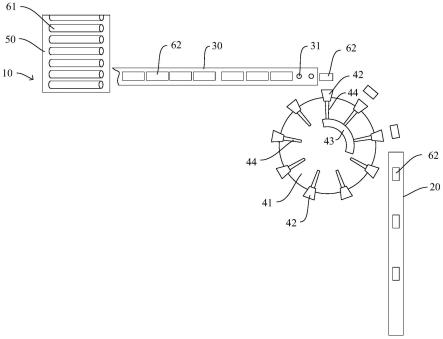
22.图1为本技术中复合滤棒的料棒节段负压输送装置的结构示意图。
23.图2为图1的俯视图。
24.图3为本技术中负压输送带的结构示意图。
25.图4为本技术中负压输送带传送料棒节段时的状态图。
26.图5为本技术中复合滤棒的料棒节段负压输送工艺的流程图。
27.元件标号说明
28.10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
料棒节段输出单元
29.20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
料棒节段接收单元
30.30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
负压输送带
31.31
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
负压吸附孔
32.40
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
负压转向输送盘
33.41
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
转向盘
34.42
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
负压吸附臂爪
35.43
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二负压吸风凹槽
36.44
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
负压吸风通道
37.50
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
轮毂
38.51
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
料槽
39.61
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滤棒
40.62
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
料棒节段
具体实施方式
41.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
42.须知,本说明书附图所绘的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
43.本技术提供一种复合滤棒的料棒节段负压输送装置、以及用该料棒节段负压输送装置实现的料棒节段负压输送工艺,复合滤棒的料棒节段负压输送装置及工艺都用于将料棒节段输出单元10输出的料棒节段62输送至烟枪的料棒节段接收单元20。基于此,复合滤棒的料棒节段负压输送装置配置在料棒节段输出单元10和烟枪的料棒节段接收单元20之间。下述提供料棒节段输出单元10、料棒节段负压输送装置、以及料棒节段负压输送工艺的优选实施例。
44.料棒节段输出单元10用于将一支滤棒61切割为多段料棒节段62。如图1和图2所示,料棒节段输出单元10包括切刀和轮毂50,轮毂50的安装位置固定、能够绕一根平行于滤棒61的中心轴线转动,轮毂50的外周面上开设有数个周向均布的料槽51,料槽51的个数优选为20-80个,每个料槽51都沿滤棒61的长度方向延伸、且大小都能容置并固定一根滤棒61;轮毂50转动时,带动其料槽51内的滤棒61一起转动,此过程中滤棒61会与切刀接触,故切刀将滤棒61切割为多段料棒节段62。最后,料棒节段输出单元10输出料棒节段62。
45.如图1和图2所示,料棒节段负压输送装置包括安装位置都固定的负压输送带30、负压转向输送盘40和负压发生器。其中,负压输送带30沿滤棒61的长度方向延伸,且负压输送带30沿自身延伸方向可移动;如图3和图4所示,负压输送带30上开设有数个沿其移动方向间隔排布的负压吸附孔31,负压发生器与负压吸附孔31相连、使负压吸附孔31处形成有负压,如此将料棒节段62保持在负压输送带30上,实现负压输送带30带动料棒节段62同步移动。如图1和图2所示,负压转向输送盘40能够绕一根上下延伸的中心轴线转动,负压转向
输送盘40包括转向盘41、以及数个周向均匀地固设在转向盘41外周的负压吸附臂爪42,负压吸附臂爪42的个数为10-40个、优选为15个,负压发生器与负压吸附臂爪42相连、使负压吸附臂爪42的外端处都形成有负压,如此将料棒节段62保持在负压吸附臂爪42的端部,实现负压吸附臂爪42带动料棒节段62同步转动。负压输送带30的一端延伸至料棒节段输出单元10处、且至少有部分负压吸附孔31能够位于料槽51的正下方,负压输送带30的另一端延伸至负压吸附臂爪42处,负压吸附臂爪42能够转动至烟枪的料棒节段接收单元20处;即:料棒节段输出单元10、负压输送带30、负压转向输送盘40和烟枪的料棒节段接收单元20沿料棒节段62的移动路径依次布置;并且,负压输送带30分布在料棒节段输出单元10的下端侧,负压输送带30和烟枪的料棒节段接收单元20都分布在负压转向输送盘40的外周侧。
46.本发明还提供一种复合滤棒的料棒节段负压输送工艺,使用如上的料棒节段负压输送装置。如图5所示,本技术涉及的料棒节段负压输送工艺包括以下步骤:
47.步骤1、料棒节段输出单元10输出料棒节段62:滤棒61经过排序后一次进入毂轮,滤棒61被固定容置在轮毂50的料槽51中。
48.步骤2、轮毂50转动,带动料槽51内的滤棒61一起转动,则滤棒61与切刀接触,在轮毂50的转动过程中切刀对滤棒61进行切割,将滤棒61切割为多段具有固定长度的料棒节段62。
49.步骤3、在料棒节段输出单元10的下端处,在位于料槽51下方的负压吸附孔31的负压吸附的作用下,负压输送带30捕获轮毂50的料槽51中的料棒节段62,则料棒节段62从料槽51中移位至负压输送带30上、且料棒节段62在负压吸附孔31处负压的作用下被保持在负压输送带30上。负压输送带30与轮毂50下端之间留一定距离,方便料棒节段62的转移。
50.步骤4、负压输送带30带动其保持的料棒节段62一起向转向输送盘处移动,即负压输送带30将料棒节段62输送至负压转向输送盘40处。并且,在负压输送带30和负压转向输送盘40的交接处,负压输送带30使料棒节段62移动至负压吸附臂爪42的外端侧,此时,负压输送带30该处的负压吸附孔31负压消失、解除对料棒节段62的吸附,则该料棒节段62被负压转向输送盘40的负压吸附臂爪42捕获、被保持在负压吸附臂爪42的外端。
51.步骤5、负压转向输送盘40转动,则负压吸附臂爪42带动其保持的料棒节段62一起向烟枪的料棒节段接收单元20处移动,即负压转向输送盘40将料棒节段62输送至烟枪的料棒节段接收单元20处。并且,在负压转向输送盘40和烟枪的料棒节段接收单元20的交接处,负压转向输送盘40使负压吸附臂爪42的外端转动至烟枪的料棒节段接收单元20处,此时,负压转向输送盘40该处的负压吸附臂爪42负压消失、解除对料棒节段62的吸附,该料棒节段62被烟枪的料棒节段接收单元20捕获,进行后续的复合。
52.因此,本技术通过负压输送带30和负压转向输送盘40将料棒节段输出单元10输出的料棒节段62输送至烟枪的料棒节段接收单元20,负压输送带30和负压转向输送盘40都是通过负压吸附的方式来保持料棒节段62,料棒节段62输送过程中无拨盘或拨齿等物理拨动,也就不会对料棒节段62产生机械损伤和破坏,也能使被输送的料棒节段62稳定地保持在负压输送带30上和负压转向输送盘40的负压吸附臂爪42上,避免料棒节段62在输送过程中出现翻滚现象,满足不同圆周复合滤棒对料棒节段62快速输送的要求,最终提高复合滤棒的质量稳定性。
53.优选地,如图3所示,负压输送带30为布带。负压输送带30的宽度为8-20mm。负压吸
附孔31的孔径为0.5-5mm、优选为2mm,孔径的具体大小根据料棒节段62的直径进行匹配。相邻两个负压吸附孔31的孔距为3-15mm、优选为8mm。负压发生器为吸风装置,吸风装置使负压吸附孔31处形成的负压大小为-0.5mpa~-0.02mpa、优选为-0.06mpa,吸风装置使负压吸附臂爪42外端处形成的负压为-0.5mpa~-0.02mpa、优选为-0.06mpa。负压吸附臂爪42的外端具有喇叭口,或者说,负压吸附臂爪42的内腔从内而外逐渐扩大。负压吸附臂爪42外端喇叭口的大小应满足能够恰好吸附料棒节段62,并带着料棒节段62从负压输送带30上脱离、能够放置到烟枪的料棒节段接收单元20的布带上。
54.进一步地,料棒节段负压输送装置还包括控制系统、用于驱动负压输送带30移动的带驱动组件、以及用于驱动负压转向输送盘40转动的盘驱动组件;带驱动组件包括第一电机、以及由第一电机驱动转动的一对传动齿轮,负压输送带30套在一对传动齿轮的外周、且负压输送带30的内周面与一对传动齿轮咬合,第一电机驱动传动齿轮转动,由此驱动负压输送带30移动;带驱动组件包括第二电机,第二电机的电机轴与转向盘41固定相连、直接驱动转向盘41转动;第一电机和第二电机都与控制系统通讯连接。
55.进一步地,吸风装置与负压输送带30的负压吸附孔31之间的优选连接结构为:从轮毂50向负压转向输送盘40方向移动的这上半段负压输送带30的正下方固设有一条长条的第一负压吸风凹槽,第一负压吸风凹槽与吸风装置连通,第一负压吸风凹槽沿该段负压输送带30的延伸方向延伸,第一负压吸风凹槽的一端延伸至轮毂50的下方,第一负压吸风凹槽的另一端延伸至近邻负压转向输送盘40处、但不延伸至负压输送带30的端部,如此使负压输送带30上靠近负压转向输送盘40处的部分负压吸附孔31能够不被第一负压吸风凹槽覆盖,但负压输送带30上位于轮毂50下方的部分负压吸附孔31能够被第一负压吸风凹槽覆盖。因此,吸风装置吸风时,在第一负压吸风凹槽内形成负压,从而使被第一负压吸风凹槽覆盖的负压吸附孔31(即位于第一负压吸风凹槽正上方的负压吸附孔31)处形成有负压,从而使位于轮毂50下方的负压吸附孔31处有负压、能吸附料棒节段62,而位于负压吸附臂爪42外端侧的负压吸附孔31离开第一负压吸风凹槽、无负压,由此解除对料棒节段62的吸附。
56.进一步地,吸风装置与负压转向输送盘40的负压吸附臂爪42之间的优选连接结构为:如图2所示,负压转向输送盘40的转向盘41内固设有一条圆弧形的第二负压吸风凹槽43,第二负压吸风凹槽43与吸风装置连通,每个负压吸附臂爪42的内端都固定连通有一根沿转向盘41径向延伸的负压吸风通道44,第二负压吸风凹槽43分布在负压输送带30和烟枪的料棒节段接收单元20之间,使得位于负压输送带30和烟枪的料棒节段接收单元20之间的数个负压吸附臂爪42内端的负压吸风通道44都能与第二负压吸风凹槽43接通,而其余负压吸附臂爪42内端的负压吸风通道44与第二负压吸风凹槽43分离。如此,吸风装置吸风时,在第二负压吸风凹槽43内形成负压,从而通过与第二负压吸风凹槽43相通的数个负压吸风通道44使位于负压输送带30和烟枪的料棒节段接收单元20之间的数个负压吸附臂爪42的外端形成有负压,故在负压输送带30和负压转向输送盘40交接处的负压吸附臂爪42有负压、能够吸附负压输送带30末端的料棒节段62,在负压转向输送盘40和烟枪的料棒节段接收单元20交接处的负压吸附臂爪42无负压、解除对料棒节段62的吸附。
57.综上所述,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
58.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟
悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
