1.本实用新型涉及车灯密封技术领域,特别是涉及一种车灯与车身的密封结构。
背景技术:
2.目前,车灯与车身的密封结构多采用密实橡胶密封垫、发泡密封垫,采用该结构对灯具的定位则是通过密封垫压缩后的平面定位和灯体的螺钉平面定位两种定位方式。
3.但是,就现有的密封结构而言,一方面,密封垫定位依赖装车扭矩对密封垫的压缩量,而装车扭矩波动易导致灯具定位出现误差,同时密封垫经钣金和灯体的长期挤压以及外部环境的影响,容易出现永久变形,进而导致螺母的预紧力下降;另一方面,灯体螺钉定位易导致装车螺钉受到轴向拉力,同时灯体也会受到来自钣金的压力,长期受力易导致壳体开裂。
技术实现要素:
4.本实用新型所要解决的技术问题是,克服现有技术的不足,提供一种车灯与车身的密封结构,它能够保证灯具定位精准,有效保持螺母的锁附强度,以及保证灯体在不同大小的扭矩装车状态下不会受力开裂。
5.为了解决上述技术问题,本实用新型的技术方案是:
6.一种车灯与车身的密封结构,它包括灯体、装车螺钉、红钢纸、钣金以及螺母,所述灯体顶部中央开设有装配孔;
7.所述装车螺钉头部内侧成形有直径大于头部的盘头部,所述装车螺钉根部表面成形有外螺纹部,所述装车螺钉头部朝下同轴热埋于装配孔内且盘头部下端面紧贴灯体顶端面;
8.所述红钢纸套于装车螺钉上并紧贴盘头部上端面,所述钣金套于装车螺钉上并紧贴红钢纸上端面,所述螺母装配在外螺纹部上并紧固于钣金上端。
9.进一步,所述灯体顶部以及装配孔内侧壁上开设有一体连通的排气槽。
10.进一步,所述排气槽的数量设置为单个。
11.进一步,所述红钢纸内圈与装车螺钉过盈配合。
12.进一步,所述装车螺钉的盘头部与外螺纹部之间还留有间隙槽,所述红钢纸内圈过盈配合于间隙槽内。
13.进一步,所述红钢纸内圈还成形有间隔分布的多个凸缘,所述凸缘配合于间隙槽内。
14.进一步,所述螺母底端成形有压紧盘,所述压紧盘压紧于钣金上端。
15.进一步,所述红钢纸的厚度为0.5mm。
16.采用了上述技术方案,本实用新型具有以下的有益效果:
17.1.本实用新型通过装车螺钉同轴热埋于灯体的装配孔内,设计盘头部紧贴灯体端面,并依次通过红钢纸、钣金、螺母进行整体锁附压紧,以此来保证装配的稳定性和耐久性,
不易出现定位误差和轴向拉力,保证了灯具的定位精准以及灯体的安全寿命,增强了螺母的锁附强度,进而延长密封结构的使用寿命。
18.2.本实用新型采用红钢纸代替传统的密封垫,红钢纸可在几乎零压缩状态下实现密封,且其厚度可做到0.5mm,不占用空间,具有优良的弹性、耐磨性以及耐腐蚀性等,因此不易出现变形,对灯具定位的误差影响较小,能够有效保持螺母的锁附强度,进而延长密封结构的使用寿命。
19.3.本实用新型在装车螺钉的盘头部与外螺纹部之间留有间隙槽,在红钢纸内圈设计成形有间隔分布的多个凸缘,并通过红钢纸内圈与装车螺钉的过盈配合来防止红钢纸的径向晃动,保证其压紧时的稳定性,进而保证螺母的锁附强度。
附图说明
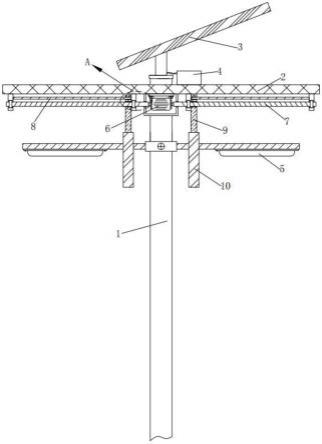
20.图1为本实用新型的整体装配结构示意图;
21.图2为本实用新型的剖面结构示意图;
22.图3为本实用新型的爆炸分解示意图;
23.图4为本实用新型灯体的结构示意图;
24.图5为本实用新型装车螺钉的结构示意图;
25.图6为本实用新型红钢纸的结构示意图;
26.图7为本实用新型螺母的结构示意图;
27.其中,1.灯体;10.装配孔;11.排气槽;2.装车螺钉;20.盘头部;21.外螺纹部;22.间隙槽;3.红钢纸;30.凸缘;4.钣金;5.螺母;50.压紧盘。
具体实施方式
28.为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明。
29.如图1-7所示,在本实施例中,提供一种车灯与车身的密封结构,它主要由灯体1、装车螺钉2、环状的红钢纸3、环状的钣金4以及螺母5所组成。其中灯体1顶部中央开设有装配孔10,装车螺钉2具有头部和根部,装车螺钉2头部内侧成形有直径大于头部的盘头部20,装车螺钉2根部表面成形有外螺纹部21,装配时装车螺钉2头部朝下压入装配孔10内,且盘头部20下端面紧贴灯体1顶端面,当然装车螺钉2是通过热埋工艺压入到装配孔10内的,同时装车螺钉2的头部与装配孔10保持同轴,装车螺钉2不允许出现歪斜。
30.本实施例中采用红钢纸3代替传统的密封垫,红钢纸3可在几乎零压缩状态下实现密封,其厚度优选为0.5mm,不占用空间,具有优良的弹性、耐磨性以及耐腐蚀性等,因此不易出现变形,对灯具定位的误差影响较小,能够有效保持螺母的锁附强度,进而延长密封结构的使用寿命。具体红钢纸3套于装车螺钉2根部并紧贴在盘头部20上端面,而钣金4套于装车螺钉2根部并紧贴红钢纸3上端面,最后螺母5螺纹装配在外螺纹部21上并紧固于钣金4上端。当然,为了增强锁附强度,使锁紧受力更加均匀,在螺母5底端还成形有压紧盘50,紧固时压紧盘50压紧于钣金4上端。
31.本实施例通过上述密封结构的设计,以此来保证装配的稳定性和耐久性,不易出现定位误差和轴向拉力,保证了灯具的定位精准以及灯体1的安全寿命,增强了螺母5的锁
附强度,进而延长了密封结构的使用寿命。
32.本实施例的整体装配流程为:先将红钢纸3压入套置到装车螺钉2的根部并紧贴盘头部20上端面;再通过热埋工艺将装车螺钉2的头部朝下同轴压入到装配孔10内,并使盘头部20下端面紧贴灯体1顶端面;然后把钣金4套于装车螺钉2根部并紧贴到红钢纸3上端面上;最后将螺母5装配到外螺纹部21上并旋紧直到紧固于钣金4上端,从而使得整体密封结构紧固成一体。
33.当然,为了防止热埋时因为气体未排出而影响精度,在本实施例的灯体1顶部以及装配孔10内侧壁上开设有一体连通的排气槽11,如此在热埋过程中能够排出气体,防止气体留在装配孔10内影响装配精度。同时,为了降低排气槽11对热埋后装车螺钉2强度的影响,本实施例中将排气槽11的数量设置为单个。
34.为了防止红钢纸3的径向晃动,保证压紧后的稳固性,本实施例中的红钢纸3内圈与装车螺钉2为过盈配合。具体在装车螺钉2的盘头部20与外螺纹部21之间还留有间隙槽22,在红钢纸3内圈还成形有间隔分布的多个凸缘30以便于压入到装车螺钉2根部,而红钢纸3的凸缘30配合于间隙槽22内。如此可防止红钢纸3的径向晃动,保证其压紧时的稳定性,进而保证螺母5的锁附强度。
35.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
36.以上的具体实施例,对本实用新型解决的技术问题、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。