1.本发明涉及xx技术领域,具体是一种站房工程双曲面檐口龙骨施工方法。
背景技术:
2.随着国内经济的快速发展,在新建大型铁路站房工程中,造型新颖、设计时尚、视觉冲击力强的双曲面屋顶及凹凸组合曲线檐口应运而生。许多城市站房设计在融合地域历史、风土人情,集建筑技术、建筑功能基础上,通过檐口多变造型来体现高铁站房建筑形体,传达城市特征和时代信息。采用富有曲线动感的檐口造型与幕墙高级外装修形式,有效突出站房工程特色,完美展示现代高铁站房建筑艺术特点,成为城市新地标。站房工程在为旅客提供便捷交通的基础上,也提供了以人为本的多元化服务,增加了旅客对城市的美好记忆感。
3.而双曲面凹凸组合曲线檐口系统在满足使用功能,完美展示建筑艺术效果的同时,却带来了以下问题:(1)曲线檐口龙骨制作安装复杂,构件加工难度大,施工周期长,构件高空就位精度低、定位难度大,成型后的檐口曲线不平顺。(2)对双曲面结构曲线檐口,因主体结构均为大跨度悬挑构件,且檐口竖向龙骨凹凸组合管件弯曲弧线多,檐口从中部向两端呈现出单曲变三曲再渐变为双曲的形体分布,若采用传统的现场高空散件拼装法,需要搭设落地操作平台,平台材料用量大,施工耗费时间长,作业功效低,难以满足进度要求。为此,本发明提出一种站房工程双曲面凹凸组合曲线檐口龙骨施工方法。
4.因此,针对上述问题提出一种站房工程双曲面檐口龙骨施工方法。
技术实现要素:
5.为了弥补现有技术的不足,解决上述至少一个问题,本发明提出的一种站房工程双曲面檐口龙骨施工方法。
6.一种站房工程双曲面檐口龙骨施工方法,包括该施工方法包括以下步骤:
7.步骤a:檐口设计优化,依据站房钢网架设计图结合装修设计图,创建屋面檐口三维设计模型,对站房檐口进行设计优化,确定设计优化后檐口施工图,并据此进行檐口龙骨杆件的加工及安装;
8.步骤b:前期施工准备,通过前期准备为双曲面凹凸组合曲线檐口龙骨加工及安装提供技术支撑;
9.步骤c:数字化预拼装,根据双曲面凹凸组合曲线檐口平面单元划分,绘制檐口龙骨单元体拼装图,利用获得的数据在计算机中构造檐口拼装模型,通过计算机数字化模拟拼装;
10.步骤d:龙骨杆件加工,根据创建的檐口三维设计模型,在檐口平面单元体设计划分基础上,从标志龙骨开始,依据对称安装顺序,对龙骨单元体和横向龙骨中各杆件进行编号,逐个进行加工制作;
11.步骤e:檐口龙骨安装,有别于传统的搭设落地支架高空拼装法,而是采用汽车吊、
配合移动式升降工作平台进行檐口龙骨就位安装。
12.优选的,所述步骤a中:檐口设计优化形成的深化设计必须经原设计单位确认,以验证优化设计图纸的安全可靠性以及檐口优化设计效果的符合性。
13.优选的,所述步骤b中,前期施工准备包括:辅助平台搭设:檐口辅助平台主要依靠屋面网架结构进行受力,为双曲面凹凸组合曲线檐口单元体安装提供作业平台;进一步的,平台主要由普通脚手架钢管、木板、钢管栏杆、扶手组成,平台沿网架下弦杆进行搭设;地胎模架组装:为严格控制龙骨现场拼接精度,采用地胎模架装配法进行龙骨单元体的拼装;首先将檐口三维设计模型转换成cad三维模型,根据绘制的檐口龙骨单元体拼装图,进行胎模架的设计,并在现场利用钢管组装地胎模架;焊接工艺评定:为保证檐口龙骨焊接质量,在焊接样品龙骨单元体前,先编制焊接工艺评定试验方案,并对焊接工艺进行评定;通过工艺评定确认焊接工艺作业指导书的正确性和合理性,检验焊接接头的使用性能是否符合设计要求,并为焊接工艺卡编制提供可靠的依据;样品龙骨制作:根据设计优化图纸首先进行样品龙骨单元体的制作;因每个单元体中竖向龙骨弯曲形状均不相同,为满足曲线龙骨加工精度要求,弯管采用在工厂分段成型后在现场地胎模架上进行拼装焊接;按照檐口单元体拼装顺序,将需要拼装焊接的杆件依次安放在地胎模架上,检查各编号杆件位置、坐标、凹凸曲线弧度等控制指标,符合设计要求后进行焊接;按照实际工况完成样品龙骨单元体制作。
14.优选的,所述步骤c中,通过计算机数字化模拟拼装,发现施工中存在的问题,采集龙骨弯曲成型、现场胎模架组装焊接有关数据信息,为后续龙骨杆件弯曲成型、拼装、安装就位提供准确依据。
15.优选的,所述步骤d中,龙骨杆件加工顺序包括:龙骨杆件弯曲加工:依据建立的檐口三维设计模型,结合划分的檐口单元体,将组成各单元体的竖向龙骨、横向龙骨有关特征数据输入数控弯管机,通过电脑控制对龙骨凹凸曲线段进行弯曲成型,并按照设计尺寸进行切割;同时,对两个单元模块之间直方管横向龙骨按照编号同步进行下料;龙骨单元体焊接:按照凹凸组合曲线型龙骨加工图进行檐口龙骨单元体模块的现场拼装焊接;根据创建的三维设计模型及檐口单元体划分,按照安装顺序,首先在地面胎模架上完成左侧样品单元体拼装焊接,检查合格后吊离拼装胎架,然后在调整好的胎模架上完成右侧样品单元体拼装焊接,按照上述方法依次完成下一循环左侧单元体及右侧单元体的焊接,不断重复上述步骤,直到完成所有檐口单元体模块的焊接;在地胎模架焊接龙骨单元体模块时,模块内横向龙骨外立面应与两根竖向龙骨外立面处于同一平面内,焊缝应沿管口环形布置,焊缝高度应满足设计要求。
16.优选的,所述步骤e中,檐口龙骨安装的步骤包括:高空测量定位:首先对屋面钢网架结构进行测量,结合檐口设计优化图确定好网架结构与檐口单元体之间辅助连接杆件的安装位置;根据建筑檐口龙骨单元体模块的安装顺序,对各单元体分界面上、下点坐标及凹凸点施放控制线,对龙骨单元体利用全站仪进行空间三维定位,提供安装基准坐标;同时,在安装过程中对每个檐口龙骨单元体模块特征点坐标数据进行测量校正,确保各龙骨单元体模块安装精度符合要求;辅助杆件安装:在网架球节点处焊接连接支托,按照设计优化图纸将各辅助杆件焊接在支托上形成檐口龙骨受力体系,然后将檐口单元体竖向龙骨与各部位辅助杆件进行焊接;标志龙骨安装:按照单元体拼装图纸上标注的三维坐标数据,利用全
站仪进行构件安装测量控制;首先安装檐口最高点标志龙骨,采用汽车吊将焊接成型的标志龙骨吊至安装部位,根据测量监控人员指令将龙骨调整到就位坐标,由焊工将标志龙骨焊接在辅助杆件上;标志龙骨安装完成后,必须进行标高和线形的复查,偏差超过3mm时需及时调整,以满足后续铝板安装对龙骨弧形曲面和平整度的要求;龙骨单元体安装;标志龙骨安装完成后,开始安装左、右龙骨单元体模块,先安装左侧样品单元体,然后安装右侧样品单元体,安装方法与檐口最高点标志龙骨安装方法相同;横向龙骨安装:左、右两个龙骨单元体安装完成后先进行标志龙骨左侧横向龙骨的安装,然后再进行右侧横向龙骨安装;横向龙骨安装时先安装上、下两端横向龙骨,再从上到下依次安装其它位置横向龙骨,同时所有横向杆件安装遵循对称焊接原则。
17.优选的,所述步骤e中,每安装完成左、右一组檐口单元体后应检查单元体就位坐标与曲线平顺度是否符合要求,左、右一组横向龙骨安装完成后再次对成型段龙骨线形进行检查,偏差超过3mm时应及时调整,避免产生累积偏差。
18.优选的,所述步骤e中,所有檐口龙骨焊接完成后,对焊缝处使用动力工具去除焊渣,然后使用环氧富锌底漆或者环氧磷酸锌底漆加环氧云铁中间漆对焊缝部位进行防锈处理。
19.本发明的有益之处在于:
20.1.本发明通过创建檐口三维设计模型,划分檐口最优平面组合单元,改进檐口传统龙骨的加工和安装方法;在三维模型中对标志龙骨、龙骨单元体、横向龙骨空间结构中每个特征点的位置坐标进行标注,并在安装就位过程中进行测控,提高双曲面凹凸组合曲线檐口龙骨安装质量,避免龙骨单元体错台、歪斜等质量问题;以模型信息化手段指导施工,具有安装速度快,檐口龙骨就位精度高,有利于标准化管理等特点。
21.2.本发明通过将两根凹凸曲线形竖向龙骨与若干横向龙骨在地胎模架上预先焊接成龙骨单元体模块,再对龙骨单元体进行整体吊装,使原本大量的龙骨高空焊接转变成地面焊接;具有龙骨地面拼装方便,单元体加工精度高,施工难度小,节约时间等显著特点。
22.3.本发明通过对样品龙骨单元体进行测量,采集有关数据,在计算机中构造檐口三维拼装模型,以检查龙骨单元体拼装过程干涉情况;同时,将檐口三维设计模型与样品区间三维拼装模型进行对比,以检查龙骨加工、安装精度,获取龙骨单元体及横向龙骨杆件加工、拼接所需要的有关修正数据,并采用三维设计模型数据信息进行过程管控,使檐口龙骨特征点坐标符合设计要求,具有檐口成型后线形平顺,曲线自然等特点。
23.4.本发明通过设置檐口辅助安装平台,为操作人员提供作业通道,降低了安全风险,高空施工安全可靠,同时,檐口龙骨高空安装能够组织流水化施工,具有安全、高效等特点。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
25.图1为本发明中双曲面凹凸组合曲线檐口平面单元划分示意图;
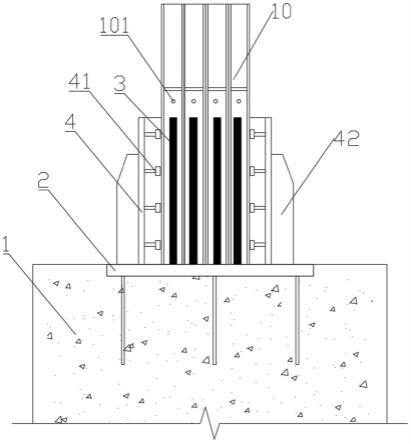
26.图2为本发明中的a-a剖面图;
27.图3为本发明中的b-b剖面图;
28.图4为本发明中的c-c剖面图;
29.图5为本发明中一种站房工程双曲面凹凸组合曲线檐口轴测图;
30.图6为本发明中一种站房工程双曲面凹凸组合曲线檐口安装流程图;
31.图中:1-屋面钢网架;2-辅助平台;3-标志龙骨;4-左1样品单元体;5-右1样品单元体;6-左1横龙骨;7、右1-横龙骨;8-左2单元体;9-右2单元体;10-左2横龙骨;11-右2横龙骨。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
33.请参阅图1-图6所示,一种站房工程双曲面檐口龙骨施工方法,包括步骤a:檐口设计优化,依据站房钢网架设计图结合装修设计图,创建屋面檐口三维设计模型,对站房檐口进行设计优化,确定设计优化后檐口施工图,并据此进行檐口龙骨杆件的加工及安装;
34.步骤b:前期施工准备,通过前期准备为双曲面凹凸组合曲线檐口龙骨加工及安装提供技术支撑;
35.步骤c:数字化预拼装,根据双曲面凹凸组合曲线檐口平面单元划分,绘制檐口龙骨单元体拼装图,利用获得的数据在计算机中构造檐口拼装模型,通过计算机数字化模拟拼装;
36.步骤d:龙骨杆件加工,根据创建的檐口三维设计模型,在檐口平面单元体设计划分基础上,从标志龙骨开始,依据对称安装顺序,对龙骨单元体和横向龙骨中各杆件进行编号,逐个进行加工制作;
37.步骤e:檐口龙骨安装,有别于传统的搭设落地支架高空拼装法,而是采用汽车吊、配合移动式升降工作平台进行檐口龙骨就位安装。
38.作为本发明的一种实施方式,所述步骤a中:檐口设计优化形成的深化设计必须经原设计单位确认,以验证优化设计图纸的安全可靠性以及檐口优化设计效果的符合性。
39.作为本发明的一种实施方式,所述步骤b中,前期施工准备包括:辅助平台搭设:檐口辅助平台主要依靠屋面网架结构进行受力,为双曲面凹凸组合曲线檐口单元体安装提供作业平台;进一步的,平台主要由普通脚手架钢管、木板、钢管栏杆、扶手组成,平台沿网架下弦杆进行搭设;地胎模架组装:为严格控制龙骨现场拼接精度,采用地胎模架装配法进行龙骨单元体的拼装;首先将檐口三维设计模型转换成cad三维模型,根据绘制的檐口龙骨单元体拼装图,进行胎模架的设计,并在现场利用钢管组装地胎模架;焊接工艺评定:为保证檐口龙骨焊接质量,在焊接样品龙骨单元体前,先编制焊接工艺评定试验方案,并对焊接工艺进行评定;通过工艺评定确认焊接工艺作业指导书的正确性和合理性,检验焊接接头的使用性能是否符合设计要求,并为焊接工艺卡编制提供可靠的依据;样品龙骨制作:根据设计优化图纸首先进行样品龙骨单元体的制作;因每个单元体中竖向龙骨弯曲形状均不相
同,为满足曲线龙骨加工精度要求,弯管采用在工厂分段成型后在现场地胎模架上进行拼装焊接;按照檐口单元体拼装顺序,将需要拼装焊接的杆件依次安放在地胎模架上,检查各编号杆件位置、坐标、凹凸曲线弧度等控制指标,符合设计要求后进行焊接;按照实际工况完成样品龙骨单元体制作。
40.作为本发明的一种实施方式,所述步骤c中,通过计算机数字化模拟拼装,发现施工中存在的问题,采集龙骨弯曲成型、现场胎模架组装焊接有关数据信息,为后续龙骨杆件弯曲成型、拼装、安装就位提供准确依据。
41.作为本发明的一种实施方式,所述步骤d中,龙骨杆件加工顺序包括:龙骨杆件弯曲加工:依据建立的檐口三维设计模型,结合划分的檐口单元体,将组成各单元体的竖向龙骨、横向龙骨有关特征数据输入数控弯管机,通过电脑控制对龙骨凹凸曲线段进行弯曲成型,并按照设计尺寸进行切割;同时,对两个单元模块之间直方管横向龙骨按照编号同步进行下料;龙骨单元体焊接:按照凹凸组合曲线型龙骨加工图进行檐口龙骨单元体模块的现场拼装焊接;根据创建的三维设计模型及檐口单元体划分,按照安装顺序,首先在地面胎模架上完成左侧样品单元体拼装焊接,检查合格后吊离拼装胎架,然后在调整好的胎模架上完成右侧样品单元体拼装焊接,按照上述方法依次完成下一循环左侧单元体及右侧单元体的焊接,不断重复上述步骤,直到完成所有檐口单元体模块的焊接;在地胎模架焊接龙骨单元体模块时,模块内横向龙骨外立面应与两根竖向龙骨外立面处于同一平面内,焊缝应沿管口环形布置,焊缝高度应满足设计要求。
42.作为本发明的一种实施方式,所述步骤e中,檐口龙骨安装的步骤包括:高空测量定位:首先对屋面钢网架结构进行测量,结合檐口设计优化图确定好网架结构与檐口单元体之间辅助连接杆件的安装位置;根据建筑檐口龙骨单元体模块的安装顺序,对各单元体分界面上、下点坐标及凹凸点施放控制线,对龙骨单元体利用全站仪进行空间三维定位,提供安装基准坐标;同时,在安装过程中对每个檐口龙骨单元体模块特征点坐标数据进行测量校正,确保各龙骨单元体模块安装精度符合要求;辅助杆件安装:在网架球节点处焊接连接支托,按照设计优化图纸将各辅助杆件焊接在支托上形成檐口龙骨受力体系,然后将檐口单元体竖向龙骨与各部位辅助杆件进行焊接;标志龙骨安装:按照单元体拼装图纸上标注的三维坐标数据,利用全站仪进行构件安装测量控制;首先安装檐口最高点标志龙骨,采用汽车吊将焊接成型的标志龙骨吊至安装部位,根据测量监控人员指令将龙骨调整到就位坐标,由焊工将标志龙骨焊接在辅助杆件上;标志龙骨安装完成后,必须进行标高和线形的复查,偏差超过3mm时需及时调整,以满足后续铝板安装对龙骨弧形曲面和平整度的要求;龙骨单元体安装;标志龙骨安装完成后,开始安装左、右龙骨单元体模块,先安装左侧样品单元体,然后安装右侧样品单元体,安装方法与檐口最高点标志龙骨安装方法相同;横向龙骨安装:左、右两个龙骨单元体安装完成后先进行标志龙骨左侧横向龙骨的安装,然后再进行右侧横向龙骨安装;横向龙骨安装时先安装上、下两端横向龙骨,再从上到下依次安装其它位置横向龙骨,同时所有横向杆件安装遵循对称焊接原则。
43.作为本发明的一种实施方式,所述步骤e中,每安装完成左、右一组檐口单元体后应检查单元体就位坐标与曲线平顺度是否符合要求,左、右一组横向龙骨安装完成后再次对成型段龙骨线形进行检查,偏差超过3mm时应及时调整,避免产生累积偏差。
44.作为本发明的一种实施方式,所述步骤e中,所有檐口龙骨焊接完成后,对焊缝处
使用动力工具去除焊渣,然后使用环氧富锌底漆或者环氧磷酸锌底漆加环氧云铁中间漆对焊缝部位进行防锈处理。
45.为了使本发明的目的、技术方案及优点更加清楚明白,结合附图及实施例,以某城市高铁站房工程檐口区间8-左2单元体到9-右2单元体为例,对其施工方法进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明,本发明以图1所示区间檐口龙骨加工安装为例进行叙述。
46.一种站房工程双曲面凹凸组合曲线檐口龙骨施工方法,它包括:1-屋面网架;2-辅助平台;3-标志龙骨;4-左1样品单元体;5-右1样品单元体;6-左1横龙骨;7-右1横龙骨;8-左2单元体;9-右2单元体;10-左2横龙骨;11-右2横龙骨;主要通过下述步骤来实现:
47.步骤a:檐口设计优化。依据站房钢网架设计图结合装修设计图,对站房屋面檐口进行设计优化。在优化过程中,充分考虑站房外幕墙设计效果与屋面檐口的协调统一。通过建立屋面檐口三维设计模型,细化檐口的建筑形体参数,利用三维空间杆件结构分析软件对模型中檐口各组成杆件加以分析计算,确定檐口施工图纸,据此进行龙骨杆件的加工及安装。
48.s1、檐口三维模型创建。首先创建屋面檐口三维设计模型,根据设计要求,对双曲面凹凸组合曲线檐口造型数据进行优化,使檐口三维设计模型与设计效果吻合。再利用dlubal rstab三维空间杆件结构设计与分析软件对双曲面凹凸组合檐口各杆件进行计算分析,确定各杆件规格及受力情况满足要求,使设计优化后的檐口龙骨曲线平滑圆顺,符合建筑设计要求的檐口形体效果。
49.s2、檐口单元体划分。站房双曲面檐口单元体划分以综合考虑施工便捷、保证安装精度为原则,根据创建的檐口三维设计模型,在满足檐口设计效果及与幕墙分格协调匹配的基础上,综合考虑龙骨材料及辅助材料、面层装饰材料的利用率和加工、安装的工艺性要求,对檐口进行合理设计划化,绘制檐口单元体平面图,详见图1。单元体划分应使建筑檐口装饰面板与幕墙的交接处理达到美观、协调,并且满足相邻单元体构造要求。
50.进一步的:檐口单元体划分时以檐口最高点为起始点,在最高点设3-标志龙骨,然后以标志龙骨为中心,根据檐口单元体长度与外幕墙竖向龙骨间距均等为原则,将建筑檐口划分为左、右对称的若干个单元体,根据实施例工程情况,本工程檐口划分为平面宽度为2200mm的单元体。如:4-左1单元体、5-右1单元体;6-左1横龙骨;7-右1横龙骨等。
51.进一步的:檐口单元体由两根竖向凹凸曲线龙骨和若干水平横龙骨通过焊接而成,竖向凹凸曲线龙骨有单曲、双曲、三曲三种形式,横向龙骨均为直方管杆件。
52.步骤b:前期施工准备。主要包括辅助平台搭设、地胎模架组装、焊接工艺评定、样品龙骨制作四个方面工作。
53.s1、辅助平台搭设:2-辅助平台主要依靠1-屋面网架结构进行搭设,为檐口龙骨单元体安装提供作业通道。2-辅助平台主要由普通脚手架钢管、木板、钢管栏杆、钢管扶手组成,平台沿网架下弦杆进行搭设。
54.进一步的,先在1-网架下弦杆上布设纵向脚手架钢管,钢管布设间距为1.0m,宽度为3.0m。横向钢管布设间距约为0.8m,纵横向钢管采用扣件进行锁定。
55.进一步的,在2-辅助平台纵、横钢管搭设完成后,安装两侧钢管栏杆,栏杆高度1.2m,间距1.5m,栏杆下端用扣件锁定在纵向钢管上。
56.进一步的,垂直于横向钢管走向铺设30mm厚木板,木板接头处应搭接300mm以上。在木板铺设完成以后,将普通脚手架钢管通过扣件逐个固定在栏杆钢管上端形成扶手,最后在通道两侧栏杆及扶手上挂密目网形成防护栏。
57.进一步的,2-辅助平台搭设完成后进行检查验收,符合要求后方可投入使用。平台搭设材料采用汽车吊进行吊装,xgs40移动式升降平台配合。
58.s2、地胎模架组装:为严格控制龙骨单元体现场拼装精度,采用胎模架装配法,先将檐口三维设计模型转换成cad三维模型,根据绘制的檐口龙骨单元体拼装图,进行胎模架的设计和组装。
59.进一步的,胎模架组装前,根据cad胎模架设计模型,在硬化平整的地面上测放出龙骨单元体杆件平面投影位置,测量出龙骨凹凸点处胎架立柱的高度,在该位置设置牛腿支撑,用脚手架钢管搭设出所需的龙骨单元体拼装胎模架。
60.进一步的,因檐口单元体为空间结构,相邻两个龙骨单元体拼装胎模架均不相同,每一个胎模架需根据龙骨单元体结构尺寸进行调整,调整好胎模架定位牛腿的标高位置,按照胎模架搭设模型对龙骨单元体胎模架进行验收,合格后方可进行龙骨单元体拼装。
61.s3、焊接工艺评定:在焊接样品龙骨单元体前,先编制焊接工艺评定试验方案,并对焊接工艺进行评定。通过工艺评定确认焊接工艺指导书的正确性和合理性,检验按拟订的焊接工艺指导书焊制的接头的使用性能是否符合设计要求,并为焊接工艺卡制定提供可靠的依据。
62.s4、样品龙骨制作:根据设计优化图首先进行4-左1样品龙骨单元体制作,然后进行5-右1样品龙骨单元体的制作。因竖向主龙骨每根弯曲形状均不相同,为满足凹凸曲线龙骨加工精度要求,弯管采用在工厂分段成型后在现场胎模架上进行拼装焊接。按照实际工况完成样品龙骨制作。
63.步骤c:数字化预拼装。根据双曲面凹凸组合曲线檐口平面单元体划分,绘制檐口龙骨单元体拼装图,对在拼装胎模架已完成的左侧样品龙骨单元体、右侧样品龙骨单元体分别进行三维测量,用样品龙骨单元体测量数据在计算机中构造区间檐口三维拼装模型,通过檐口三维设计模型与样品区间三维拼装模型的对比,检查龙骨单元体拼装干涉和拼装精度情况,得到龙骨单元体及各杆件加工、安装所需要的修正数据。
64.s1、样品龙骨测量。通过对已完成的4-左1样品龙骨单元体、5-右1样品龙骨单元体进行三维测量,采集反映龙骨曲线、单元体外形尺寸的相关数据。对龙骨单元体及种杆件外形尺寸有关数据应严格测量,采用全站仪、计算机和相关软件配合进行。
65.s2、修正数据获取。按照檐口龙骨单元体拼装图纸,用测量数据在计算机中构造区间檐口三维拼装模型,通过檐口三维设计模型与样品区间三维拼装模型的对比,检查龙骨单元体拼装模型中的拼装位置与设计模型中位置的偏差是否在允许范围内,同时,检查拼装干涉和对拼装精度进行分析,得到龙骨各杆件加工、安装所需要的修正数据。
66.步骤d:龙骨杆件加工。龙骨加工分为工厂弯曲成型加工和现场拼接两个环节。根据建立的檐口三维设计模型,在檐口单元体平面划分基础上,从3-标志龙骨开始,依据编号逐个进行各规格型号龙骨杆件加工。因单元体中竖向龙骨每根弯曲形状均不相同,为满足龙骨单元体各杆件加工精度,弯管采用在工厂分段成型后现场焊接成凹凸组合曲线形状。根据计算分析结果,竖向凹凸曲线龙骨采用120
×
60
×
4mm热镀锌方管,中心间距2200mm,横
向龙骨采用60
×
40
×
4mm热镀锌方管,中心间距600mm。
67.s1、龙骨杆件成型。依据建立的檐口三维设计模型,结合划分檐口单元体,将组成各单元体的竖向曲线龙骨、横向龙骨有关特征数据输入数控弯管机,通过电脑控制对龙骨凹凸曲线段120
×
60
×
4mm热镀锌方管进行弯曲成型,并按照设计尺寸进行切割。同时,对两个单元体之间60
×
40
×
4mm直方管横向龙骨按照编号同步进行下料。
68.s2、龙骨单元体焊接。按照凹凸组合龙骨加工图进行檐口龙骨单元体模块的现场拼装焊接。根据创建的三维设计模型及檐口单元体划分,按照安装顺序,首先在地面胎模架上完成4-左1样品单元体拼装焊接,检查合格后吊离拼装胎架,然后在胎架上完成5-右1样品单元体拼装焊接,依次完成8-左2单元体;9-右2单元体的焊接,不断重复上述过程,直到完成所有檐口单元体模块的焊接。
69.进一步的,按照每完成一个龙骨单元体模块拼装后,根据创建的三维设计模型及各檐口龙骨单元体设计数据,不断调整胎模架牛腿安装标高,按照安装顺序依次在地面胎模架上完成其他檐口龙骨单元体的拼装焊接。
70.进一步的,在地面胎模架焊接龙骨单元体模块时,模块内横向龙骨外立面应与两根竖向龙骨外立面处于同一平面内,焊缝应沿管口环形布置,焊缝高度应满足设计要求。
71.进一步的,焊接前,先使用电动工具去除焊接部位的镀锌层,焊接时,注意保持通风。焊接后,使用动力工具去除焊渣,然后使用环氧富锌底漆或者环氧磷酸锌底漆加环氧云铁中间漆对焊缝部位进行涂刷。
72.步骤e:檐口龙骨安装。龙骨安装采用汽车吊、配合xgs40移动式升降工作平台进行就位安装。首先安装檐口最高点3-标志龙骨,然后安装左侧4-左1样品单元体、右侧5-右1样品单元体,其次安装单元体与标志龙骨之间的6-左1横龙骨、7-右1横龙骨,依次进行后续檐口单元体安装及相邻单元体之间的横向龙骨安装,直到全部檐口单元体及横向龙骨安装完成。
73.s1、高空测量定位。首先对1-屋面钢网架结构进行测量,确定好网架结构与檐口单元体之间辅助连接杆件的安装位置。根据建筑檐口龙骨单元体模块的安装顺序,按各单元体分界面上、下点坐标及凹凸点施放控制点线,对龙骨单元体利用全站仪进行空间三维定位,提供安装基准坐标。同时,在安装过程中对每个檐口龙骨单元体模块特征点坐标数据进行测量校正,确保各龙骨单元体模块安装精度。
74.进一步的,在进行檐口龙骨单元体及横向龙骨安装测量控制时,首先将檐口三维设计模型转换成cad三维模型,将模型数据导入现场建筑坐标系中,对安装的3-标志龙骨、各龙骨单元体模块、横向龙骨空间结构中每个分界点的位置坐标在安装图纸上进行标注,为构件就位安装提供控制依据。
75.s2、辅助杆件安装。在网架球节点处焊接连接支托,按照优化设计图纸将各辅助杆件焊接在支托上形成檐口龙骨支撑体系,然后将檐口单元体竖向主龙骨与各部位辅助杆件进行焊接。辅助杆件采用120
×
120
×
4mm热镀锌方管。
76.s3、标志龙骨安装。按照檐口单元体安装图纸上标注的三维坐标数据,利用全站仪进行龙骨安装测量控制。首先安装檐口最高点处3-标志性龙骨,采用汽车吊将焊接成型的3-标志龙骨吊至安装部位,操作人员一组站在移动平台上,另一组站在2-辅助平台上,根据测量监控人员指令将3-标志龙骨调整到就位坐标,由焊工将3-标志龙骨焊接在辅助杆件
上,完成3一标志龙骨安装。3-标志龙骨安装完成后,必须进行标高和线形的复查,运用全站仪对龙骨弧形曲线特征点坐标进行检查,偏差超过3mm时需及时调整,以满足后续铝板安装对龙骨弧形曲面和平整度的要求。
77.s4、龙骨单元体安装。3-标志龙骨安装完成后,开始安装在地面胎架拼接的左、右龙骨单元体模块,先安装4-左1样品单元体,然后安装5-右1样品单元体,安装方法与檐口最高点3-标志龙骨安装方法相同。
78.s4、横向龙骨安装。左、右两个龙骨单元体安装完成后先进行6-左1横向龙骨的安装,再进行7-右1横向龙骨安装。6-左1横向龙骨安装时先安装上、下两端横向龙骨,再从上到下依次安装其它位置横向龙骨。
79.进一步的:檐口单元体之间横龙骨安装时首先进行点焊固定,接着利用全站仪进行安装单元的测量校正。依据在cad模型中标注出的特征杆件三维坐标点,对横向龙骨进行校正,达到控制指标后方可进行全部横龙骨的焊接。焊接顺序为先焊接上下两端杆件,再从上到下焊接其它部位横向杆件,同时所有横向杆件安装遵循对称焊接原则。
80.进一步的:每安装完成左、右一组檐口单元体后应检查单元体标高与平整度是否符合要求,左、右一组横向龙骨安装完成后再次对成型段龙骨线形进行检查,偏差超过3mm时应及时调整,避免产生累积偏差。
81.进一步的,重复s3-s4操作过程,直至完成檐口其它龙骨单元体及横向龙骨的安装。
82.进一步的,所有檐口龙骨安装完成后,对焊缝处使用动力工具去除焊渣,然后使用环氧富锌底漆或者环氧磷酸锌底漆加环氧云铁中间漆对焊缝部位进行涂刷。
83.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
84.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。