技术特征:
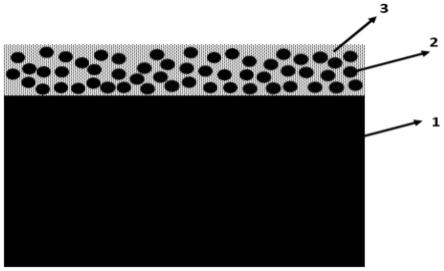
1.一种钕铁硼磁体矫顽力提升方法,其特征在于,包括以下步骤:(s1)将重稀土扩散源粉末、有机粘接剂、球形耐高温陶瓷粉末、有机溶剂、混合并搅拌后制备重稀土浆料,其中要求球形耐高温陶瓷粉末的粒度是扩散源粉末的粒度的5-10倍,球形耐高温陶瓷粉末的重量为重稀土扩散源粉末重量的10%-30%;(s2)将上述重稀土浆料涂覆到钕铁硼磁体表面并进行烘干形成重稀土涂层,该重稀土涂层由球形耐高温陶瓷粉末组成基本的骨架结构,重稀土扩散源粉末分布在球形耐高温陶瓷粉末形成的骨架结构缝隙内,并呈三维网状分布;(s3)在真空条件或者氩气保护条件下对覆盖有重稀土涂层的钕铁硼磁体进行高温扩散和时效处理。2.根据权利要求1所述的钕铁硼磁体矫顽力提升方法,其特征在于,在所述(s1)中,其中的重稀土扩散源粉末为纯铽、纯镝、氢化镝、氢化铽粉末中的至少一种,所述重稀土扩散源粉末平均粒度范围为2-10μm。3.根据权利要求1所述的钕铁硼磁体矫顽力提升方法,其特征在于,在所述(s1)中,其中的有机粘接剂为树脂型粘接剂或者橡胶型粘接剂。4.根据权利要求1所述的钕铁硼磁体矫顽力提升方法,其特征在于,在所述(s1)中,其中有机溶剂为酮类、苯类或脂类溶剂。5.根据权利要求1所述的钕铁硼磁体矫顽力提升方法,其特征在于,在所述(s1)中,其中球形耐高温陶瓷粉末为球形氧化铝陶瓷粉、球形氧化锆陶瓷粉、球形氮化硼陶瓷粉中的至少一种;所述球形耐高温陶瓷粉末的粒度范围为10-100μm。6.根据权利要求1所述的钕铁硼磁体矫顽力提升方法,其特征在于,在所述步骤(s1)中,所述重稀土扩散源粉末与球形耐高温陶瓷粉末的重量总和占重稀土浆料的40%-80%,有机粘接剂的重量占重稀土浆料的5%-10%,剩余为有机溶剂。7.根据权利要求1所述的钕铁硼磁体矫顽力提升方法,其特征在于,在所述(s2)中,重稀土浆料涂覆方式为丝网印刷或者喷涂。8.根据权利要求1或7所述的钕铁硼磁体矫顽力提升方法,其特征在于,在所述(s2)中,涂覆到钕铁硼磁体表面的重稀土涂层中重稀土扩散源粉末重量为钕铁硼磁体重量的0.3%-1.5%。9.根据权利要求1所述的钕铁硼磁体矫顽力提升方法,其特征在于,在所述(s3)中,高温扩散的扩散温度为850-950℃、扩散时间为3-48h;时效处理的时效温度为450-650℃、时效时间为3-10h。10.一种磁体,其特征在于:包括钕铁硼磁体以及覆设在钕铁硼磁体表面的重稀土涂层;其中,重稀土涂层包括由球形耐高温陶瓷粉末组成基本的骨架结构以及填充在骨架结构中的重稀土扩散源粉末。
技术总结
本发明涉及钕铁硼制备技术领域,尤其涉及钕铁硼磁体矫顽力提升方法以及由该方法制备的磁体,其具体方法如下:(S1)将重稀土扩散源粉末、有机粘接剂、球形耐高温陶瓷粉末、有机溶剂、混合并搅拌后制备重稀土浆料;(S2)将上述重稀土浆料涂覆到钕铁硼磁体表面并进行烘干形成重稀土涂层;(S3)高温扩散和时效处理。本发明所述的一种钕铁硼磁体矫顽力提升方法以及由该方法制备的磁体重稀土涂层硬度和强度高,在生产过程中不易划伤磨损,扩散过程中不会产生收缩,且重稀土供应持续稳定,使得扩散后钕铁硼磁体的性能更高更均匀且重稀土消耗少。少。少。
技术研发人员:杨昆昆 彭众杰 王传申 丁开鸿
受保护的技术使用者:烟台东星磁性材料股份有限公司
技术研发日:2022.10.10
技术公布日:2022/12/6
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。