1.本发明涉及一种编织装置,具体涉及一种双机同步编织装置及控制方法。
背景技术:
2.目前,市场上的双层织物水带在生产时需要两次牵引带坯,动作重复浪费,牵引时阻力大,水带伸长率不一致,导致双层织物纬密度配合度偏差较大,产生不良品,带坯长短不一致,造成带坯的浪费,生产效率低下,产量较低。
技术实现要素:
3.本发明的目的在于提供一种双机同步编织装置及控制方法,可以避免双层织物水带生产时的两次牵引工艺,减少了工序的浪费,两台编织机同步编织,减小了两层织物配合度的偏差,提高了产品质量及合格率。
4.为了实现上述目的,本发明主要采用以下技术方案:
5.双机同步编织装置,用于编织织物,所述织物由外到内至少设置有第一织物层、第二织物层,所述双机同步编织装置包括,第一圆织机,包括若干个第一梭子,用于编织第二织物层;第二圆织机,包括若干个第二梭子,用于编织第一织物层;所述第一圆织机位于所述第二圆织机的上方,且所述第一圆织机和所述第二圆织机在同一竖直方向上;多个传感器,所述传感器用于测量织物的纬密度或宽度;多个电机,所述电机用于驱动所述第一圆织机、第二圆织机运行;多个变频器,所述变频器的输出端分别与所述电机连接;控制器,用于控制所述变频器驱动所述电机运行;所述传感器分别采集第一织物层的第一纬密度、第二织物层的第二纬密度,并将所述第一纬密度、第二纬密度存储在控制器中,控制器将第一纬密度、第二纬密度分别与织物纬密度设定值进行比较,并将比较值输入到pid控制算法中,经过运算得到控制变频器输出频率的模拟信号。
6.在一些实施例中,所述双机同步编织装置还包括一收卷机,所述收卷机设置在所述第二圆织机的下方,用于收卷织物成品。
7.在一些实施例中,所述控制器还包括一ad输入单元和一da输出单元,所述ad输入单元连接所述传感器,所述da输出单元连接所述变频器。
8.在一些实施例中,在所述第一圆织机中设置第一传感器,所述第二圆织机中设置第二传感器,在第二圆织机的下方靠近织物成品处设置第三传感器。
9.在一些实施例中,所述第一圆织机中设置第一电机,所述第一电机带动所述第一梭子运动,所述第二圆织机中设置第二电机,所述第二电机带动所述第二梭子运动,设置第三电机,带动所述收卷机转动。
10.在一些实施例中,所述ad输入单元的第一、第二及第三输入端分别与第一传感器、第二传感器和第三传感器的输出端连接,所述da输出单元的第一、第二和第三输出端分别与第一变频器、第二变频器和第三变频器连接。
11.在一些实施例中,第一传感器、第二传感器为密度测量传感器,第三传感器为宽度
测量传感器。
12.根据上述双机同步编织装置,本发明还提供了一种编织控制方法,所述控制方法包括以下步骤:
13.步骤s1:启动双机同步编织装置,设定纬密度设定值,并根据所述纬密度设定值计算双层织物宽度设定值,将所述纬密度设定值和宽度设定值存储于控制器中;
14.步骤s2:第一圆织机、第二圆织机、收卷机同时工作,编织第一织物层和第二织物层,牵引所述第二织物层进入所述第一织物层中,形成双层织物,所述收卷机收卷双层织物;
15.步骤s3:实时采集第二织物层的第一纬密度采样值、第一织物层的第二纬密度采样值和双层织物的宽度采样值;
16.步骤s4:控制器获取第一纬密度采样值、第二纬密度采样值和宽度采样值,并将第一纬密度采样值、第二纬密度采样值与纬密度设定值进行比较,将宽度采样值与宽度设定值进行比较;
17.若第一纬密度采样值大于纬密度设定值,则控制器向第一变频器输入反向第一模拟信号,降低第一变频器频率;
18.若第一纬密度采样值小于纬密度设定值,则控制器向第一变频器输入正向第一模拟信号,提高第一变频器频率;
19.若第二纬密度采样值大于纬密度设定值,则控制器向第二变频器输入反向第二模拟信号,降低第二变频器频率;
20.若第二纬密度采样值小于纬密度设定值,则控制器向第二变频器输入正向第二模拟信号,提高第二变频器频率;
21.若宽度采样值大于宽度设定值,则控制器向第三变频器输入正向第三模拟信号,提高第三变频器频率;
22.若宽度采样值小于宽度设定值,则控制器向第三变频器输入反向第三模拟信号,降低第三变频器频率;
23.步骤s5:重复步骤s3和步骤s4,直到双机同步编织装置停止工作。
24.在一些实施例中,步骤s4中的第一模拟信号、第二模拟信号和第三模拟信号通过以下方法获得:
25.根据纬密度设定值,获得pid控制算法;
26.将纬密度设定值和第一纬密度采样值输入到pid控制算法中,经过计算得到第一模拟信号;
27.将纬密度设定值和第二纬密度采样值输入到pid控制算法中,经过计算得到第二模拟信号;
28.根据宽度采样值与纬密度设定值计算出第三纬密度采样值,并将第三纬密度采样值和纬密度设定值输入到pid控制算法中,经过运算得到第三模拟信号。
29.如上所述,本发明提供的双机同步编织装置,在plc控制下,根据双层织物工艺要求的纬密度,采用pid控制算法对各电机的转速进行适应调整,使各电机的转速能够按照系统设定值进行运行,保证了第一圆织机、第二圆织机和收卷机之间的同步工作,使双层织物的纬密度符合生产工艺要求,提高了产品质量及合格率;同时,本发明提供的双机同步编织
装置,避免了双层织物生产时候的两次牵引工艺,减少了工序的浪费,可以节约成本。
附图说明
30.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域的技术人员来讲,还可以根据这些附图获得其他的附图。
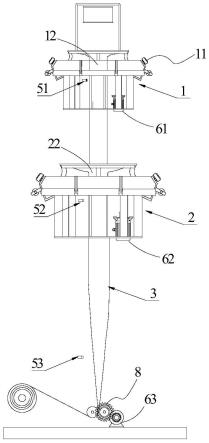
31.图1为一种双机同步编织装置示意图;
32.图2为图1所示的双机同步编织装置的控制原理图;
33.图3为双机同步编织装置的控制原理图的一具体实施例;
34.图4为图1所示的双机同步编织装置的控制方法流程图。
35.附图标记说明:
36.1-第一圆织机,11-开关面板,12-第一洞孔;
37.2-第二圆织机,22-第二洞孔;
38.3-双层织物;
39.41-主控制器,42-输入单元,43-输出单元;
40.5-传感器模块,51-第一传感器,52-第二传感器,53-第三传感器;
41.61-第一电机,62-第二电机,63-第三电机;
42.71-第一变频器,72-第二变频器,73-第三变频器;
43.8-收卷机。
具体实施方式
44.下面将结合本发明实施例的附图,对本发明的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.如图1所示,本发明提供了一种双机同步编织装置,该装置可以用于编织双层织物,该织物由外到内至少设置有第一织物层、第二织物层,例如消防水带。双机同步编织装置包括第一圆织机1和第二圆织机2,第一圆织机1和第二圆织机2在同一竖直方向上,且第一圆织机1位于第二圆织机2的上方;第一圆织机1中设置有供第二织物层经过的第一洞孔12,第二圆织机2中设置有供第一织物层经过的第二洞孔22,第一洞孔12和第二洞孔22的中心轴线在同一竖直线上。第一圆织机1包括若干个第一梭子,用于编织第二织物层,第二圆织机2包括若干个第二梭子,用于编织第一织物层,牵引第二织物层逐步进入到第一织物层中,形成双层织物3。由于第一织物层需要嵌入进第二织物层中,所以第一洞孔12的直径可以小于第二洞孔22的直径。在一些实施例中,根据织物的生产工艺要求,将第一圆织机1和第二圆织机2之间的垂直距离可设置在1.6-1.8m之间,例如1.7m、1.75m等,保证第一织物层具有合适的牵引距离。在一实施例中,在第二圆织机2的下方,设置有一收卷机8,用于牵引收卷双层织物3。
46.如图1和如图2所示,双机同步编织装置中设置有第一电机61、第二电机62和第三电机63,第一电机61设置在第一圆机1中,用于带动第一梭子运动,编织第二织物层,第二电
机62设置在第二圆织机2中,用于带动第二梭子运动,编织第一织物层,第三电机63设置在收卷机8附近,用于带动收卷机8转动。各电机的运行速度受变频器控制,第一变频器71的控制端连接第一电机61,控制第一电机61的运行速度,第二变频器72的控制端连接第二电机62,控制第二电机62的运行速度,第三变频器73的控制端连接第三电机63,控制第三电机63的运行速度。
47.双机同步编织装置中还设置有传感器模块5,包括第一传感器51、第二传感器52和第三传感器53,第一传感器51设置在第一圆织机1靠近第二织物层附近,用于测量第二织物层的纬密度,第二传感器52设置在第二圆织机2靠近第一织物层附近,用于测量第一织物层的纬密度,第三传感器53设置在第二圆织机2下方靠近双层织物3附近,用于测量双层织物3的宽度。在一些实施例中,第一传感器51、第二传感器52为密度测量传感器,例如可以采用超声波/激光密度测试设备,第三传感器53为宽度测量传感器,例如可以采用超声波/激光宽度测量设备。
48.如图2所示,本发明提供的双机同步编织装置还包括控制器,用于控制第一圆织机1、第二圆织机2和收卷机工作,所述控制器包括主控制器41、输入单元42和输出单元43。主控制器41通过控制第一变频器71、第二变频器72和第三变频器73的输出频率,从而控制第一电机61、第二电机62和第三电机63的运行速度,进而控制第一梭子和第二梭子的转速,控制收卷机的牵引速度。输入单元42至少具有3个输入端,各个输入端分别与第一传感器51、第二传感器52和第三传感器53的输出端连接,获取各个传感器采集到的第一织物层和第二织物层的纬密度或双层织物的宽度值;输出单元43至少具有3个输出端,各个输出端分别连接第一变频器71、第二变频器72和第三变频器73;主控制器41从输入单元42中获取第一织物层和第二织物层的纬密度或双层织物的宽度值,主控制器41通过输出单元43将控制信号发送给第一变频器71、第二变频器72和第三变频器73,从而控制第一电机61、第二电机62和第三电机63的运行速度。
49.如图3所示,主控制器41采用三菱公司型号为fx3ga-24mt的plc控制器,该型号的plc控制器具备灵活、丰富的扩展功能,适用于不同行业的应用控制。输入单元42采用三菱公司型号为fx3u-4ad的4通道ad输入单元,其输入端vi1、vi2、vi3分别与第一传感器51、第二传感器52和第三传感器53的输出端连接;输出单元43采用三菱公司型号为fx3u-4da的4通道da输出单元,其输出端ai1、ai2、ai3分别与第一变频器71、第二变频器72和第三变频器73连接。在本实施例中,输入单元42和输出单元43分别作为fx3ga-24mt plc控制器的扩展输入单元和扩展输出单元,即增加了输入输出接口,也扩大了存储空间,提高运行速度。
50.如图1所示,第一圆织机1和第二圆织机2上设置有多个开关面板11,每个开关面板11上设置有多个开关按钮,各开关按钮分别与主控制器41的x0-x11输入端连接,实现对第一圆织机1、第二圆织机2和收卷机8的启动、停止、急停等功能。在一些实施例中,fx3ga-24mt plc控制器的x0输入端与总启动开关按钮连接,用于控制第一圆织机1、第二圆织机2和收卷机8的同时启动工作,x1输入端与总停止开关按钮连接,用于控制第一圆织机1、第二圆织机2和收卷机8的同时停止工作,x2输入端与手自动切换开关按钮连接,用于选择手动模式或自动模式,其中,在手动模式下,plc控制器对第一圆织机1、第二圆织机2和收卷机8进行独立控制,第一圆织机1、第二圆织机2和收卷机8独立工作,互不影响;在自动模式下,plc控制器对第一圆织机1、第二圆织机2和收卷机8进行同步控制,使第一圆织机1、第二圆
织机2和收卷机8实现同步工作。前面所述的plc控制器控制第一圆织机1、第二圆织机2和收卷机8的同时启动工作需要在自动模式下才能进行。x3-x10共六个输入端分别与不同开关按钮连接,分别控制第一圆织机1、第二圆织机2和收卷机8的启动、停止,x11输入端与急停开关按钮连接,用于控制第一圆织机1、第二圆织机2和收卷机8的急停。fx3ga-24mt plc控制器的y0、y1输出端连接第一变频器71的受控端,控制第一电机61的启动和正反转;y2、y3输出端连接第二变频器72的受控端,控制第二电机62的启动和正反转;y4、y5输出端连接第三变频器73的受控端,控制第三电机63的启动和正反转。
51.本发明还提供了一种编织控制方法,应用于上面所述的双机同步编织装置中。下面以编织双层织物,且双层织物的第一织物层和第二织物层的纬密度相同为例对本发明提供的编织控制方法进行描述,如图4所示,该控制方法包括以下步骤:
52.步骤s1:启动第一圆织机1、第二圆织机2、收卷机8同时工作,获取纬密度设定值;
53.将工作模式选择为自动工作模式,同时按下开关面板11上的总启动按钮,启动第一圆织机1、第二圆织机2、收卷机8同时工作。此时,第一变频器71、第二变频器72和第三变频器73以预先设定好的初始频率控制各电机的转速,该初始频率是根据织物的纬密度设定值进行设定,将织物的纬密度工艺要求值作为纬密度设定值,不同材质的织物,其纬密度设定值不同。在本实施例中,因为双层织物的第一织物层和第二织物层的纬密度相同,则各变频器的初始频率相同。
54.plc控制器根据纬密度设定值计算双层织物3的宽度设定值,将纬密度设定值和宽度设定值存储于控制器中。
55.第一变频器71以初始频率驱动第一电机61带动第一圆织机1中的第一梭子编织第二织物层,第二变频器72以初始频率驱动第二电机62带动第二圆织机2中的第二梭子编织第一织物层,第二织物层被逐渐牵引进入到第一织物层中,形成双层织物3,第三变频器73以初始频率驱动第三电机63带动收卷机8以一定牵引速度收卷双层织物3。
56.步骤s2:实时采集第二织物层的第一纬密度采样值、第一织物层的第二纬密度采样值和双层织物3的宽度采样值;
57.在实际生产过程中,各电机不能保持一直以初始设定的转速运行,会出现一定的波动,偏离原来的转速,如停机换纬线时,电机的当前转速会产生波动,这时候就需对电机转速进行调整,将各变频器的输出频率调整到初始设定值,各电机以初始设定的转速带动第一圆织机1、第二圆织机2和收卷机8同步工作,保证第一织物层、第二织物层及最终形成的双层织物3的纬密度符合生产工艺要求。
58.在一定的采样周期t内,第一传感器51实时采集第二织物层的第一纬密度采样值,第二传感器52实时采集第一织物层的第二纬密度采样值,第三传感器53实时采集双层织物3的宽度采样值,第一传感器51、第二传感器52和第三传感器53分别将其采样值传送给输入单元42中进行存储。
59.步骤s3:plc控制器获取各传感器的采样值,并根据各采样值调整各变频器的输出频率;
60.plc控制器从输入单元42中获取第一纬密度采样值、第二纬密度采样值和宽度采样值,并分别将第一纬密度采样值、第二纬密度采样值和宽度采样值输入到pid控制算法中进行运算,得到控制各变频器的模拟信号。在一些实施例中,我们可以采用以下pid控制法
模型:
[0061][0062]
其中,k
p
为比例增益,t
t
为积分常数,td为微分时间常数,e(t)为给定值与采样值之差,u(t)为pid控制算法的输出,为电压模拟信号或电流模块信号,即为plc控制器输入给变频器的模拟信号,用以调整电机的转速。
[0063]
根据不同织物的纬密度工艺要求,我们对pid控制算法的参数进行了设定,如当织物纬密度是24束/10cm,我们可以设置k
p
=6,t
t
=5,td=6,这时pid控制算法就确定了,当然pid控制算法的参数也可以在自动模式下自动调整。我们根据不同织物的纬密度设计了不同的pid控制算法,我们只需要将各给定值与采样值输入到pid控制算法中,通过运算就能得到相应输出。
[0064]
将第一纬密度采样值与纬密度设定值输入到pid控制算法中,经过运算得到第一模拟信号;将第二纬密度采样值与纬密度设定值输入到pid控制算法中,经过运算得到第二模拟信号;先根据宽度采样值与纬密度设定值计算出第三纬密度采样值,并将第三纬密度采样值和纬密度设定值输入到pid控制算法中,经过运算得到第三模拟信号。
[0065]
若第一纬密度采样值大于纬密度设定值,则plc控制器向第一变频器输入反向的第一模拟信号,降低第一变频器频率;若第一纬密度采样值小于纬密度设定值,则控制器向第一变频器输入正向第一模拟信号,提高第一变频器频率。
[0066]
若第二纬密度采样值大于纬密度设定值,则控制器向第二变频器输入反向第二模拟信号,降低第二变频器频率;若第二纬密度采样值小于纬密度设定值,则控制器向第二变频器输入正向第二模拟信号,提高第二变频器频率。
[0067]
若宽度采样值大于宽度设定值,则控制器向第三变频器输入正向第三模拟信号,提高第三变频器频率;若宽度采样值小于宽度设定值,则控制器向第三变频器输入反向第三模拟信号,降低第三变频器频率。
[0068]
步骤s4:重复步骤s2和步骤s3,直到双机同步编织装置停止工作。
[0069]
通过重复执行上述步骤s2和步骤s3,不断调整第一变频器71、第二变频器72和第三变频器73的输出频率,使各变频器的输出频率逐步逼近初始设定值,这样,之前产生波动的电机转速又能够维持在初始设定转速上运行,甚至等于初始设定转速,使得第一电机61、第二电机62和第三电机63的速度同步,进而使得第一梭子、第二梭子的转速和收卷机8的牵引速度达到同步,这样第一圆织机1、第二圆织机2和收卷8实现同步工作,使生产的双层织物3的纬密度达到生产工艺要求,避免了由于停机换纬线等情况导致电机转速产生波动,使得形成的双层织物的配合度产生一定偏差的问题。
[0070]
当形成双层织物3的第一织物层和第二织物层的纬密度不一样时,可以设定第二织物层对应的第一纬密度设定值、第一织物层对应的第二纬密度设定值和双层织物3外层对应的第三层纬密度设定值,其实第二纬密度设定值和第三纬密度设定值是相等的,则第一变频器71的初始频率根据第一纬密度设定值进行设定,第二变频器72和第三变频器73的初始频率根据第二纬密度设定值进行设定。对于双层织物的各层织物的纬密度不同的控制方法其原理和上述方法原理一样,在此就不再重复赘述。
[0071]
可以理解的是,以上关于本发明的具体描述,仅用于说明本发明而并非受限于本
发明实施例所描述的技术方案,本领域的普通技术人员应当理解,仍然可以对本发明进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。