1.本公开涉及一种用于消费品的容器,容器包括密封隔室和包括未密封区域的进入区域。本公开涉及一种制造包装的气溶胶生成制品的方法。
背景技术:
2.已知将消费品包装在容器中,所述容器包括上覆彼此的两层材料以形成消费品定位在其中的隔室。在一些实例中,两层材料可密封到彼此以形成消费品定位在其中的密封隔室。为了打开密封容器,可能需要将材料层中的一层剥离另一材料层。期望制造消费者容易打开的容器。然而,还期望制造降低容器意外打开的风险的容器。通常,提供难以意外打开但在期望时易于打开的容器是具有挑战性的。
技术实现要素:
3.根据本公开的第一方面,提供了一种用于消费品的容器,该容器包括第一基底层和上覆第一基底层的第二基底层。第一基底层的第一部分和第二基底层的第一部分形成隔室区域,其中隔室区域的周边完全密封以形成用于容纳一个或多个消费品的密封隔室。第一基底层的第二部分和第二基底层的第二部分形成直接邻近隔室区域的进入区域。进入区域包括未密封区域,其中进入区域的周边围绕未密封区域延伸。第一基底层在进入区域的周边处附接到第二基底层。未密封区域由隔室区域的完全密封周边与密封隔室分离。容器进一步包括至少部分地在进入区域的未密封区域内延伸的弱化线。
4.如本文中所用,术语“密封的”是指容器的一部分,在该部分处,第一基底层固定到第二基底层。当指容器的区域的周边时,术语“完全密封的”是指沿着周边长度的100%密封的周边。
5.如本文中所用,术语“直接邻近”用于指容器的第一部分邻近容器的第二部分,而容器没有任何介入部分定位在第一部分与第二部分之间。进入区域直接邻近隔室区域。
6.为了便于参考,进入区域的周边在本文中可称为“进入区域周边”。隔室区域的周边在本文中可称为“隔室区域周边”。
7.有利地,进入区域的未密封区域便于由用户打开容器。例如,在破开未密封区域中的弱化线之后,用户可用一只手在未密封区域处抓握第一基底层,并且用另一只手在未密封区域处抓握第二基底层,然后沿着完全密封隔室区域周边的至少部分将第一基底层剥离第二基底层。
8.有利地,在进入区域的周边处将第一基底层附接到第二基底层可降低容器意外打开的风险,或防止容器意外打开。例如,在进入区域周边处将第一基底层附接到第二基底层可防止用户在未密封区域处分别抓握第一基底层和第二基底层。
9.有利地,提供至少部分地在未密封区域内延伸的弱化线可在期望时便于用户打开容器。例如,通过沿着未密封区域中的弱化线破开第一基底层和第二基底层中的至少一个,可允许用户在未密封区域处分别抓握第一基底层和第二基底层。
10.未密封区域可由隔室区域的完全密封周边和进入区域的周边与密封隔室分离。
11.弱化线可仅在第一基底层和第二基底层中的一个中。有利地,在第一基底层和第二基底层中的仅一个中提供弱化线可便于当第一基底层或第二基底层沿着弱化线破开时容器保持为单件。有利地,当容器已经打开并且不再需要时,这可通过使用户丢弃的容器件的数量最小化来减少或防止乱丢废物。例如,在弱化线仅在第一基底层中的实施例中,即使当容器沿着弱化线破开时第一基底层破开成两件,第一基底层的两件仍可通过完全密封隔室区域周边和进入区域周边而保持附接到单个第二基底层。
12.弱化线可在第一基底层和第二基底层两者中。有利地,在第一基底层和第二基底层两者中提供弱化线可便于在未密封区域中将第一基底层和第二基底层两者的破开。有利地,破开第一基底层和第二基底层两者可便于用户在未密封区域处分别抓握第一基底层和第二基底层。
13.弱化线可在容器的第一边缘与容器的第二边缘之间延伸。
14.有利地,在容器的第一边缘与容器的第二边缘之间延伸的弱化线可便于用户沿着弱化线破开第一基底层和第二基底层中的至少一个。例如,从第一基底层的第一边缘或第一基底层的第二边缘开始,用户可沿着弱化线撕开或以其它方式破开第一基底层和第二基底层中的至少一个。
15.有利地,当容器已沿着弱化线破开时,在容器的第一边缘与容器的第二边缘之间延伸的弱化线可便于容器的一部分的拆开,所述部分包括进入区域的未密封区域的一部分。有利地,拆开包括未密封区域的一部分的容器的一部分可便于用户在进入区域的未密封区域的其余部分处分别抓握第一基底层和第二基底层。
16.进入区域的周边可包括至少一个未密封部分,其中弱化线跨越至少一个未密封部分延伸。有利地,一旦容器已沿着弱化线破开,则至少一个未密封部分可便于用户在进入区域的周边处分别抓握第一基底层和第二基底层。有利地,至少一个未密封部分可定位在容器的边缘处。有利地,一旦容器已沿着弱化线破开,则将至少一个未密封部分定位在容器的边缘处可便于用户在容器的边缘处分别抓握第一基底层和第二基底层。有利地,在容器的边缘处分别抓握第一基底层和第二基底层可减小在打开容器时沿着密封隔室区域周边将第一基底层与第二基底层分离所需的力。
17.至少一个未密封部分可包括第一未密封部分和第二未密封部分,其中弱化线的第一端跨越第一未密封部分延伸,并且其中弱化线的第二端跨越第二未密封部分延伸。有利地,一旦容器已沿着弱化线破开,则该构造可进一步便于用户在进入区域处分别抓握第一基底层和第二基底层。第一未密封部分、第二未密封部分和进入区域的未密封区域可在容器的第一边缘与容器的第二边缘之间连续延伸。
18.弱化线可跨越隔室区域的密封周边的一部分延伸。有利地,跨越隔室区域的密封周边的一部分延伸的弱化线可便于在用户沿着弱化线破开容器时打开隔室区域。换句话说,在打开容器时,跨越密封隔室区域周边的一部分延伸的弱化线可便于用户跨越密封隔室区域周边的至少一部分将第一基底层与第二基底层分离。
19.弱化线可包括跨越隔室区域的密封周边的第一部分延伸的第一端和跨越隔室区域的密封周边的第二部分延伸的第二端。有利地,跨越密封隔室区域周边的第一部分和第二部分延伸的弱化线的第一端和第二端可进一步便于在用户沿着弱化线破开容器时打开
隔室区域。
20.优选地,弱化线的中心部分跨越进入区域的未密封区域的一部分延伸。有利地,当打开容器时,用户可首先在弱化线的中心部分处破开容器。有利地,在未密封区域中的弱化线的中心部分处破开容器可允许用户分别抓握第一基底层和第二基底层。有利地,在弱化线的中心部分处将第一基底层拉离第二基底层可将弱化线的破开从中心部分同时进一步传播到弱化线的第一端和弱化线的第二端。
21.弱化线可为线性的。换句话说,弱化线可沿着基本上直线延伸。有利地,线性弱化线可便于容器的简单制造。有利地,线性弱化线可便于用户沿着弱化线撕开或以其它方式破开容器。线性弱化线在弱化线在容器的第一边缘与容器的第二边缘之间延伸的实施例中可能是特别有利的。
22.弱化线的至少一部分可为弯曲的。有利地,当容器沿着弱化线破开时,弯曲的弱化线可便于向第一基底层和第二基底层中的至少一个的一部分提供期望的形状。
23.进入区域的周边可完全密封。有利地,完全密封的进入区域周边可进一步降低容器意外打开的风险。
24.弱化线可为仅在第一基底层中的第一弱化线,容器进一步包括仅在第二基底层中的第二弱化线。
25.优选地,第二弱化线至少部分地在进入区域的未密封区域内延伸。有利地,当容器沿着第一弱化线和第二弱化线破开时,至少部分地在进入区域的未密封区域内延伸的第二弱化线可进一步便于用户在未密封区域处分别抓握第一基底层和第二基底层。
26.第二弱化线可至少部分地上覆第一弱化线。有利地,至少部分地上覆第一弱化线的第二弱化线可便于用户同时沿着第一弱化线和第二弱化线两者破开容器。
27.第二弱化线可具有与第一弱化线不同的形状。有利地,当容器沿着第一弱化线和第二弱化线破开时,具有与第一弱化线不同的形状的第二弱化线可导致第一基底层的一部分具有与第二基底层的一部分不同的形状。有利地,在容器已沿着第一弱化线和第二弱化线破开之后,提供具有与第二基底层的部分形状不同的第一基底层的部分可便于用户在未密封区域处分别抓握第一基底层和第二基底层。有利地,在容器已沿着第一弱化线和第二弱化线破开之后,提供具有与第二基底层的部分形状不同的第一基底层的部分可向容器提供一个或多个附加特征或功能。
28.优选地,第一弱化线和第二弱化线之间的形状差异限定进入区域的未密封区域中第二基底层中的关闭突片。有利地,关闭突片可在容器已沿着第一弱化线和第二弱化线破开之后便于容器的重新关闭。例如,第一基底层的一部分可塞入由第二基底层形成的关闭突片下方,以将第一基底层保持在关闭位置。
29.优选地,第一基底层和第二基底层中的至少一个的第一部分包括凹部,其中凹部至少部分地限定用于容纳一个或多个消费品的隔室。有利地,凹部可增加隔室的存储容量。有利地,凹部可便于在容器制造期间将一个或多个消费品定位在隔室内。有利地,凹部可便于将一个或多个消费品保持在隔室内。
30.第一基底层的第一部分可包括凹部,并且第二基底层可为基本上平面的。第二基底层的第一部分可包括凹部,并且第一基底层可为基本上平面的。
31.第一基底层的第一部分可包括第一凹部,并且第二基底层的第一部分可包括上覆
第一凹部的第二凹部,其中第一凹部和第二凹部一起限定用于接收一个或多个消费品的隔室。优选地,第一凹部和第二凹部为相同的尺寸。优选地,第一凹部和第二凹部为相同的形状。
32.弱化线可包括穿孔线、折叠线、折痕线和划线中的至少一者。优选地,弱化线包括穿孔线。有利地,穿孔线可在第一基底层、第二基底层或容器的制造过程期间容易形成。有利地,用户可能容易沿着穿孔线破开容器。有利地,穿孔线可便于沿着弱化线撕开容器。
33.在其中容器包括第一弱化线和第二弱化线的实施例中,第一弱化线和第二弱化线中的每一个可包括穿孔线、折叠线、折痕线和划线中的至少一者。优选地,第一弱化线和第二弱化线中的每一个包括穿孔线。
34.第一基底层和第二基底层中的每一个可包括层压材料。层压材料可包括至少一个纸层和至少一个聚合物膜层。有利地,至少一个纸层可为可生物降解的。有利地,至少一个聚合物膜层可便于在第一密封区和第二密封区中的每一个处将第一基底层固定到第二基底层。
35.优选地,至少一个纸层形成第一基底层和第二基底层中的每一个的外表面。优选地,至少一个聚合物膜层形成第一基底层和第二基底层中的每一个的内表面。
36.层压材料可包括纸层、下覆纸层的第一聚合物膜层、下覆第一聚合物膜层的第二聚合物膜层、以及下覆第二聚合物膜层的第三聚合物膜层。有利地,第二聚合物膜层可形成不可渗透的阻挡层。有利地,第一聚合物膜层可将纸层固定到不可渗透的阻挡层。有利地,第三聚合物膜层可便于在完全密封隔室区域周边和进入区域周边中的每一个处将第一基底层固定到第二基底层。第一聚合物膜层和第三聚合物膜层中的每一个可包括聚乙烯。第二聚合物膜层可包括乙烯乙烯醇。
37.第一基底层可使用粘合剂和焊接中的至少一种在完全密封隔室区域周边和进入区域周边中的每一个中固定到第二基底层。第一基底层可使用热焊接在完全密封隔室区域周边和进入区域周边中的每一个中固定到第二基底层。在其中第一基底层和第二基底层中的每一个包括层压材料的实施例中,热焊接可为特别有利的,层压材料包括至少一个纸层和至少一个聚合物膜层。
38.根据本公开的第二方面,根据本文中所描述的任何实施例提供了一种包装的气溶胶生成制品,其包括根据本发明的第一方面的容器。包装的气溶胶生成制品还包括密封在隔室内的气溶胶生成制品。
39.如本文中所用,术语“气溶胶生成制品”指包括能够释放可形成气溶胶的挥发性化合物的气溶胶形成基质的制品。可通过加热气溶胶形成基质来释放此类挥发性化合物。气溶胶生成制品可为一次性的。
40.气溶胶生成制品可为滤嘴香烟或其它吸烟制品,其中气溶胶形成基质包括经燃烧以形成烟的烟草材料。气溶胶生成制品可为烟草材料经过加热而非经过燃烧以形成气溶胶的制品。气溶胶生成制品可为其中含尼古丁气溶胶从烟草材料、烟草提取物或其它尼古丁源生成,而无需燃烧并且在一些情况下无需加热(例如通过化学反应)的制品。
41.气溶胶生成制品可为筒,所述筒包括壳体和定位在壳体内的气溶胶形成基质。气溶胶形成基质可为液体气溶胶形成基质。液体气溶胶形成基质可为含尼古丁液体。筒可构造成用于联接到气溶胶生成装置。
42.如本文中所用,术语“气溶胶生成装置”是指与包括气溶胶形成基质的气溶胶生成制品相互作用以生成气溶胶的装置。
43.如本文中所描述,根据本发明的第一方面的容器的第一基底层和第二基底层中的至少一个可包括至少部分地限定用于接收一个或多个消费品的隔室的凹部。另外,更普遍地已知将消费品包装在包括用于接收消费品的凹部的容器中。当由片材材料形成容器的至少一部分时,可能期望在容器的制造期间将凹部形成到片材材料中。然而,在一些情况下,难以形成足够大小的凹部以适应消费品而不撕开或损坏片材材料。
44.根据本公开的第三方面,提供了一种柱塞辅助热成形工艺,其包括提供模具和柱塞,其中柱塞包括柱塞本体和在柱塞本体的至少一部分上方延伸的弹性体盖。柱塞辅助热成形工艺还包括加热基底材料幅材以形成加热的基底材料幅材,以及将加热的基底材料幅材定位在模具与柱塞之间。柱塞辅助热成形工艺还包括使柱塞的弹性体盖与加热的基底材料幅材接合,并且将柱塞插入模具中以将加热的基底材料幅材形成为模具形状。
45.有利地,根据本发明的柱塞辅助热成形工艺可用于在形成用于消费品的容器时在基底材料中形成凹部。
46.有利地,本发明人已认识到,与使用仅包括柱塞本体的常规柱塞时所可能的相比,提供在柱塞本体的至少一部分上方延伸的弹性体盖可便于形成较深凹部而不撕开或破开基底材料。
47.弹性体盖可由展现弹性或橡胶状特性的任何合适材料形成。
48.柱塞本体可由至少一种金属形成。至少一种金属可包括金属合金。柱塞本体可由钢形成。柱塞本体可由不锈钢形成。
49.优选地,柱塞本体具有包括一个或多个圆形顶点和一个或多个圆形边缘的形状。有利地,圆形顶点和圆形边缘可降低柱塞撕开或破开基底材料的风险。优选地,柱塞本体的至少一部分具有倒圆的长方体形状。
50.优选地,加热基底材料幅材的步骤包括将基底材料幅材加热到约65摄氏度与约95摄氏度之间的温度,优选约65摄氏度与约75摄氏度之间的温度。
51.基底材料幅材可包括层压材料。层压材料可包括至少一个纸层和至少一个聚合物膜层。有利地,至少一个纸层可为可生物降解的。有利地,至少一个聚合物膜层可便于在随后的制造过程中将基底材料幅材固定到一种或多种附加材料。例如,至少一个聚合物膜层可便于使用热焊接将基底材料幅材固定到附加的聚合物材料。
52.优选地,将柱塞的弹性体盖与加热的基底材料幅材接合的步骤包括将柱塞的弹性体盖与至少一个聚合物膜层接合。
53.层压材料可包括纸层、下覆纸层的第一聚合物膜层、下覆第一聚合物膜层的第二聚合物膜层、以及下覆第二聚合物膜层的第三聚合物膜层。有利地,第二聚合物膜层可形成不可渗透的阻挡层。有利地,第一聚合物膜层可将纸层固定到不可渗透的阻挡层。有利地,第三聚合物膜层可便于在第一密封区和第二密封区中的每一个处将第一基底层固定到第二基底层。第一聚合物膜层和第三聚合物膜层中的每一个可包括聚乙烯。第二聚合物膜层可包括乙烯乙烯醇。
54.根据本公开的第四方面,根据本文中所描述的任何实施例提供了一种形成包装的气溶胶生成制品的方法,该方法包括提供第一基底材料幅材,以及使用根据本公开的第三
方面的柱塞辅助热成形工艺在第一基底材料幅材中形成第一凹部。该方法还包括将气溶胶生成制品定位在第一凹部中,提供第二基底材料幅材,以及将第二基底材料幅材定位在气溶胶生成制品和第一基底材料幅材上方。该方法还包括围绕气溶胶生成制品将第二基底材料幅材固定到第一基底材料幅材,以在第一基底材料幅材与第二基底材料幅材之间形成隔室,其中第一凹部至少部分地限定隔室,并且其中气溶胶生成制品密封在隔室内。该方法还包括切割第一基底材料幅材和第二基底材料幅材以形成包装的气溶胶生成制品,包装的气溶胶生成制品包括气溶胶生成制品和容器,所述容器包括第一基底层、第二基底层和隔室。
55.根据本文中所描述的任何实施例,该方法可进一步包括使用根据本公开的第三方面的柱塞辅助热成形工艺在第二基底材料幅材中形成第二凹部。优选地,将第二基底材料幅材定位在气溶胶生成制品和第一基底材料幅材上方的步骤包括将第二凹部定位在气溶胶生成制品上方,其中第一凹部和第二凹部一起限定隔室。
56.气溶胶生成制品可包括本文中参考本公开的第二方面所述的可选或优选特征中的任一个。
57.根据本公开的第五方面,提供了一种形成包装的气溶胶生成制品的方法,该方法包括提供第一基底材料幅材,以及将气溶胶生成制品定位在第一基底材料幅材上。该方法还包括提供第二基底材料幅材,以及将第二基底材料幅材定位在气溶胶生成制品和第一基底材料幅材上方。该方法还包括将第一基底材料幅材的第一部分固定到第二基底材料幅材的第一部分以形成隔室区域,其中隔室区域的周边完全密封以形成密封隔室,并且其中气溶胶生成制品包含在密封隔室内。该方法还包括将第一基底材料幅材的第二部分固定到第二基底材料幅材的第二部分,以形成直接邻近隔室区域的进入区域,其中进入区域包括未密封区域,其中进入区域的周边围绕未密封区域延伸,其中第一基底层在进入区域的周边处附接到第二基底层,并且其中未密封区域由隔室区域的完全密封周边与密封隔室分离。该方法还包括在第一基底材料幅材和第二基底材料幅材中的至少一个中形成弱化线,其中弱化线至少部分地在进入区域的未密封区域内延伸。该方法还包括切割第一基底材料幅材和第二基底材料幅材以形成包装的气溶胶生成制品,包装的气溶胶生成制品包括气溶胶生成制品和容器,所述容器包括第一基底层、第二基底层、隔室区域、进入区域和弱化线。
58.有利地,进入区域的未密封区域便于由用户打开容器。例如,用户可用一只手在未密封区域处抓握第一基底层,并且用另一只手在未密封区域处抓握第二基底层,然后沿着完全密封隔室区域周边的至少部分将第一基底层剥离第二基底层。
59.有利地,在进入区域的周边处将第一基底层附接到第二基底层可降低容器意外打开的风险,或防止容器意外打开。例如,在进入区域周边处将第一基底层附接到第二基底层可防止用户在未密封区域处分别抓握第一基底层和第二基底层。
60.有利地,提供至少部分地在未密封区域内延伸的弱化线可在期望时便于用户打开容器。例如,通过沿着未密封区域中的弱化线破开第一基底层和第二基底层中的至少一个,可允许用户在未密封区域处分别抓握第一基底层和第二基底层。
61.根据本文中所描述的任何实施例,根据本公开的第五方面的方法形成的包装的气溶胶生成制品可为根据本公开的第二方面的包装的气溶胶生成制品。
62.未密封区域可由隔室区域的完全密封周边和进入区域的周边与密封隔室分离。
63.形成弱化线的步骤可包括在第一基底材料幅材和第二基底材料幅材中的仅一者
中形成弱化线。有利地,在第一基底层和第二基底层中的仅一个中提供弱化线可便于当第一基底层或第二基底层沿着弱化线破开时容器保持为单件。有利地,当容器已经打开并且不再需要时,这可通过使用户丢弃的容器件的数量最小化来减少或防止乱丢废物。例如,在弱化线仅在第一基底层中的实施例中,即使当容器沿着弱化线破开时第一基底层破开成两件,第一基底层的两件仍可通过完全密封隔室区域周边和进入区域周边而保持附接到单个第二基底层。
64.形成弱化线的步骤可包括在第一基底材料幅材和第二基底材料幅材两者中形成弱化线。有利地,在第一基底层和第二基底层两者中提供弱化线可便于在未密封区域中将第一基底层和第二基底层两者的破开。有利地,破开第一基底层和第二基底层两者可便于用户在未密封区域处分别抓握第一基底层和第二基底层。
65.弱化线可在容器的第一边缘与容器的第二边缘之间延伸。
66.有利地,在容器的第一边缘与容器的第二边缘之间延伸的弱化线可便于用户沿着弱化线破开第一基底层和第二基底层中的至少一个。例如,从第一基底层的第一边缘或第一基底层的第二边缘开始,用户可沿着弱化线撕开或以其它方式破开第一基底层和第二基底层中的至少一个。
67.有利地,当容器已沿着弱化线破开时,在容器的第一边缘与容器的第二边缘之间延伸的弱化线可便于容器的一部分的拆开,所述部分包括未密封区域的一部分。有利地,拆开包括未密封区域的一部分的容器的一部分可便于用户在未密封区域的其余部分处分别抓握第一基底层和第二基底层。
68.进入区域的周边可包括至少一个未密封部分,其中弱化线跨越至少一个未密封部分延伸。有利地,一旦容器已沿着弱化线破开,则至少一个未密封部分可便于用户在进入区域的周边处分别抓握第一基底层和第二基底层。有利地,至少一个未密封部分可定位在容器的边缘处。有利地,一旦容器已沿着弱化线破开,则将至少一个未密封部分定位在容器的边缘处可便于用户在容器的边缘处分别抓握第一基底层和第二基底层。有利地,在容器的边缘处分别抓握第一基底层和第二基底层可减小在打开容器时沿着密封隔室区域周边将第一基底层与第二基底层分离所需的力。
69.至少一个未密封部分可包括第一未密封部分和第二未密封部分,其中弱化线的第一端跨越第一未密封部分延伸,并且其中弱化线的第二端跨越第二未密封部分延伸。有利地,一旦容器已沿着弱化线破开,则该构造可进一步便于用户在进入区域处分别抓握第一基底层和第二基底层。第一未密封部分、第二未密封部分和进入区域的未密封区域可在容器的第一边缘与容器的第二边缘之间连续延伸。
70.弱化线可跨越隔室区域的密封周边的一部分延伸。有利地,跨越隔室区域的密封周边的一部分延伸的弱化线可便于在用户沿着弱化线破开容器时打开隔室区域。换句话说,在打开容器时,跨越密封隔室区域周边的一部分延伸的弱化线可便于用户跨越密封隔室区域周边的至少一部分将第一基底层与第二基底层分离。
71.弱化线可包括跨越隔室区域的密封周边的第一部分延伸的第一端和跨越隔室区域的密封周边的第二部分延伸的第二端。有利地,跨越密封隔室区域周边的第一部分和第二部分延伸的弱化线的第一端和第二端可进一步便于在用户沿着弱化线破开容器时打开隔室区域。
72.优选地,弱化线的中心部分跨越进入区域的未密封区域的一部分延伸。有利地,当打开容器时,用户可首先在弱化线的中心部分处破开容器。有利地,在未密封区域中的弱化线的中心部分处破开容器可允许用户分别抓握第一基底层和第二基底层。有利地,在弱化线的中心部分处将第一基底层拉离第二基底层可将弱化线的破开从中心部分同时进一步传播到弱化线的第一端和弱化线的第二端。
73.弱化线可为线性的。换句话说,弱化线可沿着基本上直线延伸。有利地,线性弱化线可便于容器的简单制造。有利地,线性弱化线可便于用户沿着弱化线撕开或以其它方式破开容器。线性弱化线在弱化线在容器的第一边缘与容器的第二边缘之间延伸的实施例中可能是特别有利的。
74.弱化线的至少一部分可为弯曲的。有利地,当容器沿着弱化线破开时,弯曲的弱化线可便于向第一基底层和第二基底层中的至少一个的一部分提供期望的形状。
75.进入区域的周边可完全密封。有利地,完全密封的进入区域周边可进一步降低容器意外打开的风险。
76.弱化线可为仅在第一基底材料幅材中的第一弱化线,该方法进一步包括仅在第二基底材料幅材中形成第二弱化线的步骤。
77.优选地,第二弱化线至少部分地在进入区域的未密封区域内延伸。有利地,当容器沿着第一弱化线和第二弱化线破开时,至少部分地在进入区域的未密封区域内延伸的第二弱化线可进一步便于用户在未密封区域处分别抓握第一基底层和第二基底层。
78.第二弱化线可至少部分地上覆第一弱化线。有利地,至少部分地上覆第一弱化线的第二弱化线可便于用户同时沿着第一弱化线和第二弱化线两者破开容器。
79.第二弱化线可具有与第一弱化线不同的形状。有利地,当容器沿着第一弱化线和第二弱化线破开时,具有与第一弱化线不同的形状的第二弱化线可导致第一基底层的一部分具有与第二基底层的一部分不同的形状。有利地,在容器已沿着第一弱化线和第二弱化线破开之后,提供具有与第二基底层的部分形状不同的第一基底层的部分可便于用户在未密封区域处分别抓握第一基底层和第二基底层。有利地,在容器已沿着第一弱化线和第二弱化线破开之后,提供具有与第二基底层的部分形状不同的第一基底层的部分可向容器提供一个或多个附加特征或功能。
80.优选地,第一弱化线和第二弱化线之间的形状差异限定进入区域的未密封区域中第二基底层中的关闭突片。有利地,关闭突片可在容器已沿着第一弱化线和第二弱化线破开之后便于容器的重新关闭。例如,第一基底层的一部分可塞入由第二基底层形成的关闭突片下方,以将第一基底层保持在关闭位置。
81.该方法可包括在第一基底材料幅材的第一部分和第二基底材料幅材的第一部分中的至少一个中形成凹部的步骤,其中凹部至少部分地限定用于容纳一个或多个消费品的隔室。有利地,凹部可增加隔室的存储容量。有利地,凹部可便于在容器制造期间将一个或多个消费品定位在隔室内。有利地,凹部可便于将一个或多个消费品保持在隔室内。
82.第一基底材料幅材的第一部分可包括凹部,并且第二基底材料幅材可为基本上平面的。第二基底材料幅材的第一部分可包括凹部,并且第一基底材料幅材可为基本上平面的。
83.形成凹部的步骤包括在第一基底材料幅材的第一部分中形成第一凹部,并且在第
二基底材料幅材的第一部分中形成第二凹部,其中将第二基底材料幅材定位在气溶胶生成制品和第一基底材料幅材上方的步骤包括将第二凹部定位在气溶胶生成制品上方,并且其中第一凹部和第二凹部一起限定隔室。
84.形成凹部的步骤可包括使用柱塞辅助热成形工艺来形成凹部。在其中形成凹部的步骤包括形成第一凹部和形成第二凹部的实施例中,第一凹部和第二凹部中的每一个可使用柱塞辅助热成形工艺形成。
85.根据本文中所描述的任何实施例,柱塞辅助热成形工艺可为根据本公开的第三方面的柱塞辅助热成形工艺。
86.柱塞辅助热成形工艺可包括用模具和柱塞形成凹部的步骤,其中柱塞包括柱塞本体和在柱塞本体的至少一部分上方延伸的弹性体盖。
87.弹性体盖可由展现弹性或橡胶状特性的任何合适材料形成。
88.柱塞本体可由至少一种金属形成。至少一种金属可包括金属合金。柱塞本体可由钢形成。柱塞本体可由不锈钢形成。
89.优选地,柱塞本体具有包括一个或多个圆形顶点和一个或多个圆形边缘的形状。有利地,圆形顶点和圆形边缘可降低柱塞撕开或破开基底材料的风险。优选地,柱塞本体的至少一部分具有倒圆的长方体形状。
90.优选地,柱塞辅助热成形工艺包括将第一基底材料幅材和第二基底材料幅材中的至少一个加热到约65摄氏度与约95摄氏度之间,优选约65摄氏度与约75摄氏度之间的温度的步骤。
91.形成弱化线的步骤可包括形成穿孔线、折叠线、折痕线和划线中的至少一者。优选地,形成弱化线的步骤包括形成穿孔线。有利地,穿孔线可在制造过程期间易于形成。有利地,用户可能容易沿着穿孔线破开容器。有利地,穿孔线可便于沿着弱化线撕开容器。
92.在其中容器包括第一弱化线和第二弱化线的实施例中,第一弱化线和第二弱化线中的每一个可包括穿孔线、折叠线、折痕线和划线中的至少一者。优选地,第一弱化线和第二弱化线中的每一个包括穿孔线。
93.第一基底材料幅材和第二基底材料幅材中的每一个可包括层压材料。在第一基底材料幅材和第二基底材料幅材中的每一个包括层压材料的实施例中,第一基底层和第二基底层中的每一个包括层压材料。
94.层压材料可包括至少一个纸层和至少一个聚合物膜层。有利地,至少一个纸层可为可生物降解的。有利地,至少一个聚合物膜层可便于在完全密封隔室区域周边和进入区域周边中的每一个处将第一基底材料幅材固定到第二基底材料幅材。
95.优选地,至少一个纸层形成第一基底层和第二基底层中的每一个的外表面。优选地,至少一个聚合物膜层形成第一基底层和第二基底层中的每一个的内表面。
96.层压材料可包括纸层、下覆纸层的第一聚合物膜层、下覆第一聚合物膜层的第二聚合物膜层、以及下覆第二聚合物膜层的第三聚合物膜层。有利地,第二聚合物膜层可形成不可渗透的阻挡层。有利地,第一聚合物膜层可将纸层固定到不可渗透的阻挡层。有利地,第三聚合物膜层可便于在完全密封隔室区域周边和进入区域周边中的每一个处将第一基底材料幅材固定到第二基底材料幅材。第一聚合物膜层和第三聚合物膜层中的每一个可包括聚乙烯。第二聚合物膜层可包括乙烯乙烯醇。
97.在完全密封隔室区域周边和进入区域周边中的每一个处将第一基底材料幅材固定到第二基底材料幅材的步骤可包括使用粘合剂和焊接中的至少一种将第二基底材料幅材固定到第一基底材料幅材。第一基底材料幅材可使用热焊接在完全密封隔室区域周边和进入区域周边中的每一个中固定到第二基底材料幅材。在其中第一基底材料幅材和第二基底材料幅材中的每一个包括层压材料的实施例中,热焊接可为特别有利的,层压材料包括至少一个纸层和至少一个聚合物膜层。
98.气溶胶生成制品可为滤嘴香烟或其它吸烟制品,其中气溶胶形成基质包括经燃烧以形成烟的烟草材料。气溶胶生成制品可为烟草材料经过加热而非经过燃烧以形成气溶胶的制品。气溶胶生成制品可为其中含尼古丁气溶胶从烟草材料、烟草提取物或其它尼古丁源生成,而无需燃烧并且在一些情况下无需加热(例如通过化学反应)的制品。
99.气溶胶生成制品可为筒,所述筒包括壳体和定位在壳体内的气溶胶形成基质。气溶胶形成基质可为液体气溶胶形成基质。液体气溶胶形成基质可为含尼古丁液体。筒可构造成用于联接到气溶胶生成装置。筒可包括布置成加热气溶胶形成基质的加热器。加热器可为电加热器。电加热器可布置成当筒联接到气溶胶生成装置时从气溶胶生成装置接收电力的供应。
100.本发明在权利要求书中限定。然而,下文提供了非限制性实例的非详尽清单。这些实例的任何一个或多个特征可与本文中所述的另一实例、实施例或方面的任何一个或多个特征组合。
101.实例ex1:一种用于消费品的容器,所述容器包括:
102.第一基底层;
103.上覆所述第一基底层的第二基底层;
104.其中所述第一基底层的第一部分和所述第二基底层的第一部分形成隔室区域,其中所述隔室区域的周边完全密封以形成用于容纳一个或多个消费品的密封隔室;
105.其中所述第一基底层的第二部分和所述第二基底层的第二部分形成直接邻近所述隔室区域的进入区域,其中所述进入区域包括未密封区域,其中所述进入区域的周边围绕所述未密封区域延伸,其中所述第一基底层在所述进入区域的周边处附接到所述第二基底层,其中所述未密封区域由所述隔室区域的完全密封周边与所述密封隔室分离;并且
106.其中所述容器进一步包括至少部分地在所述进入区域的未密封区域内延伸的弱化线。
107.实例ex2:根据实例ex1的容器,其中所述未密封区域由所述隔室区域的完全密封周边和所述进入区域的周边与所述密封隔室分离。
108.实例ex3:根据实例ex1或ex2的容器,其中所述弱化线仅在所述第一基底层和所述第二基底层中的一个中。
109.实例ex4:根据实例ex1或ex2的容器,其中所述弱化线在所述第一基底层和所述第二基底层两者中。
110.实例ex5:根据任一前述实例的容器,其中所述弱化线在所述容器的第一边缘与所述容器的第二边缘之间延伸。
111.实例ex6:根据任一前述实例的容器,其中所述进入区域的周边包括至少一个未密封部分,并且其中所述弱化线跨越所述至少一个未密封部分延伸。
112.实例ex7:根据实例ex6的容器,其中所述至少一个未密封部分包括第一未密封部分和第二未密封部分,其中所述弱化线的第一端跨越所述第一未密封部分延伸,并且其中所述弱化线的第二端跨越所述第二未密封部分延伸。
113.实例ex8:根据任一前述实例的容器,其中所述弱化线跨越所述隔室区域的密封周边的一部分延伸。
114.实例ex9:根据实例ex8的容器,其中所述弱化线包括跨越所述隔室区域的密封周边的第一部分延伸的第一端和跨越所述隔室区域的密封周边的第二部分延伸的第二端。
115.实例ex10:根据任一前述实例的容器,其中所述弱化线是线性的。
116.实例ex11:根据实例ex1至ex9中任一项的容器,其中所述弱化线的至少一部分是弯曲的。
117.实例ex12:根据任一前述实例的容器,其中所述进入区域的周边完全密封。
118.实例ex13:根据任一前述实例的容器,其中所述弱化线为仅在所述第一基底层中的第一弱化线,所述容器进一步包括仅在所述第二基底层中的第二弱化线。
119.实例ex14:根据实例ex13的容器,其中所述第二弱化线至少部分地在所述进入区域的未密封区域内延伸。
120.实例ex15:根据实例ex13或ex14的容器,其中所述第二弱化线至少部分地上覆所述第一弱化线。
121.实例ex16:根据实例ex13、ex14或ex15的容器,其中所述第二弱化线具有与所述第一弱化线不同的形状。
122.实例ex17:根据实例ex16的容器,其中所述第一弱化线与所述第二弱化线之间的形状差异限定在所述进入区域的未密封区域中的所述第二基底层中的关闭突片。
123.实例ex18:根据任一前述实例的容器,其中所述第一基底层和所述第二基底层中的至少一个的第一部分包括凹部,并且其中所述凹部至少部分地限定用于容纳一个或多个消费品的隔室。
124.实例ex19:根据实例ex18的容器,其中所述第一基底层的第一部分包括第一凹部,其中所述第二基底层的第一部分包括上覆所述第一凹部的第二凹部,并且其中所述第一凹部和所述第二凹部一起限定用于容纳一个或多个消费品的所述隔室。
125.实例ex20:根据任一前述实例的容器,其中所述第一基底层和所述第二基底层中的每一个包括层压材料,并且其中所述层压材料包括至少一个纸层和至少一个聚合物膜层。
126.实例ex21:一种包装的气溶胶生成制品,包括:
127.根据任一前述实例的容器;以及
128.密封在所述隔室内的气溶胶生成制品。
129.实例ex22:一种柱塞辅助热成形工艺,包括:
130.提供模具和柱塞,其中所述柱塞包括柱塞本体和在所述柱塞本体的至少一部分上方延伸的弹性体盖;
131.加热基底材料幅材以形成加热的基底材料幅材;
132.将所述加热的基底材料幅材定位在所述模具与所述柱塞之间;
133.使所述柱塞的弹性体盖与所述加热的基底材料幅材接合;
134.将所述柱塞插入所述模具中以将所述加热的基底材料幅材形成为所述模具的形状。
135.实例ex23:根据实例ex22的柱塞辅助热成形工艺,其中所述弹性体盖由展现弹性或橡胶状特性的材料形成。
136.实例ex24:根据实例ex22或ex23的柱塞辅助热成形工艺,其中所述柱塞本体由至少一种金属形成。
137.实例ex25:根据实例ex22、ex23或ex24的柱塞辅助热成形工艺,其中加热基底材料幅材的所述步骤包括将所述基底材料幅材加热到在65摄氏度至95摄氏度之间的温度。
138.实例ex26:根据实例ex22至ex25中任一项的柱塞辅助热成形工艺,其中所述基底材料幅材包括层压材料,所述层压材料包括至少一个纸层和至少一个聚合物膜层。
139.实例ex27:一种形成包装的气溶胶生成制品的方法,所述方法包括:
140.提供第一基底材料幅材;
141.使用根据实例ex22至ex26中任一项的柱塞辅助热成形工艺在所述第一基底材料幅材中形成第一凹部;
142.将气溶胶生成制品定位在所述第一凹部中;
143.提供第二基底材料幅材;
144.将所述第二基底材料幅材定位在所述气溶胶生成制品和所述第一基底材料幅材上方;
145.围绕所述气溶胶生成制品将所述第二基底材料幅材固定到所述第一基底材料幅材,以在所述第一基底材料幅材与所述第二基底材料幅材之间形成隔室,其中所述第一凹部至少部分地限定所述隔室,并且其中所述气溶胶生成制品密封在所述隔室内;以及
146.切割所述第一基底材料幅材和所述第二基底材料幅材以形成包装的气溶胶生成制品,所述包装的气溶胶生成制品包括所述气溶胶生成制品和容器,所述容器包括第一基底层、第二基底层和隔室。
147.实例ex28:根据实例ex27的方法,进一步包括使用根据实例ex22至ex26中任一项的柱塞辅助热成形工艺在第二基底材料幅材中形成第二凹部,其中将所述第二基底材料幅材定位在所述气溶胶生成制品和所述第一基底材料幅材上方的所述步骤包括将所述第二凹部定位在所述气溶胶生成制品上方,并且其中所述第一凹部和所述第二凹部一起限定所述隔室。
148.实例ex29:一种形成包装的气溶胶生成制品的方法,所述方法包括:
149.提供第一基底材料幅材;
150.将气溶胶生成制品定位在所述第一基底材料幅材上;
151.提供第二基底材料幅材;
152.将所述第二基底材料幅材定位在所述气溶胶生成制品和所述第一基底材料幅材上方;
153.将所述第一基底材料幅材的第一部分固定到所述第二基底材料幅材的第一部分以形成隔室区域,其中所述隔室区域的周边完全密封以形成密封隔室,并且其中所述气溶胶生成制品包含在所述密封隔室内;
154.将所述第一基底材料幅材的第二部分固定到所述第二基底材料幅材的第二部分,
以形成直接邻近所述隔室区域的进入区域,其中所述进入区域包括未密封区域,其中所述进入区域的周边围绕所述未密封区域延伸,其中所述第一基底层在所述进入区域的周边处附接到所述第二基底层,并且其中所述未密封区域由所述隔室区域的完全密封周边与所述密封隔室分离;
155.在所述第一基底材料幅材和所述第二基底材料幅材中的至少一个中形成弱化线,其中所述弱化线至少部分地在所述进入区域的未密封区域内延伸;以及
156.切割所述第一基底材料幅材和所述第二基底材料幅材以形成包装的气溶胶生成制品,所述包装的气溶胶生成制品包括所述气溶胶生成制品和容器,所述容器包括第一基底层、第二基底层、所述隔室区域、所述进入区域和所述弱化线。
157.实例ex30:根据实例ex29的方法,其中所述未密封区域由所述隔室区域的完全密封周边和所述进入区域的周边与所述密封隔室分离。
158.实例ex31:根据实例ex29的方法,其中形成所述弱化线的所述步骤包括在所述第一基底材料幅材和所述第二基底材料幅材中的仅一者中形成所述弱化线。
159.实例ex32:根据实例ex29或ex30的方法,其中形成所述弱化线的所述步骤包括在所述第一基底材料幅材和所述第二基底材料幅材两者中形成所述弱化线。
160.实例ex33:根据实例ex29至ex32中任一项的方法,其中所述弱化线在所述容器的第一边缘与所述容器的第二边缘之间延伸。
161.实例ex34:根据实例ex29至ex33中任一项的方法,其中所述进入区域的周边包括至少一个未密封部分,并且其中所述弱化线跨越所述至少一个未密封部分延伸。
162.实例ex35:根据实例ex34的方法,其中所述至少一个未密封部分包括第一未密封部分和第二未密封部分,其中所述弱化线的第一端跨越所述第一未密封部分延伸,并且其中所述弱化线的第二端跨越所述第二未密封部分延伸。
163.实例ex36:根据实例ex29至ex35中任一项的方法,其中所述弱化线跨越所述隔室区域的密封周边的一部分延伸。
164.实例ex37:根据实例ex36的方法,其中所述弱化线包括跨越所述隔室区域的密封周边的第一部分延伸的第一端和跨越所述隔室区域的密封周边的第二部分延伸的第二端。
165.实例ex38:根据实例ex29至ex37中任一项的方法,其中所述弱化线是线性的。
166.实例ex39:根据实例ex29至ex37中任一项的方法,其中所述弱化线的至少一部分是弯曲的。
167.实例ex40:根据实例ex29至ex39中任一项的方法,其中所述进入区域的周边完全密封。
168.实例ex41:根据实例ex28至ex38中任一项的方法,其中所述弱化线为仅在所述第一基底材料幅材中的第一弱化线,所述方法进一步包括仅在所述第二基底材料幅材中形成第二弱化线的步骤。
169.实例ex42:根据实例ex41的方法,其中所述第二弱化线至少部分地在所述进入区域的未密封区域内延伸。
170.实例ex43:根据实例ex41或ex42的方法,其中所述第二弱化线至少部分地上覆所述第一弱化线。
171.实例ex44:根据实例ex41、ex42或ex43的方法,其中所述第二弱化线具有与所述第
一弱化线不同的形状。
172.实例ex45:根据实例ex44的方法,其中所述第一弱化线与所述第二弱化线之间的形状差异限定在所述进入区域的未密封区域中的所述第二基底层中的关闭突片。
173.实例ex46:根据实例ex29至ex45中任一项的方法,进一步包括在所述第一基底材料幅材的第一部分和所述第二基底材料幅材的第一部分中的至少一个中形成凹部的步骤,其中所述凹部至少部分地限定用于容纳一个或多个消费品的隔室。
174.实例ex47:根据实例ex46的方法,其中所述形成凹部的所述步骤包括在所述第一基底材料幅材的第一部分中形成第一凹部,并且在所述第二基底材料幅材的第一部分中形成第二凹部,其中将所述第二基底材料幅材定位在所述气溶胶生成制品和所述第一基底材料幅材上方的步骤包括将所述第二凹部定位在所述气溶胶生成制品上方,并且其中所述第一凹部和所述第二凹部一起限定隔室。
175.实例ex48:根据实例ex46或ex47的方法,其中所述形成凹部的所述步骤包括使用柱塞辅助热成形工艺来形成所述凹部。
176.实例ex49:根据实例ex48的方法,其中所述柱塞辅助热成形工艺是根据实例ex22至25中任一项的柱塞辅助热成形工艺。
177.实例ex50:根据实例ex29至ex49中任一项的方法,其中所述第一基底材料幅材和所述第二基底材料幅材中的每一个包括层压材料,并且其中所述层压材料包括至少一个纸层和至少一个聚合物膜层。
附图说明
178.现在将参考附图进一步描述若干实施例,其中:
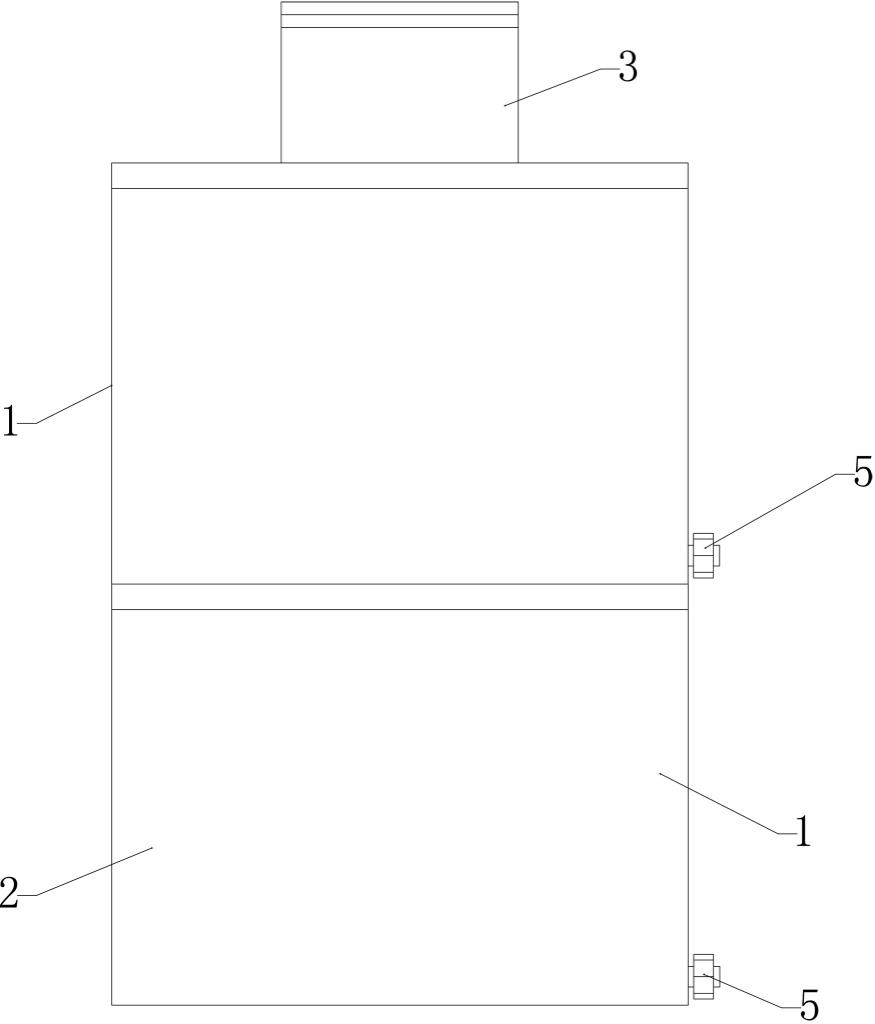
179.图1示出了根据本公开第一实施例的包装的气溶胶生成制品的顶部视图;
180.图2至4示出了沿线1-1截取的图1的包装的气溶胶生成制品的横截面视图;
181.图5示出了根据本公开第二实施例的包装的气溶胶生成制品的顶部视图;
182.图6示出了图5的包装的气溶胶生成制品的底部视图;
183.图7示出了沿线5-5截取的图5和6的包装的气溶胶生成制品的横截面视图;
184.图8至10示出了由线7-7圈绕的图7的包装的气溶胶生成制品的一部分的放大视图;
185.图11至13示出用于在基底材料幅材中热成形凹部的柱塞辅助设备;
186.图14示出了根据本公开的实施例的柱塞辅助热成形工艺的步骤;以及
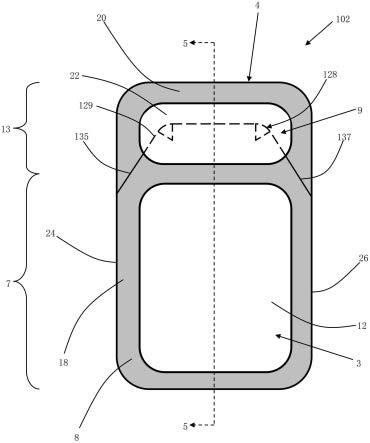
187.图15示出了根据本公开的实施例的形成包装的气溶胶生成制品的方法的步骤。
具体实施方式
188.图1至4示出了根据本公开第一实施例的包装的气溶胶生成制品2。包装的气溶胶生成制品2包括容器4和接收在容器4内的气溶胶生成制品6。容器4包括第一基底层8和上覆第一基底层8的第二基底层10。第一基底层8和第二基底层10中的每一个由层压材料形成,所述层压材料包括形成基底层的外表面的纸层和形成基底层的内表面的聚合物膜层。
189.第一基底层8的第一部分3和第二基底层10的第一部分5形成隔室区域7,其中隔室区域7的周边18由连续热焊接完全密封以形成气溶胶生成制品6定位在其中的密封隔室16。
第一基底层8的第一部分3包括第一凹部12,并且第二基底层10的第一部分5包括第二凹部14,其中第一凹部12和第二凹部14一起限定隔室16。
190.第一基底层8的第二部分9和第二基底层10的第二部分11形成直接邻近隔室区域7的进入区域13,其中进入区域13包括未密封区域22,并且其中进入区域13的周边20围绕未密封区域22延伸。第一基底层8沿着进入区域周边20的部分附接到第二基底层10。进入区域周边20包括未密封区域22的相对侧上的两个未密封部分15,在该处,第一基底层8未附接到第二基底层10。未密封区域22由隔室区域7的完全密封周边18与密封隔室16分离。
191.包括穿孔线的弱化线28设在第一基底层8和第二基底层10中,弱化线28在容器4的第一边缘24与容器4的第二边缘26之间延伸。
192.尽管第一基底层8在未密封区域22处未固定到第二基底层10,但第一基底层8沿着进入区域周边20的长度的部分而附接到第二基底层10使得难以将第一基底层8与第二基底层10分离。因此,第一基底层8沿着进入区域周边20的长度的部分附接到第二基底层10降低了容器4意外打开的风险。
193.打开容器4以从容器4移除气溶胶生成制品6是两步过程。
194.首先,用户沿着弱化线28的整个长度撕开、断开或破开容器4以拆开容器4的一部分,所述部分包括进入区域周边20的一部分。该步骤的结果在图3中示出。
195.其次,用户在未密封区域22处分别抓握第一基底层8和第二基底层10,并且将第一基底层8和第二基底层10拉离彼此,以在密封隔室区域周边18处使第一基底层8与第二基底层10拆开。该步骤在图4中示出。一旦第一基底层8已跨越密封隔室区域周边18的至少一部分与第二基底层10拆开,则气溶胶生成制品6就可从隔室16移除。
196.图5至10示出了根据本公开的第二实施例的包装的气溶胶生成制品102。包装的气溶胶生成制品102类似于参照图1至4描述的包装的气溶胶生成制品2,并且相同的附图标记用于指示相同的部分。
197.包装的气溶胶生成制品102包括容器4和接收在容器4内的气溶胶生成制品6。容器4包括第一基底层8和上覆第一基底层8的第二基底层10。第一基底层8和第二基底层10中的每一个由层压材料形成,所述层压材料包括形成基底层的外表面的纸层和形成基底层的内表面的聚合物膜层。
198.第一基底层8的第一部分3和第二基底层10的第一部分5形成隔室区域7,其中隔室区域7的周边18由连续热焊接完全密封以形成气溶胶生成制品6定位在其中的密封隔室16。第一基底层8的第一部分3包括第一凹部12,并且第二基底层10的第一部分5包括第二凹部14,其中第一凹部12和第二凹部14一起限定隔室16。
199.第一基底层8的第二部分9和第二基底层10的第二部分11形成直接邻近隔室区域7的进入区域13,其中进入区域13包括未密封区域22,并且其中进入区域13的周边20围绕未密封区域22延伸并且完全密封。未密封区域22由隔室区域7的完全密封周边18与密封隔室16分离。
200.第一弱化线128设在第一基底层10中,并且包括跨越未密封区域22的部分延伸的穿孔线129。第一弱化线128还包括第一切割线135,所述第一切割线在穿孔线129的第一端与容器4的第一边缘24之间跨越密封隔室区域周边18延伸。第一弱化线128还包括第二切割线137,所述第二切割线在穿孔线129的第二端与容器4的第二边缘26之间跨越密封隔室区
域周边18延伸。
201.包括穿孔线的第二弱化线131设在第二基底层10中,并且跨越未密封区域22的部分延伸。第二弱化线131具有与第一弱化线128不同的形状,使得第二弱化线131仅部分地上覆第一弱化线128。特别地,第二线弱化线131的端部部分上覆第一线弱化线128的穿孔线129的对应端部部分。然而,第二弱化线131的中心部分成形为限定突片143。在下文中更详细地描述突片143的功能。
202.尽管第一基底层8在未密封区域22处未固定到第二基底层10,但完全密封的进入区域周边20使得难以将第一基底层8与第二基底层10分离。因此,完全密封的进入区域周边20降低了容器4意外打开的风险。
203.打开容器4以从容器4移除气溶胶生成制品6是两步过程。
204.首先,用户弯曲容器4以沿着第一弱化线128破开第一基底层8,并且沿着第二弱化线131破开第二基底层10。该步骤的结果在图8中示出。
205.其次,用户在未密封区域22处分别抓握第一基底层8和第二基底层10,并且将第一基底层8和第二基底层10拉离彼此,以在密封隔室区域周边18处使第一基底层8与第二基底层10拆开。第一基底层8中的第一切割线135和第二切割线137便于在密封隔室区域周边18处将第一基底层8从第二基底层10拆开。该步骤在图9中示出。一旦第一基底层8已跨越密封隔室区域周边18的至少一部分与第二基底层10拆开,则气溶胶生成制品6就可从隔室16移除。
206.图10示出了当第二基底层10沿着第二弱化线131破开时由第二基底层10形成的突片143的功能。突片143通过允许用户将第一基底层8的部分定位在突片143下方的未密封区域22处而便于容器4的重新关闭。例如,当已经使用气溶胶生成制品6时,用户可将气溶胶生成制品6重新插入隔室16中,并且通过将第一基底层8的部分定位在突片143下方的未密封区域22处来重新关闭容器4。然后,使用过的气溶胶生成制品6可承载在容器4中,直到用户可将使用过的气溶胶生成制品6和容器4一起处置。
207.图11至13示出了用于在基底材料幅材中热成形凹部的柱塞辅助设备200。参照图1至10所述,柱塞辅助设备200可用于使第一基底层8和第二基底层10的第一凹部12和第二凹部14热成形。
208.柱塞辅助设备200包括柱塞202,该柱塞包括由不锈钢形成的柱塞本体204和在柱塞本体204的一部分上方延伸的弹性体盖206。柱塞本体204具有倒圆的长方体形状。
209.柱塞辅助设备200还包括由不锈钢形成并且与柱塞202相对定位的模具208。柱塞202和模具208中的每一个布置成沿着形成方向210线性移动。
210.在图11所示的第一构造中,柱塞202和模具208彼此间隔开,并且基底材料幅材212定位在柱塞202与模具208之间。基底材料幅材布置成沿着正交于形成方向210的机器方向214线性移动。
211.为了在基底材料幅材212中形成凹部216,柱塞202和模具208沿着形成方向210朝向彼此推进。柱塞202的弹性体盖206接合基底材料幅材212,并且将基底材料幅材212变形到模具208中。然后,柱塞202和模具208沿着形成方向210从基底材料幅材212抽出,以将形成的凹部216留在基底材料幅材212中。
212.图14示出了根据本公开的实施例的柱塞辅助热成形工艺300的步骤。参照图11至
13的柱塞辅助设备200描述了图14的工艺,但技术人员将认识到,该工艺可使用包括模具和柱塞(包括柱塞本体和弹性体盖)的任何设备来执行。
213.柱塞辅助热成形工艺300包括提供302模具208和柱塞202,柱塞包括柱塞本体204和在柱塞本体204的一部分上方延伸的弹性体盖206。
214.柱塞辅助热成形工艺300还包括加热304基底材料幅材212。加热步骤可通过使基底材料幅材212跨越加热辊和加热板中的至少一个、使加热空气或加热气体在基底材料幅材的表面上撞击、使基底材料幅材穿过烘箱以及它们的组合来进行。
215.柱塞辅助热成形工艺300还包括将加热的基底材料幅材212定位306在模具208与柱塞202之间。例如,通过沿机器方向214推进加热的基底材料幅材212,加热的基底材料幅材212可定位在模具208与柱塞202之间。
216.柱塞辅助热成形工艺300还包括使柱塞202的弹性体盖206与加热的基底材料幅材212接合308,并且将柱塞202插入310模具208中以将加热的基底材料幅材212形成为模具208形状。
217.柱塞辅助热成形工艺300还可包括从加热的基底材料幅材212抽出312模具208和柱塞202,以及推进加热的基底材料幅材212以将加热的基底材料幅材212的不同部分定位在模具208与柱塞202之间。步骤308、310和312可循环重复,以在加热的基底材料幅材212中形成一系列凹部216。
218.图15示出了根据本公开的实施例的形成包装的气溶胶生成制品的方法400的步骤。根据方法400形成的包装的气溶胶生成制品可为参照图1至4描述的包装的气溶胶生成制品2、参照图5至10描述的包装的气溶胶生成制品102、或不同的包装的气溶胶生成制品。
219.方法400包括提供402第一基底材料幅材,并且在第一基底材料幅材中形成404第一凹部。在第一基底材料幅材中形成404第一凹部的步骤可使用柱塞辅助热成形工艺执行。柱塞辅助热成形工艺可为参照图14描述的柱塞辅助热成形工艺300。
220.方法400还包括提供406第二基底材料幅材,并且在第二基底材料幅材中形成408第二凹部。在第二基底材料幅材中形成408第二凹部的步骤可使用柱塞辅助热成形工艺执行。柱塞辅助热成形工艺可为参照图14描述的柱塞辅助热成形工艺300。
221.方法400还包括将气溶胶生成制品定位410在第一基底材料幅材的第一凹部中的步骤。
222.方法400进一步包括将第二基底材料幅材定位412在气溶胶生成制品和第一基底材料幅材上方,使得第二基底材料幅材的第二凹部上覆气溶胶生成制品。
223.该方法400还包括将第一基底材料幅材的第一部分固定414到第二基底材料幅材的第一部分以形成隔室区域,其中隔室区域的周边完全密封以形成密封隔室,并且其中气溶胶生成制品包含在密封隔室内。密封隔室包括第一凹部和第二凹部。优选地,将第二基底材料幅材固定414到第一基底材料幅材的步骤使用热焊接执行。
224.该方法400还包括将第一基底材料幅材的第二部分固定416到第二基底材料幅材的第二部分,以形成直接邻近隔室区域的进入区域,其中进入区域包括未密封区域,其中进入区域的周边围绕未密封区域延伸,其中第一基底层在进入区域的周边处附接到第二基底层,并且其中未密封区域由隔室区域的完全密封周边与密封隔室分离。优选地,将第二基底材料幅材固定416到第一基底材料幅材的步骤使用热焊接执行。
225.应认识到,将第二基底材料幅材固定416到第一基底材料幅材以形成进入区域的步骤可在将第二基底材料幅材固定414到第一基底材料幅材以形成隔室区域的步骤之前执行。
226.应认识到,将第二基底材料幅材固定416到第一基底材料幅材以形成进入区域的步骤可与将第二基底材料幅材固定414到第一基底材料幅材以形成隔室区域的步骤同时执行。
227.该方法400还包括在第一基底材料幅材和第二基底材料幅材中的至少一个中形成418弱化线,其中弱化线至少部分地在进入区域的未密封区域内延伸。
228.应认识到,形成418弱化线的步骤可在前述步骤中的任一项之前执行。
229.形成418弱化线的步骤可包括在第一基底材料幅材中形成第一弱化线,并且在第二基底材料幅材中形成第二弱化线。在步骤412之前执行形成418弱化线的步骤的实施例中,方法400可包括将在第一基底材料幅材中形成第一弱化线和在第二基底材料幅材中形成第二弱化线的单独步骤。
230.方法400还包括切割420第一基底材料幅材和第二基底材料幅材以形成包装的气溶胶生成制品。包装的气溶胶生成制品包括气溶胶生成制品和容器,所述容器包括第一基底层、第二基底层、隔室区域、进入区域和弱化线。
231.出于本说明书和所附权利要求书的目的,除非另有说明,否则表示量、数量、百分比等的所有数字应理解为在所有情况下由术语“约”修饰。此外,所有范围包括公开的最大和最小点,并且包括可能在本文中具体列举或可能未列举的其中的任何中间范围。因此,在此上下文中,数字a理解为a
±
10%a。在此上下文中,数字a可被视为包括对于所述数字a修饰的属性的测量来说在一般标准误差内的数值。在所附权利要求中使用的某些情况下,数字a可偏离上文列举的百分比,条件是a偏离的量不会实质上影响所声称的发明的基本特征和新颖特征。此外,所有范围包括公开的最大和最小点,并且包括可能在本文中具体列举或可能未列举的其中的任何中间范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。