1.本发明涉及热塑性树脂技术领域,尤其涉及一种抗冲击浇筑亚克力乳白板及其制造方法。
背景技术:
2.现有的乳白板在广告行业有很广泛的应用,如街边带灯广告牌,用于广告的板材(乳白板)相比普通的透明亚克力板相比具有较高的雾度和稍低的透光率,灯源一般采用点状的led灯珠。要求透光均匀,不能看到内部的灯珠光源亮点。但现有的板材在实现增韧和提高雾度时,会造成板材的强度降低。
技术实现要素:
3.本发明的实施例提供一种抗冲击浇筑亚克力乳白板及其制造方法,旨在提高板材的强度。
4.为达到上述目的,本发明的实施例采用如下技术方案:
5.一方面,一种抗冲击浇筑亚克力乳白板,以重量份计,包括以下原料:甲基丙烯酸甲酯100份、增韧剂5-15份、引发剂0.02-0.03份、色膏3-8份、离型剂0.001-0.01份、雾剂0.3-1份与增塑剂5-10份。
6.本技术实施例提供的一种抗冲击浇筑亚克力乳白板可有效地提高强度,其板材无缺口冲击强度大于30mpa,远高于普通板材的 17.2mpa。
7.在一些实施例中,所述增韧剂包括端羟基聚丁二烯和端羧基聚丁二烯中的至少一种。
8.在一些实施例中,所述引发剂包括过氧化二苯甲酰和偶氮二异丁腈中的至少一种。
9.在一些实施例中,所述色膏包括钛白粉和炭黑中的至少一种。
10.在一些实施例中,所述离型剂包括硬脂酸锌。
11.在一些实施例中,所述雾剂包括聚苯乙烯、苯乙烯、丙烯酸酯和醋酸乙烯酯类的共聚物中的至少一种,该雾剂用于提高雾度,柔化灯光的作用。
12.在一些实施例中,所述增塑剂包括邻苯二甲酸二辛酯。
13.另一方面,提供一种抗冲击浇筑亚克力乳白板的制造方法,包括如下步骤:
14.a、称取以下重量份原料:甲基丙烯酸甲酯100份、增韧剂5-15 份、引发剂0.02-0.03份、色膏3-8份、离型剂0.001-0.01份、雾剂 0.3-1份与增塑剂5-10份,备用;
15.b、在反应釜中加入甲基丙烯酸甲酯,然后边搅拌边加入增韧剂,并升温搅拌至完全溶解,再加入引发剂反应至甲基丙烯酸甲酯的转化率为8-12%,冷却后得到预聚的浆料;
16.c、将步骤b得到的浆料与色膏、离型剂、雾剂以及增塑剂搅拌混匀,然后再加入引发剂再搅拌与过滤,然后保持真空度在
ꢀ‑
0.7~-0.8mpa脱泡,脱泡后的浆料注入模具中定型、冷却、离型与脱模,得到本发明乳白板。
17.在一些实施例中,在步骤c中,所述过滤的目数为240目。
18.在一些实施例中,在步骤c中,所述脱泡的时间为15-20min。
19.本技术实施例的一种抗冲击浇筑亚克力乳白板的制造方法与上述实施例提供的一种抗冲击浇筑亚克力乳白板能够获得相同的技术效果,此处不再赘述。
具体实施方式
20.对本公开一些实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本公开一部分实施例,而不是全部的实施例。基于本公开所提供的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本公开保护的范围。
21.除非上下文另有要求,否则,在整个说明书和权利要求书中,术语“包括(comprise)”及其其他形式例如第三人称单数形式“包括 (comprises)”和现在分词形式“包括(comprising)”被解释为开放、包含的意思,即为“包含,但不限于”。在说明书的描述中,术语“一个实施例(one embodiment)”、“一些实施例(some embodiments)”、“示例性实施例(exemplary embodiments)”、“示例(example)”、“特定示例(specific example)”或“一些示例(some examples)”等旨在表明与该实施例或示例相关的特定特征、结构、材料或特性包括在本公开的至少一个实施例或示例中。上述术语的示意性表示不一定是指同一实施例或示例。此外,所述的特定特征、结构、材料或特点可以以任何适当方式包括在任何一个或多个实施例或示例中。
22.以下,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。如在本说明书和所附的权利要求书中所使用的单数形式“一个”和“该”也包括复数个指示物,除非所述内容明确说明并非如此。在本公开实施例的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0023]“a、b和c中的至少一个”与“a、b或c中的至少一个”具有相同含义,均包括以下a、b和c的组合:仅a,仅b,仅c,a和b 的组合,a和c的组合,b和c的组合,及a、b和c的组合。
[0024]“a和/或b”,包括以下三种组合:仅a,仅b,及a和b的组合。
[0025]
本文描述了示例性实施方式。为了清楚,放大了层和区域的厚度。本公开示例性实施方式不应解释为局限于本文示出的区域的形状,而是包括因例如制造而引起的形状偏差。例如,示为矩形的蚀刻区域通常将具有弯曲的特征。因此,区域本质上是示意性的,且它们的形状并非旨在示出设备的区域的实际形状,并且并非旨在限制示例性实施方式的范围。
[0026]
实施例1
[0027]
将100kg甲基丙烯酸甲酯加热至100℃沸腾,然后回流保温,倒入反应釜中,边搅拌边加入15kg端羟基聚丁二烯并升温搅拌至完全溶解,再加入0.03kg过氧化二苯甲酰反应至甲基丙烯酸甲酯转化率为8%,经冷却得到预聚的浆料,备用;在搅拌桶内放入预聚得到的浆料400kg,加入钛白粉6kg,8g硬酯酸锌,聚苯乙烯800g,邻苯二甲酸二辛酯8kg,240rpm搅拌40min。然后加入过氧化二苯甲酰32g,再搅拌5min,把搅拌好的浆料经过240目滤布过滤,然后保持真空度在-0.7mpa脱泡15min,把脱泡后的浆料注入到预制好模的玻璃模具中,玻璃模具周围用聚氯乙烯胶条密封,用夹子锁紧,保证玻璃模具的间隙为3.8mm,1230*2450*
3mm的模具注料10.4kg。注料完成后压出模具中的气泡,用夹子锁紧。把模具放在58℃的水池中反应 2.5h,针刺法检查硬度,达标好,在高温炉中反应2h40min,温度118 ℃,冷却、离型与覆保护膜,得到乳白板。
[0028]
实施例2
[0029]
将100kg甲基丙烯酸甲酯加热至100℃沸腾,然后回流保温,倒入反应釜中,边搅拌边加入10kg端羧基聚丁二烯并升温搅拌至完全溶解,再加入0.03kg过氧化二苯甲酰反应至甲基丙烯酸甲酯转化率为10%,经冷却得到预聚的浆料,备用;在搅拌桶内放入预聚得到的浆料400kg,加入钛白粉6kg,8g硬酯酸锌,聚苯乙烯800g,邻苯二甲酸二辛酯8kg,240rpm搅拌50min。然后加入过氧化二苯甲酰32g,再搅拌5min。把搅拌好的浆料经过240目滤布过滤,然后保持真空度在-0.72mpa脱泡18min。把脱泡后的浆料注入到预制好模的玻璃模具中,玻璃模具周围用聚氯乙烯胶条密封,用夹子锁紧,保证玻璃模具的间隙为3.9mm。1230*2450*3mm的模具注料10.4kg。注料完成后压出模具中的气泡,用夹子锁紧。把模具放在60℃的水池中反应 2.5h,针刺法检查硬度,达标好,在高温炉中反应2h40min,温度123 ℃,冷却、离型与覆保护膜,得到乳白板。
[0030]
实施例3
[0031]
将100kg甲基丙烯酸甲酯加热至100℃沸腾,然后回流保温,倒入反应釜中,边搅拌边加入5kg端羧基聚丁二烯并升温搅拌至完全溶解,再加入0.02kg过氧化二苯甲酰反应至甲基丙烯酸甲酯转化率为 11%,经冷却得到预聚的浆料,备用;在搅拌桶内放入预聚得到的浆料400kg,加入钛白粉6kg,8g硬酯酸锌,聚苯乙烯800g,邻苯二甲酸二辛酯8kg,240rpm搅拌55min。然后加入过氧化二苯甲酰32g,再搅拌5min。把搅拌好的浆料经过240目滤布过滤,然后保持真空度在-0.76mpa脱泡19min。把脱泡后的浆料注入到预制好模的玻璃模具中,玻璃模具周围用聚氯乙烯胶条密封,用夹子锁紧,保证玻璃模具的间隙为3.9mm。1230*2450*3mm的模具注料10.4kg。注料完成后压出模具中的气泡,用夹子锁紧,把模具放在60℃的水池中反应 2.5h,针刺法检查硬度,达标好,在高温炉中反应2h40min,温度120 ℃,冷却、离型与覆保护膜,得到乳白板。
[0032]
实施例4
[0033]
将100kg甲基丙烯酸甲酯加热至100℃沸腾,然后回流保温,倒入反应釜中,边搅拌边加入20kg端羧基聚丁二烯并升温搅拌至完全溶解,再加入0.04kg过氧化二苯甲酰反应至甲基丙烯酸甲酯转化率为12%,经冷却得到预聚的浆料,备用;在搅拌桶内放入预聚得到的浆料400kg,加入钛白粉6kg,8g硬酯酸锌,聚苯乙烯800g,邻苯二甲酸二辛酯8kg,240rpm搅拌60min。然后加入过氧化二苯甲酰32g,再搅拌5min。把搅拌好的浆料经过240目滤布过滤,然后保持真空度在-0.8mpa脱泡19min。把脱泡后的浆料注入到预制好模的玻璃模具中,玻璃模具周围用聚氯乙烯胶条密封,用夹子锁紧,保证玻璃模具的间隙为4mm,1230*2450*3mm的模具注料10.4kg。注料完成后压出模具中的气泡,用夹子锁紧,把模具放在63℃的水池中反应2.5h,针刺法检查硬度,达标好,在高温炉中反应2h40min,温度125℃,冷却、离型与覆保护膜,得到乳白板。
[0034]
实施例5
[0035]
将100kg甲基丙烯酸甲酯加热至100℃沸腾然后回流保温,然后倒入反应釜中,边搅拌边加入13kg端羟基聚丁二烯并升温搅拌至完全溶解,再加入0.02kg过氧化二苯甲酰反
应至甲基丙烯酸甲酯转化率为12%,经冷却得到预聚的浆料,备用;在搅拌桶内放入预聚得到的浆料400kg,加入白色色膏6kg,8g硬酯酸锌,聚苯乙烯800g,邻苯二甲酸二辛酯8kg,240rpm搅拌43min。然后加入过氧化二苯甲酰 32g,再搅拌5min。把搅拌好的浆料经过240目滤布过滤,然后保持真空度在-0.7mpa脱泡20min,把脱泡后的浆料注入到预制好模的玻璃模具中,玻璃模具周围用聚氯乙烯胶条密封,用夹子锁紧,保证玻璃模具的间隙为3.8mm,1230*2450*3mm的模具注料10.4kg,注料完成后压出模具中的气泡,用夹子锁紧。把模具放在63℃的水池中反应2.5h,针刺法检查硬度,达标好,在高温炉中反应2h40min,温度118℃,冷却、离型与覆保护膜,得到乳白板。
[0036]
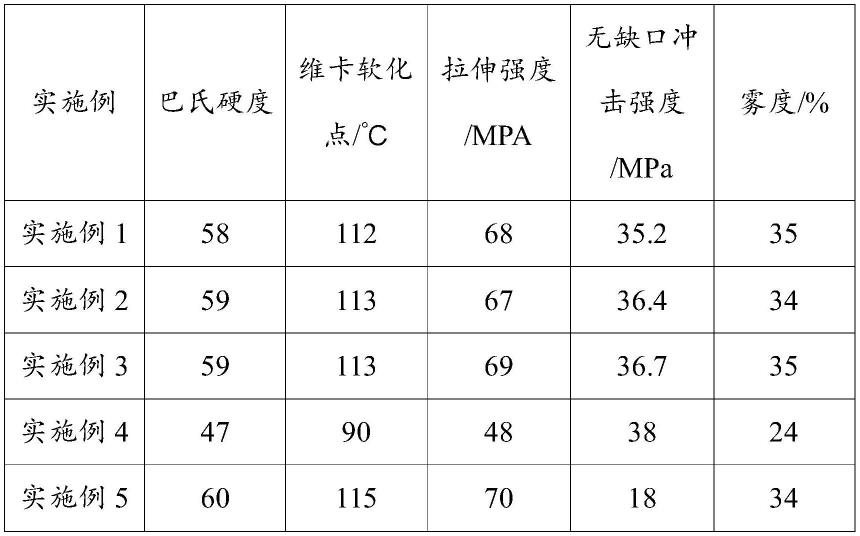
通过上述实施例1至实施例5制备得到的板材,其性能分析如下表1所示:
[0037]
表1
[0038][0039]
通过上述表1中的数据可知,其生产出来的板材无缺口冲击强度大于30mpa,远高于普通板材的17.2mpa。
[0040]
在本说明书的描述中,具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0041]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
