1.本发明属于传送带的拼接方法,具体涉及一种传送带接头的新型焊接方法。
背景技术:
2.输送带/传送带是自动化输送设备流水线中常用的产品,在日常的使用中,根据不同自动化设备流水线的长度宽度,需进行定制加工,由工业皮带卷材,拼接加工成设备需求的长度和宽度。
3.目前的拼接工艺是将需拼接的传送带预接(直接拼接)后再进行热压机热容,这种拼接工艺接头时间长,效率低,设备要求高,施工便利性差,不易操作,且不良品较多,对人员经验性依赖性高。
技术实现要素:
4.本发明的目的在于提供一种简单易操作、高效、设备要求低、施工便利性好、质量稳定的传送带接头的新型焊接方法。
5.为实现本发明的上述目的,本发明采用以下技术方案:
6.一种传送带接头的新型焊接方法,包括以下步骤:
7.(1)取待拼接的两条传送带,分别对其一端接头处依次进行切削、打磨处理,以使所述两条传送带相互拼接后形成一“v”型豁口;
8.(2)取焊条,将焊条塞入“v”型豁口;
9.(3)焊接使两条传送带和焊条一体连接,经再次打磨后,即得。
10.本发明提供的传送带接头的新型焊接方法,先对待拼接的两条传动带各自一端接头处依次进行切削、打磨处理,切削的作用在于使形成具有一定倾斜度的切削面,之后再将两个接头相互拼接时,具有一定倾斜度的两个倾斜面便组成一个“v”型豁口,将焊条塞入“v”型豁口中,再对焊条进行热熔焊接。本发明工艺简单,在操作过程中只要有热熔工具和焊条即可实现不同长度、不同宽度及圆筒状的拼接,简便了传送带的运输及焊接工艺,提高了工作效率。
11.作为一种优选的实施方案,步骤(1)中,所述传送带为pu、pp或pvc材质传送带。
12.pu一般指聚氨酯,全名为聚氨基甲酸酯,是一种高分子化合物。其具有良好的稳定性、耐化学性、回弹性和力学性能,具有更小的压缩变型性。其还具有良好的隔热、隔音、抗震、防毒性能。
13.pp一般指聚丙烯,是丙烯通过加聚反应而成的聚合物。是一种无色、无臭、无毒,半透明的固体物质。聚丙烯是一种性能优良的热塑性合成树脂,具有耐化学性、耐热性、电绝缘性、高强度机械性能和良好的高耐磨加工性能等。
14.pvc一般指聚氯乙烯,是氯乙烯单体(vcm)在过氧化物、偶氮化合物等引发剂或在光、热作用下按自由基聚合反应机理聚合而成的聚合物。为无定形结构的白色粉末,支化度较小,对光和热的稳定性差,在100℃以上或经长时间阳光曝晒,就会分解而产生氯化氢,并
进一步自动催化分解,引起变色,物理机械性能也迅速下降,在实际应用中必须加入稳定剂以提高对热和光的稳定性。
15.作为一种优选的实施方案,步骤(1)中,所述“v”型豁口的两个倾斜面与水平面的夹角相等。
16.作为一种优选的实施方案,步骤(1)中,待拼接传送带的倾斜面与水平面的夹角为135
°‑
150
°
。
17.传送带的倾斜面与水平面的夹角设计为135
°‑
150
°
,可保证相拼接的传送带之间形成的“v”型豁口与焊条之间具有足够大的接触面积,进而保证焊接处的强度,保证焊接处的紧密性,防止后期使用时出现开裂的情况。
18.作为一种优选的实施方案,所述焊条的形状及尺寸与“v”型豁口匹配。具体地,所述焊条横截面的形状为等腰三角形,且等腰三角形的顶角等于“v”型豁口的夹角,两腰所在平面分别与“v”型豁口的两个倾斜面重合,底边与两条传送带相拼接以后的上边缘处于同一水平面上,所述设置在焊接时能实现很好的密封,保证了两条传送带的无缝拼接,保证了焊接的质量和外观。
19.作为一种优选的实施方案,所述焊条为tpu材质焊条。
20.tpu一般指热塑性聚氨酯弹性体。热塑性聚氨酯弹性体又称热塑性聚氨酯橡胶,简称tpu,是一种(ab)n型嵌段线性聚合物,a为高分子量(1000-6000)的聚酯或聚醚,b为含2-12直链碳原子的二醇,ab链段间化学结构是二异氰酸酯。热塑性聚氨酯橡胶靠分子间氢键交联或大分子链间轻度交联,随着温度的升高或降低,这两种交联结构具有可逆性。在熔融状态或溶液状态分子间力减弱,而冷却或溶剂挥发之后又有强的分子间力连接在一起,恢复原有固体的性能。具有高强度、高韧性、耐磨、耐油等优异的综合性能,加工性能好,广泛应用于国防、医疗、食品等行业。
21.作为一种优选的实施方案,步骤(3)中,所述焊接为采用热风枪进行焊接。
22.热风枪主要是利用发热电阻丝的枪芯吹出的热风来对元件进行焊接与摘取元件的工具。热风枪上设置有温度显示,电路显示的温度为电路的实际温度,工人在操作过程中可以依照显示屏上显示的温度来手动调节。
23.作为一种优选的实施方案,所述焊接的温度为140-160℃。
24.焊接的温度设置为140-160℃,该温度便于融化tpu,即根据tpu的熔融温度进行设置,但又不会对传送带本身造成影响。
25.作为一种优选的实施方案,所述打磨为采用磨平机进行打磨。
26.本发明的有益效果为:
27.本发明提供的传送带接头的新型焊接方法,在两条传送带的各自接头处分别进行切削打磨处理后,与焊条焊接在一起,再次打磨即成。与现有预接 热焊机焊接的焊接方法相比,采用热风枪即可完成焊接,设备要求低,适合在不同场所操作,且操作简便,减少了施工时间,提高了效率,可即时发现焊接不当情况,减少不良品产生,保证了传送带的拼接质量,同时提升了拼接后产品的视觉效果。
附图说明
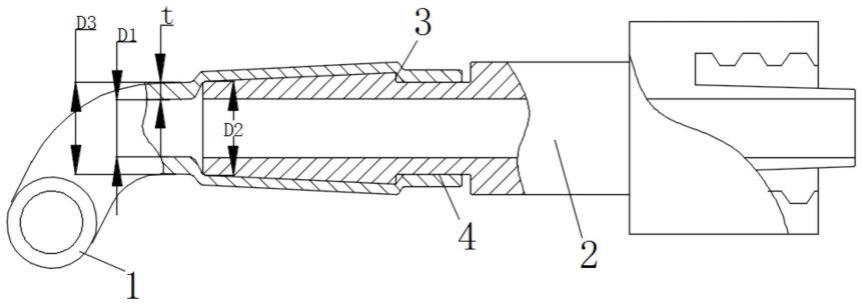
28.图1:本发明实施例1焊接成品示意图;
29.其中,1-第一传送带;2-第二传送带;3-焊条;4-第一切削面;5-第二切削面。
具体实施方式
30.为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
31.实施例1
32.一种传送带接头的新型焊接方法,包括以下步骤:
33.(1)取待拼接的pu材质第一传送带1和第二传送带2,先分别对其一端接头处切削使形成具有一定倾斜度的第一切削面4、第二切削面5,再采用磨平机对第一切削面4、第二切削面5分别打磨光滑,然后将经过所述处理以后的两个带切削面的接头相互拼接在一起使形成一“v”型豁口,“v”型豁口的两个倾斜面与水平面的夹角均为135
°
;
34.(2)取形状及尺寸与“v”型豁口匹配的tpu材质焊条3,将焊条3塞入“v”型豁口中;
35.(3)采用热风枪进行焊接,热风枪的焊接温度为140℃,经过焊接使焊条与传送带溶解结合,待冷却后形成一个整体,再采用磨平机进行打磨磨平处理,即得,焊接成品如图1。
36.实施例2
37.一种传送带接头的新型焊接方法,包括以下步骤:
38.(1)取待拼接的pp材质第一传送带和第二传送带,先分别对其一端接头处切削使形成具有一定倾斜度的第一切削面、第二切削面,再采用磨平机对第一切削面、第二切削面分别打磨光滑,然后将经过所述处理以后的两个带切削面的接头相互拼接在一起使形成一“v”型豁口,“v”型豁口的两个倾斜面与水平面的夹角均为150
°
;
39.(2)取形状及尺寸与“v”型豁口匹配的tpu材质焊条,将焊条塞入“v”型豁口中;
40.(3)采用热风枪进行焊接,热风枪的焊接温度为150℃,经过焊接使焊条与传送带溶解结合,待冷却后形成一个整体,再采用磨平机进行打磨磨平处理,即得。
41.实施例3
42.一种传送带接头的新型焊接方法,包括以下步骤:
43.(1)取待拼接的pvc材质第一传送带和第二传送带,先分别对其一端接头处切削使形成具有一定倾斜度的第一切削面、第二切削面,再采用磨平机对第一切削面、第二切削面分别打磨光滑,然后将经过所述处理以后的两个带切削面的接头相互拼接在一起使形成一“v”型豁口,“v”型豁口的两个倾斜面与水平面的夹角均为150
°
;
44.(2)取形状及尺寸与“v”型豁口匹配的tpu材质焊条,将焊条塞入“v”型豁口中;
45.(3)采用热风枪进行焊接,热风枪的焊接温度为160℃,经过焊接使焊条与传送带溶解结合,待冷却后形成一个整体,再采用磨平机进行打磨磨平处理,即得。
46.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。