1.本发明涉及螺旋桨检测夹具领域,更具体的说是涉及一种桨叶装夹旋转装置。
背景技术:
2.螺旋桨是旋翼飞机动力机械中的关键部件,需要对其质量进行检测把关,在进行桨叶检测过程中,复合材料螺旋桨的装夹尤为重要。
3.但是,现有的装夹方式通常是采用v型铁装置,不仅无法实现桨叶360
°
旋转,而且对桨叶的测量数据造成精度偏差,且操作复杂、工作效率低。
4.因此,提供一种灵活方便的桨叶装夹旋转装置是本领域技术人员亟需解决的问题。
技术实现要素:
5.有鉴于此,本发明提供了一种桨叶装夹旋转装置,以解决上述现有技术中存在的问题。
6.为了实现上述目的,本发明采用如下技术方案:
7.一种桨叶装夹旋转装置,包括:
8.定位机构,所述定位机构包括夹具体、主轴和第一定位套;所述夹具体包括连接为一体的底座及其上部的壳体;所述主轴通过与其间隙配合的衬套安装在所述壳体内部;所述第一定位套通过第一螺钉安装在所述主轴内部以形成定位孔;
9.夹紧机构,所述夹紧机构包括弹簧套和第一螺帽;所述弹簧套安装在所述主轴靠近端部位置的内部;所述第一螺帽与所述主轴端部螺纹连接以紧压所述弹簧套;
10.旋转传动机构,所述旋转传动机构包括蜗轮、蜗杆和第一手柄;所述蜗轮安装在所述主轴靠近所述第一定位套一端的外围;所述蜗杆安装在所述主轴底部的所述壳体内且与所述蜗轮传动连接;所述第一手柄安装在所述蜗杆延伸端部。
11.通过采取以上方案,本发明的有益效果是:
12.待检测桨叶以第一定位套内形成的定位孔为定位基准,采用第一螺帽旋拧挤压弹簧套,使得弹簧套上的卡爪收缩产生夹紧变形,将待检测桨叶夹紧,在蜗轮、蜗杆传动作用下,使得主轴围绕夹具体中心旋转,实现桨叶在360
°
范围内任意旋转调整角度,装夹方便,提高了生产效率。
13.进一步的,还包括锁紧机构,所述锁紧机构包括双头螺栓、第一夹紧套、第二夹紧套、第一压紧弹簧、第二压紧弹簧和第二手柄;
14.所述双头螺栓安装在所述主轴顶部的所述壳体内;所述第一夹紧套和所述第二夹紧套分别旋拧安装在所述双头螺栓两端的外螺纹上,并且靠近所述主轴的外圆周面;所述第一压紧弹簧贯穿所述壳体安装在所述第一夹紧套的顶部;所述第二压紧弹簧贯穿所述壳体安装在所述第二夹紧套的顶部;所述第二手柄安装在所述双头螺栓的延伸端部。
15.采用上述进一步的技术方案产生的有益效果为,通过旋拧双头螺栓,第一夹紧套
和第二夹紧套分别在第一压紧弹簧和第二压紧弹簧作用下向中心滑动,当第一夹紧套和第二夹紧套上的圆弧面与主轴接触时产生胀紧,从而使主轴停止旋转,实现锁紧。
16.进一步的,所述旋转传动机构还包括盖体、第二螺帽和垫圈;所述盖体安装在所述壳体靠近所述蜗轮的侧面;所述第二螺帽旋拧安装在所述主轴靠近所述蜗轮的端部;所述垫圈安装在所述盖体与所述第二螺帽之间。
17.采用上述进一步的技术方案产生的有益效果为,对蜗轮进行密封防护,提高使用寿命。
18.进一步的,所述衬套和所述壳体通过第二螺钉连接为一体。
19.进一步的,所述弹簧套的内孔与桨叶采用h7/f8间隙配合。
20.采用上述进一步的技术方案产生的有益效果为,该配合间隙使得桨叶与弹簧套的夹爪以及弹簧套与主轴接触良好,定心精度和夹紧刚度提高,保证桨叶的形状精度。
21.进一步的,所述蜗杆的延伸端通过第二定位套安装在所述壳体内。
22.采用上述进一步的技术方案产生的有益效果为,提高蜗杆传动的稳定性。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
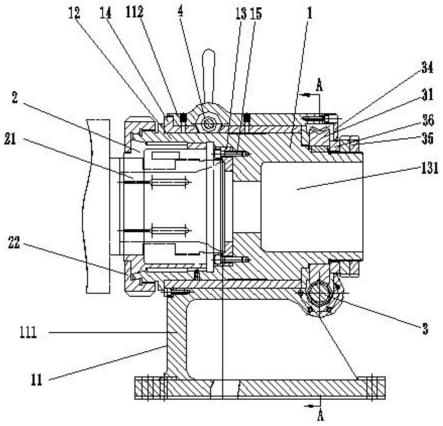
24.图1附图为本发明提供的一种桨叶装夹旋转装置的剖视图;
25.图2附图为本发明提供的图1中沿a-a截面的剖视图。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.如图1-2所示,本发明实施例公开了一种桨叶装夹旋转装置,包括:
28.定位机构1,定位机构1包括夹具体11、主轴12和第一定位套13;夹具体11包括连接为一体的底座111及其上部的壳体112;主轴12通过与其间隙配合的衬套14安装在壳体112内部;第一定位套13通过第一螺钉15安装在主轴12内部以形成定位孔131;
29.夹紧机构2,夹紧机构2包括弹簧套21和第一螺帽22;弹簧套21安装在主轴12靠近端部位置的内部;第一螺帽22与主轴12端部螺纹连接以紧压弹簧套21;
30.旋转传动机构3,旋转传动机构3包括蜗轮31、蜗杆32和第一手柄33;蜗轮31安装在主轴12靠近第一定位套13一端的外围;蜗杆32安装在主轴12底部的壳体112内且与蜗轮31传动连接;第一手柄33安装在蜗杆32延伸端部。
31.本发明待检测桨叶以第一定位套13内形成的定位孔131为定位基准,采用第一螺帽22旋拧挤压弹簧套21,使得弹簧套21上的卡爪收缩产生夹紧变形,将待检测桨叶夹紧,在蜗轮31、蜗杆32传动作用下,使得主轴12围绕夹具体11中心旋转,实现桨叶在360
°
范围内任
意旋转调整角度,装夹方便,提高了生产效率。
32.具体的,还包括锁紧机构4,锁紧机构4包括双头螺栓41、第一夹紧套42、第二夹紧套43、第一压紧弹簧44、第二压紧弹簧45和第二手柄46;
33.双头螺栓41安装在主轴12顶部的壳体112内;第一夹紧套42和第二夹紧套43分别旋拧安装在双头螺栓41两端的外螺纹上,并且靠近主轴12的外圆周面;第一压紧弹簧44贯穿壳体112安装在第一夹紧套42的顶部;第二压紧弹簧45贯穿壳体112安装在第二夹紧套43的顶部;第二手柄46安装在双头螺栓41的延伸端部。
34.具体的,旋转传动机构3还包括盖体34、第二螺帽35和垫圈36;盖体34安装在壳体112靠近蜗轮31的侧面;第二螺帽35旋拧安装在主轴12靠近蜗轮31的端部;垫圈36安装在盖体34与第二螺帽35之间。
35.具体的,衬套14和壳体112通过第二螺钉5连接为一体。
36.具体的,弹簧套21的内孔与桨叶采用h7/f8间隙配合。
37.具体的,蜗杆32的延伸端通过第二定位套6安装在壳体内。
38.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
39.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。