1.本发明涉及基建技术领域,特别涉及一种在役工业管道焊缝射线数字成像检测方法。
背景技术:
2.在役工业管道定期检验的焊缝无损检测通常采用射线胶片成像检测(rt)方法,但在检测质量、工效、检测成本和安全环保等方面存在缺点:(1)由于检测条件复杂多样,rt检测底片质量受到现场透照条件、检测工艺、洗片处理等因素影响,检测质量控制难度大。
3.(2)rt检测的射线曝光量和辐射剂量高,曝光量一般应大于15ma.min,透照时间长,检测效率低,现场检测作业安全风险大。(3)rt检测需要使用大量的胶片和洗片药液,检测成本较高。(4)rt检测使用的洗片药液会产生环境污染问题。
4.由此可见rt检测方法存在检测质量控制难度大、检测效率低、检测成本高、安全环保性差等问题,因此急需找到适合在役工业管道焊缝定期检验的无损检测方法。
5.近年来,射线直接数字成像检测技术(dr)得到了发展,和传统的rt技术相比具有实时成像、质量好、效率高、数字化存储、成本低、安全环保等优势,实现了数字化检测,但由于缺乏有效的检测配套工艺技术,在役工业管道定期检验行业的dr检测技术应用还处于空白。为提升在役工业管道定期检验质量和效率,提高安全环保水平,降低作业强度和施工成本,通过技术创新开发出了在役工业管道定期检验焊缝射线直接数字成像检测方法。
技术实现要素:
6.(一)要解决的技术问题本发明提供了一种在役工业管道定期检验焊缝射线直接数字成像检测方法, 以解决现有技术中采用射线胶片成像检测(rt)方法存在的检测质量控制难度大、检测效率低、检测成本高、安全环保性差等问题。
7.(二)技术方案为解决上述问题,本发明提供一种在役工业管道焊缝射线数字成像检测方法,包括:步骤s1、选择满足检测施工条件的定向x射线机、探测器,并对焊缝外表面进行预处理;步骤s2、校准探测器灵敏度;步骤s3、管道焊缝上布置检测标记;步骤s4、根据透照厚度确定像质计的型号和灵敏度,以及对像质计放置位置进行布局;步骤s5、根据管道规格确定检测透照方式;步骤s6、建立定向x射线机的控制箱、射线发生器、连接电缆的之间的连接,根据透
照厚度设置定向x射线机的管电压、管电流、曝光工作时间,进行射线机的工作训机;步骤s7、管道焊缝旁的防腐层上安装dr系统驱动机构的运行轨道;步骤s8、运行轨道上安装有相对放置的dr探测器和定向x射线机两个驱动机构;所述dr探测器的驱动机构上安装dr探测器;所述定向x射线机的驱动机构上安装定向x射线机;其中,dr探测器驱动机构设置于管道焊缝检测起点位置,探测器中心对准焊缝中心位置;步骤s9、根据透照方式设置射线的对焦信息;步骤s10、获取管电流大小、探测器积分时间与图像叠加帧数值,通过调整管电流大小、探测器积分时间与图像叠加帧数值来得到满足预设条件的曝光量;步骤s11、控制定向x射线机和探测器的两个驱动机构同步沿着轨道运行,进行管道焊缝360
°
全位置数据采集成像;步骤s12、对得到的检测图像通过无线网络传输至远程控制计算机,远程控制计算机用于对检测图像进行存储、处理和评定;远程控制计算机根据dr图像的灵敏度、分辨率、灰度、归一化信噪比调整焊缝数字图像的对比度,依据检验标准评定焊缝质量。
8.优选地,所述步骤s1中定向x射线机为额定电压为300kv的高频恒压定向x射线机,有效焦点尺寸不大于2.3mm;探测器为有效像素尺寸不大于127μm的平板探测器;优选地,所述步骤s2中校准探测器灵敏度具体包括:在无工件状态下, dr探测器和定向x射线机相对放置,根据实际检测焦距设置dr探测器和定向x射线机之间的距离;在关闭x射线机的状态下,校准探测器像素和本底灰度,使得校准后的探测器像素和本底灰度符合预设条件在打开射线联控安全防护装置和x射线机的状态下,通过设置x射线机的工作电压和工作电流,校准探测器的辐射响应灵敏度,以便探测器的灰度直方图曲线调整至灰度满量程的80%-95%之间。
9.优选地,步骤s3中根据透照厚度确定线型像质计的型号以及灵敏度;优选地,所述步骤s5中所述根据管道规格确定检测透照方式具体包括:当管道环焊缝的管径小于φ133mm时,采用双壁双影透照方式检测;当管道环焊缝的管径大于等于φ133mm时,采用双壁单影透照方式检测。
10.优选地,当双壁单影透照时,线型像质计布置在工件的探测器侧;整条环焊缝应至少等间距放置4只线型像质计。
11.优选地,采用双壁单影外透照时,射线机的主射线束对准被检测区中心,射线束中心与环焊缝中心线所在垂直平面的夹角应控制在6
°
以内,调整探测器至焊缝的距离为10mm-15mm。
12.优选地,所述曝光量的预设条件包括:图像有效评定区域内的灰度值应控制在整个灰度范围的50%~80%之间以及图像叠加帧数不宜超过32帧。
13.(三)有益效果本发明提供的在役工业管道焊缝射线数字成像检测方法具有优点包括:
(1)实现在役工业管道焊缝的dr检测,填补了检验行业的技术空白。
14.(2)实现在役工业管道的实时化、数字化和自动化检测,大幅度提高了检测效率,降低了作业强度。
15.(3)实现检测现场的实时成像检测,可及时调整检测工艺参数,保证了高质量检测。
16.(4)和rt检测相比,dr检测节省了大量的胶片、洗片药液等检测材料,大幅度降低了检测成本,效益显著。
17.(5)dr检测实现了低曝光量和远距离无线控制检测,无环境污染问题,大幅度提升了检测施工的安全环保水平。
附图说明
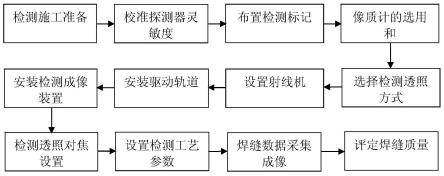
18.图1为本发明实施例在役工业管道焊缝射线数字成像检测方法流程图。
具体实施方式
19.如图1所示,本发明提供一种在役工业管道焊缝射线数字成像检测方法,具体包括:步骤s1、选择满足检测施工条件的定向x射线机、探测器,并对焊缝外表面进行预处理;步骤s2、校准探测器灵敏度;步骤s3、管道焊缝上布置检测标记;步骤s4、根据透照厚度确定像质计的型号和灵敏度,以及对像质计放置位置进行布局;步骤s5、根据管道规格确定检测透照方式;步骤s6、建立定向x射线机的控制箱、射线发生器、连接电缆的之间的连接,根据透照厚度设置定向x射线机的管电压、管电流、曝光工作时间,进行射线机的工作训机;步骤s7、管道焊缝旁的防腐层上安装dr系统驱动机构的运行轨道;步骤s8、运行轨道上安装有相对放置的dr探测器和定向x射线机两个驱动机构;所述dr探测器的驱动机构上安装dr探测器;所述定向x射线机的驱动机构上安装定向x射线机;其中,dr探测器驱动机构设置于管道焊缝检测起点位置,探测器中心对准焊缝中心位置;步骤s9、根据透照方式设置射线的对焦信息;步骤s10、获取管电流大小、探测器积分时间与图像叠加帧数值,通过调整管电流大小、探测器积分时间与图像叠加帧数值来得到满足预设条件的曝光量;步骤s11、控制定向x射线机和探测器的两个驱动机构同步沿着轨道运行,进行管道焊缝360
°
全位置数据采集成像;步骤s12、对得到的检测图像通过无线网络传输至远程控制计算机,远程控制计算机用于对检测图像进行存储、处理和评定;远程控制计算机根据dr图像的灵敏度、分辨率、灰度、归一化信噪比调整焊缝数字图像的对比度,依据检验标准评定焊缝质量。
20.本发明提供的在役工业管道焊缝射线数字成像检测方法,基于平板探测器数字成像检测技术,首先校准检测系统平板探测器的成像灵敏度,根据管道规格选择检测透照方式,然后将系统轨道固定在被检焊缝一侧,将dr探测器和定向x射线机的两个驱动机构安装在轨道上,把两个驱动机构相对成180
°
放置,再将dr探测器和定向x射线机分别安装在各自的驱动机构上。控制定向x射线机曝光,遥控两个驱动机构同步沿着轨道运行,进行管道焊缝360
°
全位置数据采集成像检测。检测信息图像无线传输至远程控制计算机中进行存储、处理和评定。
21.下面详细说明一下该在役工业管道焊缝射线数字成像检测方法的具体方法:(一)检测施工准备(1)检测设备和材料准备检测用射线源选择额定电压为300kv的高频恒压定向x射线机,有效焦点尺寸不宜大于2.3mm。探测器选用有效像素尺寸应不大于127μm的平板探测器。准备检测用的铅字、铅字帘、铅字尺、磁夹、像质计、记号笔等材料,编制铅字帘信息。
22.(2)焊缝外观检查焊缝及热影响区的表面质量(包括余高高度)应经外观检查合格。焊缝及热影响区表面的不规则状态在dr图像上的影像不应掩盖焊缝中的缺欠或与之相混淆,否则应做适当的修整。
23.(3)安全防护设置现场检测时,检测人员必须穿带好防护服,并佩戴射线剂量计和射线剂量报警仪。在射线检测操作前,每次都应测定工作场所的射线剂量,由检测班组长或安全员划出控制区和管理区,设置警灯、警绳、警告牌,并设专人警戒。
24.(二)校准探测器灵敏度首先,在无工件条件下, dr探测器和定向x射线机相对放置并固定,根据实际检测焦距设置dr探测器和定向x射线机之间的距离。在关闭x射线机的状态下,校准探测器像素和本底灰度一致性。然后,打开射线联控安全防护装置和x射线机,通过设置x射线机的工作电压和工作电流,校准探测器的辐射响应灵敏度,将探测器的灰度直方图曲线调整至灰度满量程的80%-95%之间。校准探测器完成后关闭x射线源。
25.(三)布置检测标记(1)在管子焊缝下游侧、焊缝平焊位置,用油性记号笔标注定位0点,即
“”
两箭头交叉点。
“”
表示介质流向,
“ꢀꢀ”
表示定位铅字尺布置方向。
26.(2)在铅字带上布置好检测标记,识别标记至少应包括焊缝编号、焊缝规格、透照日期等。识别标记可用计算机录入。
27.(3)将铅字带和定位铅字尺固定在管道上。将定位铅字尺0点标记与标记交叉点对齐,沿顺时针方向在管线上环绕一周布置。定位标记和识别标记离焊缝边缘应至少5mm。
28.(四)像质计的选用和布置(1)像质计的选用线型像质计型号的选用根据透照厚度按照表1确定。
29.表1 像质计型号的选用
像质计型号10号(10~16)6号(6~12)透照厚度w(mm)≤20>20~80线型像质计灵敏度应满足表2的规定,像质计放置在探测器侧时,像质计灵敏度应提高一个级别。
30.表2 像质计灵敏度值(2)线型像质计布置双壁单影透照时,线型像质计布置在工件的探测器侧,应附加铅字“f”作为标记。金属丝应垂直横跨焊缝,细丝置于外侧。整条环焊缝应至少等间距放置4只线型像质计。
31.(3)双线型像质计布置若固有不清晰度uc大于有效焦点尺寸d,双线型像质计应布置在工件的探测器侧,否知应置于工件的射线源侧。双线型像质计应布置在管道环焊缝有效透照区域中心位置与端点位置,金属丝与探测器的行或列成2
°
~5
°
夹角,且细丝置于外侧。
32.(五)选择检测透照方式根据管道规格选择适用的检测透照方式,一般管径小于φ133mm的管道环焊缝采用双壁双影透照方式检测,管径大于等于φ133mm的管道环焊缝采用双壁单影透照方式检测。
33.(六)设置射线机建立好定向x射线机的控制箱、射线发生器、连接电缆之间的连接,然后根据透照厚度设置定向x射线机的管电压、管电流、曝光工作时间等参数,进行射线机的工作训机,设备训机完成后将x射线机的电源开关调至安全档位关闭x射线。
34.(七)安装驱动轨道在管道焊缝旁的防腐层上安装dr系统驱动机构的运行轨道,运行轨道安装位置误差应控制在
±
5mm。
35.(八)安装检测成像装置将dr探测器和定向x射线机两个驱动机构安装在运行轨道上,并把两个驱动机构相对应放置,然后将dr探测器和定向x射线机分别安装在各自的驱动机构上,再将dr探测器驱动机构移动到管道焊缝检测起点位置,探测器中心对准焊缝中心位置。
36.(九)检测透照对焦设置采用双壁单影外透照时,应保证射线机的主射线束对准被检测区中心,射线束中心与环焊缝中心线所在垂直平面的夹角应控制在6
°
以内,调整探测器至焊缝的距离为10mm-15mm。
37.(十)设置检测工艺参数建立dr检测系统的成像装置、远程控制计算机和网络设备之间的连接,设置dr检测曝光量工艺参数,通过设置管电流大小、探测器积分时间与图像叠加帧数来控制曝光量,曝光量应满足以下要求:(1)图像有效评定区域内的灰度值应控制在整个灰度范围的50%~80%之间;(2)图像叠加帧数不宜超过32帧。
38.(十一)焊缝数据采集成像完成焊缝数据采集数字成像,将焊缝数字图像保存为diconde格式文件。
39.(十二)评定焊缝质量根据测量dr图像的灵敏度、分辨率、灰度、归一化信噪比等技术指标,调整焊缝数字图像的对比度,依据检验标准评定焊缝质量。
40.本发明提供x射线直接数字成像检测工艺方法,解决在役工业管道焊缝的现场检测技术难题,实现在役工业管道的实时化和数字化无损检测,提升检验质量和效率,提高检验安全环保水平,降低作业强度和施工成本。
41.以上实施方式仅用于说明本发明,而并非对本发明的限制,有关技术领域的普通技术人员,在不脱离本发明的精神和范围的情况下,还可以做出各种变化和变型,因此所有等同的技术方案也属于本发明的范畴,本发明的专利保护范围应由权利要求限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
