1.本发明涉及配置于车辆等的噪音源的吸音罩。
背景技术:
2.在机动车等车辆中,出于降低从发动机、马达、进气歧管、电动压缩机等噪音源产生的噪音的目的,在噪音源的周围配置有吸音罩。
3.其中,作为机动车的发动机罩,一直以来,如专利文献1所示例的那样,采用由聚氨基甲酸酯泡沫制成的发动机罩。近年来,作为吸音对象的噪音的频带变宽,尤其是要求对1khz以下的低频的噪音进行吸音的吸音罩。
4.因此,在专利文献2中公开了一种层叠吸音材料,其通过将由通气量为5ml/cm2/s以上的多孔质体构成的高通气层和由通气量大于0.05ml/cm2/s且为2ml/cm2/s以下的聚氨基甲酸酯泡沫构成的低通气层形成为层叠结构,从而能够有效地吸收小于1khz的频带的噪音。
5.另外,在专利文献3中公开了一种发动机罩,其具备氨基甲酸酯发泡树脂层、pet无纺布层以及它们之间的空气层,在500~1000hz的低频带中也具有吸音效果。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2013-147939号公报
9.专利文献2:日本特开2010-184655号公报
10.专利文献3:日本特开2007-255189号公报
技术实现要素:
11.发明所要解决的问题
12.在专利文献2中记载的层叠吸音材料公开了通过粘接剂等使低通气层与高通气层固接而层叠的方法、和使低通气层与高通气层单纯地重叠而层叠的方法。在通过粘接剂等使低通气层与高通气层固接的情况下,存在通气性受粘接层阻碍、吸音效果降低的可能性。另外,在使低通气层与高通气层重叠而层叠的情况下,虽然通气性在低通气层与高通气层两者的层叠区域不会受到阻碍,但低频侧的吸音性能依赖于低通气层的性能,因此低频侧的吸音性能存在改善的余地。
13.另外,就专利文献3中记载的发动机罩而言,其800~1800hz的频带与800hz以下的频带之间的吸音效果的差异较大,在低频侧的吸音性能的提高方面存在改善的余地。
14.本发明是鉴于上述实际情况而完成的,其目的在于提供一种能够在更宽的范围内有效地吸收低频侧的噪音的吸音罩。
15.用于解决问题的手段
16.本发明的发明人着眼于两个吸音层的层叠区域,发现通过将两个吸音层的层叠区域的构成以及特性设定在特定的范围内,能够在更宽的范围内有效地吸收低频侧的噪音,
从而完成了本发明。
17.为了解决上述问题,本发明的吸音罩(1)具备:第一吸音层,其具有第一发泡层和在该第一发泡层的成形时一体成形的第一表皮层;以及第二吸音层,其具有第二发泡层和在该第二发泡层的发泡成形时一体成形的第二表皮层,(2)所述第一吸音层的所述第一表皮层具有与所述第二吸音层的所述第二表皮层的刚性不同的刚性,(3)所述第一吸音层和所述第二吸音层以所述第一表皮层和所述第二表皮层相对的状态层叠,在该第一表皮层与该第二表皮层两者的对置面之间具备空气层。
18.根据本发明的吸音罩,能够在更宽的范围内有效地吸收低频侧的噪音。
附图说明
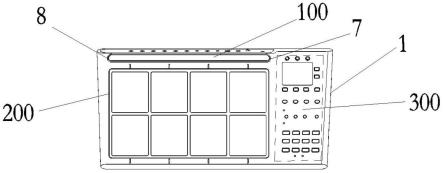
19.图1是作为本发明的第一实施方式的吸音罩的俯视图。
20.图2是图1的ii-ii剖视图。
21.图3是图1的iii-iii剖视图。
22.图4是作为本发明的第二实施方式的吸音罩的局部剖视图。
23.图5是作为本发明的第三实施方式的吸音罩的局部剖视图。
24.图6是作为本发明的第三实施方式的吸音罩的局部放大图。
25.图7是作为本发明的第四实施方式的吸音罩的局部剖视图。
26.图8是作为本发明的第四实施方式的吸音罩的局部剖视图。
27.图9是对比吸音率的频率依赖性能的图。
28.图10是对比吸音率的频率依赖性能的图。
具体实施方式
29.《1.吸音罩的应用事例》
30.本发明的吸音罩应用于将机动车用的发动机、马达、进气歧管、电动压缩机等噪音源覆盖并吸收从噪音源产生的噪音的吸音罩。尤其是适合应用于产生低频的噪音的噪音源。上述吸音罩一般而言是向噪音源侧开口的有底的凹形形状,固定于噪音源侧的螺栓等紧固构件。
31.《2.吸音罩的构成》
32.本吸音罩是层叠有具备表皮层的两个由发泡体制成的吸音层的构成,以各表皮层相对的状态层叠。一方的吸音层配置于噪音源侧,另一方的吸音层配置于非噪音源侧而作为外观设计面。本吸音罩在相对地层叠的各表皮层之间具备空气层。
33.(第一实施方式)
34.使用图1-图3对作为本发明的第一实施方式的吸音罩1的构成进行说明。如图1、图2所示,吸音罩1是向未图示的噪音源侧开口的有底的凹形形状。此外,吸音罩1根据作为对象的噪音源的外形而成形为任意的形状。
35.在本实施方式中,向噪音源侧开口的有底的凹形形状的罩主体由第二吸音层20形成,在凹部内的面向噪音源的区域配置有第一吸音层10。
36.如图3所示,在面向噪音源的区域,层叠有第一吸音层10和第二吸音层20。第一吸音层10是具有第一发泡层11和在第一发泡层11的成形时一体成形的第一表皮层12的由发
泡体制成的吸音层。此外,在本实施方式中,在层叠方向的两面具有第一表皮层12、12,但也可以采用仅在与第二吸音层20两者的对置面侧具有第一表皮层12的构成。
37.第二吸音层20是具有第二发泡层21和在第二发泡层21的成形时一体成形的第二表皮层22的由发泡体制成的吸音层。此外,在本实施方式中,在层叠方向的两面具有第二表皮层22、22,但也可以采用仅在与第一吸音层10两者的对置面侧具有第二表皮层22的构成。
38.如图2、图3所示,以第一吸音层10的第一表皮层12、与第二吸音层20的第二表皮层22相对的状态层叠,在第一表皮层12与第二表皮层22两者的对置面之间设置有空气层30。
39.如图1、图3所示,第一吸音层10在形成有第一表皮层12的表层的面方向上具有形成有第一表皮层12的第一区域40、和包围第一区域40的第二区域41。在本实施方式中,第一区域41被设定为俯视呈长方形形状。此外,第一区域40可以根据成为噪音源的吸音对象的形状而设定为任意的形状。
40.如图3所示,在第一吸音层10的厚度方向的截面观察时,第一吸音层10的第二区域41的上表面配置于比第一区域40的上表面靠第二吸音层20侧的位置。换言之,第一区域40是形成于第二区域41的内侧的凹部区域,第一区域40相对于第一区域41而配置于下侧。
41.另外,如图1所示,在第一吸音层10的第一区域40,在周向上隔开间隔地形成有六个第一卡合凹部13。在本实施方式中,第一卡合凹部13是与第一区域40的外缘连接并沿第一吸音层10的厚度方向凹陷的、俯视呈圆形形状的凹部。
42.此外,第一卡合凹部13也可以为俯视呈矩形形状的凹部等,其形状不限。另外,也可以形成为在第一吸音层10的厚度方向的截面观察时具有台阶、倾斜的凹部。
43.另外,第一卡合凹部13也可以是以包围第一区域40的周围整体的方式在周向上连续的环状的凹部,可以根据第一区域40的形状而设定为任意的形状。
44.如图2、图3所示,第二吸音层20在将与第一吸音层10的第一表皮层12对置配置的第二表皮层22包围的区域(第二区域41)中,隔开预定的间隔地具有向第一吸音层10侧突出的六个第一卡合凸部23。
45.第一卡合凸部23形成于与对置配置的第一吸音层10的第一卡合凹部13相对的位置,在本实施方式中,是俯视呈圆形形状(圆柱状)的凸部。另外,第一卡合凸部23的外径形成为比第一吸音层10的第一卡合凹部13的内径稍大的尺寸。
46.此外,在第一吸音层10设置有环状的第一卡合凹部的情况下,第一卡合凸部设为与第一卡合凹部对应的环状的凸部等,可以根据第一卡合凹部的形状而设定为任意的形状。
47.空气层30通过使第一吸音层10与第二吸音层20一体化而形成。具体而言,当第一吸音层10的第一卡合凹部13与第二吸音层20的第一卡合凸部23卡合时,第一吸音层10的第一区域40的厚度比第二区域41的厚度小,因此如图3所示,在第一吸音层10的第一表皮层12与第二吸音层20的第二表皮层22两者的对置面之间形成空隙,本空隙成为空气层30。
48.在本实施方式中,如后所述,第二吸音层20的硬度比第一吸音层10的硬度大,另外,第二吸音层20的第一卡合凸部23的外径形成为比第一吸音层10的第一卡合凹部13的内径稍大的尺寸,因此在卡合时,第一卡合凸部23的变形受到抑制,第一卡合凸部23被压入并卡合于第一吸音层10的第一卡合凹部13,因此第一吸音层10与第二吸音层20在不妨碍操作的状态下被一体化。
49.此外,在本实施方式中,在第一吸音层10设置第一卡合凹部13,在第二吸音层20设置第一卡合凸部23,但也可以构成为在第一吸音层10设置卡合凸部,在第二吸音层20设置卡合凹部。另外,也可以在不妨碍操作的范围内使第二吸音层20的硬度比第一吸音层10的硬度小。
50.(第二实施方式)
51.在第一实施方式中,构成为在第一吸音层10设置在厚度方向上具有高低差的第一区域40和第二区域41。第二实施方式构成为在第二吸音层20设置在厚度方向上具有高低差的第三区域50和第四区域51。
52.使用图4对第二实施方式的吸音罩1a的构成进行说明。此外,对于与第一实施方式同样的构成要素,使用与第一实施方式相同的附图标记。
53.第二吸音层20在面方向上具有形成有与第一吸音层10的第一表皮层12对置配置的第二表皮层22的第三区域50、和包围第三区域50的第四区域51。在本实施方式中,第三区域50被设定为俯视呈长方形形状。此外,第一区域40可以根据成为噪音源的吸音对象的形状而设定为任意的形状。
54.如图4所示,在第二吸音层20的厚度方向的截面观察时,第二吸音层20的第四区域51的下表面配置于比第三区域50的下表面靠第一吸音层10侧的位置。换言之,第三区域50是形成于第四区域51的内侧的凹部区域,第三区域50相对于第四区域51而配置于上侧。
55.另外,如图1、图4所示,在第二吸音层20的第四区域51,在周向上隔开间隔地形成有六个第二卡合凸部24。在本实施方式中,第二卡合凸部24是与第三区域50的外缘连接并向第二吸音层20的厚度方向突出的俯视呈圆形形状(圆柱形状)的凸部。
56.此外,第二卡合凸部24也可以为俯视呈矩形形状的凸部等,其形状不限。另外,也可以形成为在第二吸音层20的厚度方向的截面观察时具有台阶、倾斜的凸部。
57.另外,第二卡合凸部24也可以是以包围第三区域50的周围整体的方式在周向上连续的环状的凸部,可以根据第三区域50的形状而设定为任意的形状。
58.第一吸音层10在将与第二吸音层20的第二表皮层22对置配置的第一表皮层12包围的区域(第四区域51)中,隔开预定的间隔地具有向第二吸音层20侧开口的六个第二卡合凹部14。
59.第二卡合凹部14形成于与对置配置的第二吸音层20的第二卡合凸部24相对的位置,在本实施方式中,是俯视呈圆形形状的凹部。另外,在本实施方式中,第二卡合凹部14的外径形成为比第二吸音层20的第二卡合凸部24的内径稍小的尺寸。
60.此外,在第二吸音层20设置有环状的第二卡合凸部的情况下,第二卡合凹部设为与第二卡合凸部对应的环状的凹部等,可以根据第二卡合凸部的形状而设定为任意的形状。
61.空气层30通过使第一吸音层10与第二吸音层20一体化而形成。具体而言,当第一吸音层10的第二卡合凹部14与第二吸音层20的第二卡合凸部24卡合时,第二吸音层20的第三区域50的厚度比第四区域51的厚度小,因此如图4所示,在第一吸音层10的第一表皮层12与第二吸音层20的第二表皮层22两者的对置面之间形成空隙,本空隙成为空气层30。
62.在本实施方式中,如后所述,第二吸音层20的密度比第一吸音层10的密度大,另外,第二吸音层20的第二卡合凸部24的外径形成为比第一吸音层10的第二卡合凹部14的内
径稍大的尺寸,因此在卡合时,第二卡合凸部24的变形受到抑制,第二卡合凸部24被压入并卡合于第一吸音层10的第二卡合凹部14,因此在不妨碍操作的状态下被一体化。
63.此外,在第二实施方式中,在第一吸音层10设置第二卡合凹部14,在第二吸音层20设置第二卡合凸部24,但也可以构成为在第一吸音层10设置卡合凸部,在第二吸音层20设置卡合凹部。另外,也可以在不妨碍操作的范围内使第二吸音层20的硬度比第一吸音层10的硬度小。
64.(第三实施方式)
65.在第三实施方式中,构成为在第一实施方式所涉及的吸音罩1中,在第一吸音层10或第二吸音层20还设置有多个突起15。使用图5、图6对第三实施方式的吸音罩1b的构成进行说明。此外,对于与第一实施方式同样的构成要素,使用与第一实施方式相同的附图标记。
66.第一吸音层10的第一表皮层12具有向第二吸音层20侧突出的多个突起15、15
……
。多个突起15、15
……
与第一表皮层12一体成形。在本实施方式中,如图6所示,连续地形成有在前端具有圆角的圆锥状的突起15。
67.此外,突起15的形状在第一吸音层10发泡时一体成形的性质上,也包括不均匀的形状,只要是向对置配置的第二吸音层20的第二表皮层22侧突出即可,其形状不限。另外,也可以在相邻的突起15之间设置任意的间隔。
68.空气层30与第一实施方式同样地通过使第一吸音层10与第二吸音层20一体化而形成。此时,如图6所示,在形成于第一吸音层10的第一表皮层12与第二吸音层20的第二表皮层22两者的对置面之间的空隙内,配置第一表皮层12的多个突起15、15
……
。
69.在本实施方式中,各突起15的突出高度比第一吸音层10的第一表皮层12与第二吸音层20的第二表皮层22两者的对置面之间的长度稍小,在各突起15的前端与第二吸音层20的第二表皮层22之间具有微小的空隙地配置。根据本构成,相邻的突起15之间、以及各突起15与第二表皮层22之间的空隙成为空气层30。
70.通过在第一吸音层10的第一表皮层12设置多个突起15、15
……
,使透过第一表皮层12的声音扩散,另外,声音的吸音面积增大,能够提高吸音效果。
71.此外,在本实施方式中,在第一吸音层10的第一表皮层12设置有各突起15,但也可以在第二吸音层20的第二表皮层22设置突起,也可以在第一表皮层12和第二表皮层22的双方设置突起。另外,也可以配置为第一表皮层12的各突起15的前端与第二吸音层20的第二表皮层22相接。
72.(第四实施方式)
73.在第四实施方式中,构成为在第一实施方式所涉及的吸音罩1中,不具备第一吸音层10中的第一凹状卡合部以及第二吸音层20中的第一凸状卡合部。使用图7对第四实施方式的吸音罩1c的构成进行说明。此外,对于与第一实施方式同样的构成要素,使用与第一实施方式相同的附图标记。
74.第一吸音层10是俯视呈长方形形状的板状构件。如图7所示,第一吸音层10具备从第二区域41的内缘(第一区域40的外缘)起而向第二吸音层20侧开口的第一凹部16。
75.在本实施方式中,第一凹部16是俯视时呈长方形形状的凹部。如图7所示,在厚度方向的截面观察时,通过该第一凹部16,使第一吸音层10的第二区域41的上表面配置于比
第一区域40的上表面(第一凹部16的底面)靠第二吸音层20侧的位置。而且,在第一凹部16的底面形成有第一表皮层12。
76.如图7所示,在第二吸音层20的厚度方向的截面观察时,第二吸音层20具备从作为板状部分的第二区域41的外缘起而向第一吸音层10侧开口的第二凹部25。在本实施方式中,第二凹部25是与第一吸音层10的外径形状对应的俯视呈长方形形状的凹部。另外,第二凹部25的凹部深度与第一吸音层10的厚度大致相同。
77.在第二吸音层20中,在第二凹部25的底面中的与第一区域40对应的区域形成有第二表皮层22。此外,第二表皮层22也可以形成于第二凹部25的底面整体,只要至少设置于与第一吸音层10的第一表皮层12对置的对置面即可。
78.空气层30通过使第一吸音层10与第二吸音层20一体化而形成。具体而言,当第一吸音层10容纳于第二吸音层20的第二凹部25时,第一吸音层10的第一区域40的厚度比第一区域41的厚度小,因此如图7所示,在第一吸音层10的第一表皮层12与第二吸音层20的第二表皮层22两者的对置面之间形成空隙,本空隙成为空气层30。
79.在本实施方式中,第一吸音层10的外径形状形成为比第二吸音层20的第二凹部25的凹部内形状稍小的尺寸,另外,第二吸音层20的硬度比第一吸音层10的硬度大,因此第一吸音层10被压入并容纳于第二吸音层20的第二凹部25,因此第一吸音层10与第二吸音层20在不妨碍操作的状态下被一体化。
80.此外,也可以采用使用粘接材料、双面胶带等将第一吸音层10的外侧面与第二吸音层20的第二凹部25的内侧面固定、或者将除了第一吸音层10的第一表皮层12与第二吸音层20的第二表皮层22两者的对置面以外的区域熔接等其他固定方法。另外,也可以如第三实施方式那样,在第一吸音层10的第一表皮层12、第二吸音层20的第二表皮层22设置突起。
81.(第五实施方式)
82.在第五实施方式中,构成为在第二实施方式所涉及的吸音罩1a中,不具备第一吸音层10中的第一凹状卡合部以及第二吸音层20中的第一凸状卡合部。使用图8对第五实施方式的吸音罩1d的构成进行说明。此外,对于与第二实施方式同样的构成要素,使用与第二实施方式相同的附图标记。
83.第一吸音层10是俯视呈长方形形状的板状构件。第一吸音层10的与第二吸音层20两者的对置面形成为横跨第三区域50和第四区域51的平面。另外,在本实施方式中,第一表皮层12形成于第三区域50中的与第二吸音层20对置的对置面。此外,第一表皮层12也可以形成于包含第四区域在内的与第二吸音层20对置的对置面的整个面。
84.如图8所示,在第二吸音层20的厚度方向的截面观察时,第二吸音层20具备从作为板状部分的第四区域51的外缘起而向第一吸音层10侧开口的第二凹部25。在本实施方式中,第二凹部25是与第一吸音层10的外径形状对应的俯视呈长方形形状的凹部。另外,第二凹部25的凹部深度与第一吸音层10的厚度大致相同。
85.在第二凹部25的底面形成有从第四区域51的内缘(第一区域50的外缘)起而向第一吸音层10侧开口的第三凹部26。在本实施方式中,第三凹部26是俯视呈长方形形状的凹部。
86.如图8所示,在第二吸音层20的厚度方向的截面视观察时,第二吸音层20的第四区域51的下表面配置于比第三区域50的下表面(第三凹部26的底面)靠第一吸音层10侧的位
c硬度设定为5~40度即可。
100.优选地,从能够在更宽的范围内有效地吸收低频侧的噪音的观点和兼顾隔音罩的省空间化以及轻量化的观点出发,将厚度设定为4~10mm,将密度设定为0.10~0.16g/cm3,将通气阻力设定为100000~1000000ns/m4的范围。另外,从与表面具有起伏的噪音源紧贴而防止漏音、且降低由来自伴随振动的噪音源的振动传递引起的来自吸音罩表面的二次辐射音的观点出发,优选asker c硬度为10~30度。
101.作为本发明的第一实施方式的吸音罩1中的第一吸音层10的第一表皮层12的厚度为10μm,通气阻力为505000ns/m4,asker c硬度为22度。
102.通气阻力是如下得到的值:从第一吸音层10(包含两面的第一表皮层12)中的包含一方的第一表皮层12的表层侧切出直径为50mm、厚度为2
±
1mm的样品,从一方的第一表皮层12侧,使用nihon onkyo engineering制造的通气阻力测定装置(型号:mfr-02),依据iso 9053中规定的直流法(dc法)进行测量,将值测量值除以样品厚度而得到的值。
103.asker c硬度是如下得到的值:在第一吸音层10(包含两面的第一表皮层12)的厚度为5mm的样品中,从一方的第一表皮层12侧,使用高分子计器株式会社制造的橡胶硬度计(型号:asker橡胶硬度计c型),依据jis k 7312进行测量而得到的值。
104.第一吸音层10的第一表皮层12根据噪音源的频率特性,将厚度设定为3~100μm、将通气阻力设定为1000~10000000ns/m4、将asker c硬度设定为5~40度的范围即可。
105.优选地,从有效地吸收1000hz以下的低频带的噪音的观点出发,将asker c硬度设定在10~30度、将通气阻力设定在100000~1000000ns/m4的范围。
106.(第二吸音层)
107.第二吸音层20由氨基甲酸酯泡沫成形,具有由氨基甲酸酯泡沫构成的第二吸音层21和在发泡成形时与表层一体成形的第二表皮层22。此外,第二吸音层20不限于氨基甲酸酯泡沫,也可以使用硅酮泡沫等发泡树脂。
108.作为本发明的第一实施方式的吸音罩1中的第二吸音层20的第二发泡层21的厚度为5mm,密度为0.12g/cm3,通气阻力为153000ns/m4,asker c硬度为76度。
109.通气阻力是如下得到的值:从第二吸音层20中的除了第二表皮层22以外的第二发泡层21部分切出直径为50mm、厚度为4
±
2mm的样品,使用nihon onkyo engineering制造的通气阻力测定装置(型号:mfr-02),依据iso 9053中规定的直流法(dc法)进行测量,将测量值除以样品厚度而得到的值。
110.asker c硬度是如下得到的数值:在第二吸音层20(包含两面的第二表皮层22)的厚度为5mm的样品中,使用高分子计器株式会社制造的橡胶硬度计(型号:asker橡胶硬度计c型),依据jis k 7312进行测量而得到的数值。
111.密度是如下得到的值:从第二吸音层21(包含两面的第二表皮层22)切出直径为50mm、厚度为5mm的样品,用株式会社岛津制作所制造的秤(型号:tx3202n)对质量进行测量,除以样品体积而得到的值。
112.第二吸音层20的第二吸音层21根据噪音源的特性、形状、配置空间,将厚度设定为3~30mm、将密度设定为0.06~0.2g/cm3、将通气阻力设定为1000~1000000ns/m4、将asker c硬度设定为40~95度即可。
113.优选地,从能够在更宽的范围内有效地吸收低频侧的噪音的观点和兼顾隔音罩的
省空间化以及轻量化的观点出发,将厚度设定为4~10mm,将密度设定为0.10~0.16g/cm3,将通气阻力设定为100000~1000000ns/m4的范围。另外,从容易将隔音罩固定于对象物的观点出发,优选asker c硬度为60~90度。
114.作为本发明的第一实施方式的吸音罩1中的第二吸音层20的第二表皮层22的厚度为10μm,通气阻力为584000ns/m4。
115.通气阻力是如下得到的值:从第二吸音层20(包含两面的第二表皮层22)中的包含一方的第二表皮层22的表层侧切出直径为50mm、厚度为2
±
1mm的样品,从一方的第二表皮层22侧,使用nihon onkyo engineering制造的通气阻力测定装置(型号:mfr-02),依据iso 9053中规定的直流法(dc法)进行测量,将值测量值除以样品厚度而得到的值。
116.asker c硬度是如下得到的值:在第二吸音层20(包含两面的第一表皮层12)的厚度为5mm的样品中,从一方的第一表皮层12侧,使用高分子计器株式会社制造的橡胶硬度计(型号:asker橡胶硬度计c型),依据jis k 7312进行测量而得到的值。
117.第二吸音层20的第二表皮层22根据噪音源的频率特性,将厚度设定为3~100μm、将通气阻力设定为1000~1000000ns/m4、将asker c硬度设定为40~95度的范围即可。
118.优选地,从有效地吸收1000hz以下的低频带的噪音的观点出发,将asker c硬度设定在60~90度、将通气阻力设定在100000~1000000ns/m4的范围。
119.从扩大基于后述的膜振动型的吸音结构的低频带的吸收频率的范围的观点出发,使第一吸音层10的第一表皮层12与第二吸音层20的第二表皮层22的特性不同是有效的,尤其是优选将以上述的测量方法为基准的第一吸音层10的第一表皮层12的硬度设为5~40度、第二吸音层20的第二表皮层22的硬度设为40~95度。另外,更优选将以上述的测量方法为基准的第一吸音层10的第一表皮层12的硬度设为10~30度、第二吸音层20的第二表皮层22的硬度设为60~90度。此外,根据所要求的使用条件,也可以将第一吸音层10设为具有上述的第二吸音层20的特性的吸音层,将第二吸音层20设为具有上述的第一吸音层10的特性的吸音层。
120.《吸音罩的制造方法》
121.在制造本发明的吸音罩1时,只要进行两次发泡成形即可。首先,形成由第一发泡层11和第一表皮层12构成的第一发泡体(第一吸音层10)。在成形模的上模的内表面和下模的内表面涂布脱模剂。接着,将上模和下模合模,向由上模的内表面和下模的内表面形成的第一型腔注入发泡氨基甲酸酯树脂原料,进行发泡成形。此时,形成第一表皮层12的上模的优选温度为40~60℃。另外,优选使用蜡系的脱模剂,但其种类没有限制。
122.接着,形成由第二吸音层21和第二表皮层22构成的第二发泡体(第二吸音层20)。同样地,在成形模的上模的内表面和下模的内表面涂布脱模剂。接着,将上模和下模合模,向由上模的内表面和下模的内表面形成的第一型腔注入发泡氨基甲酸酯树脂原料,进行发泡成形。此时,形成第二表皮层22的上模的优选温度为40~60℃。另外,优选使用蜡系的脱模剂,但其种类没有限制。
123.此外,当在第一吸音层10的第一表皮层12或第二吸音层20的第二表皮层22的表层形成多个突起15的情况下,作为上模,使用在内表面形成有多个凹部的模具。
124.《吸音罩的作用效果》
125.对本实施方式的吸音罩1的作用效果进行说明。在本发明的吸音罩1中,第一吸音
层10和第二吸音层20以第一吸音层10的第一表皮层12与第二吸音层20的第二表皮层22相对的方式层叠,在第一吸音层10的第一表皮层12与第二吸音层20的第二表皮层22两者的对置面之间具备空气层30。在此,对第一吸音层10和第二吸音层20分别在非对置面不具备第一表皮层12和第二表皮层22的构成进行说明。
126.在第一吸音层10配置于噪音源侧的情况下,从噪音源产生的声音首先在第一发泡层11的内部扩散,转换为热能。接着,透过第一发泡层11的声音经由第一表皮层12放出。此时,由第一表皮层12和空气层30构成第一膜振动型的吸音结构。第一发泡层11的多个微细的泡孔被第一表皮层12封闭,由第一表皮层12构成的各个泡孔膜的刚性较小,因此固有振动频率被设定得较小,低频的声音被有效地吸收。
127.进一步地,透过空气层30的声音经由第二吸音层20的第二表皮层22而放出。第二吸音层21的多个微小的泡孔被第二表皮层22封闭,通过由第二表皮层22构成的泡孔膜和泡孔内的空气构成第二膜振动型的吸音结构。同样地,由于各个泡孔膜的刚性较小,因此固有振动被设定得较小,低频的声音被有效地吸收。进一步地,透过第二表皮层22的声音在第二吸音层21的内部扩散,转换为热能。
128.在此,由于第一表皮层12与第二表皮层22两者的刚性不同,因此第一膜振动型的吸音结构的固有振动频率与第二膜振动型的吸音结构的固有振动频率成为不同的范围,能够吸收更宽频带的低频的声音。
129.另外,通过使配置于噪音源侧的第一吸音层10的第一表皮层12的刚性小于配置于被声源侧的第二吸音层20的第二表皮层22的刚性,能够从第一表皮层12朝向第二表皮层22侧从频率较小的声音开始吸收。
130.尤其是,通过将以上述测量方法为基准的第一吸音层10的第一表皮层12的asker c硬度在5~40度的范围内、第二吸音层20的第二表皮层的asker c硬度在40~95度的范围内分别设定为不同的值,能够有效地吸收630~1000hz的低频带的噪音。
131.此外,当第一吸音层10和第二吸音层20在第一吸音层10与第二吸音层20的非对置面分别具备第一表皮层12和第二表皮层22的情况下,通过由第一吸音层10的非对置面侧的第一表皮层12形成的膜振动型的吸音结构、以及由第二吸音层20的非对置面侧的第二表皮层22形成的膜振动型的吸音结构,与上述同样地发挥低频的声音的吸收效果。
132.《吸音罩的评价结果》
133.列举实施例对本发明的效果进行说明。
134.(实施例1)
135.将软质聚氨基甲酸酯用聚醚多元醇(官能团数3、分子量6000)、交联剂、发泡剂的水、催化剂和整泡剂混合,制备多元醇原料60重量份后,与聚异氰酸酯原料40重量份混合,制成发泡氨基甲酸酯树脂原料。接着,在成形模的上模和下模的内表面涂布蜡系的脱模剂后,将上模和下模合模,在将上模和下模保持在50℃的状态下,将发泡氨基甲酸酯树脂原料注入成形模的型腔内进行发泡成形,成形出具有第一发泡层11a和第一表皮层12a的第一吸音层10a。发泡成形结束后,脱模,得到纵向为500mm、横向为600mm、厚度为5mm的长方形板状的样品。脱模后,进行针刺加工,进行通气阻力的调整。此外,在上模设置预定的凸部,在第一吸音层10形成预定的凹状卡合部。
136.本样品的第一发泡层11a的密度为0.14g/cm3,asker c硬度为22度,通气阻力为
378000ns/m4。另外,包含第一表皮层12a的表层侧的通气阻力为505000ns/m4。
137.接着,在成形模的上模和下模的内表面涂布蜡系的脱模剂后,将上模和下模合模,在将上模、下模保持在50℃的状态下,将发泡氨基甲酸酯树脂原料注入成形模的型腔内进行发泡成形,成形出具有第二发泡层21a和第二表皮层22a的第二吸音层20a。对于第二吸音层而言,将软质聚氨基甲酸酯用聚醚多元醇(官能团数3、分子量6000)、交联剂、发泡剂的水、催化剂和整泡剂混合,制备多元醇原料后,与多元醇原料51重量份和聚异氰酸酯原料49重量份混合,制成发泡氨基甲酸酯树脂原料。另外,为了与第一吸音层相比而提高硬度,使用了将在第一吸音层中使用的聚醚多元醇(官能团数3、分子量6000)和分子量更小的低分子量聚醚多元醇(官能团数2、分子量400)以70∶30重量份的比例混合而成的多元醇原料。成形结束后,脱模,得到纵向为500mm、横向为600mm、厚度为5mm的长方形板状的样品。脱模后,进行针刺加工,进行通气阻力的调整。此外,在下模设置预定的凹部,在第二吸音层20形成预定的凸状卡合部。
138.此外,通过对聚醚多元醇与低分子量聚醚多元醇的混合比例进行调整,能够对第二吸音层的硬度进行调整。另外,通过混合低分子量聚醚多元醇,在氨基甲酸酯泡沫成形性变差的情况下,能够通过交联剂的添加量进行调整。
139.本样品的第二发泡层21a的密度为0.12g/cm3,asker c硬度为76度,通气阻力为153000ns/m4。另外,包含第二表皮层22a的表层侧的通气阻力为584000ns/m4。
140.接着,将第一吸音层10的凹状卡合部与第二吸音层20的凸状卡合部卡合,与第一实施方式同样地,在第二吸音层20的下方配置第一吸音层10,在第一表皮层12与第二表皮层22的对置面之间形成0.1mm的间隙而形成空气层30。
141.(实施例2)
142.通过与实施例1相同的方法,成形第一吸音层10a和第二吸音层20a,在第一吸音层10的下方配置第二吸音层20。即,将第一实施方式中的第一吸音层10和第二吸音层20调换配置。
143.(实施例3)
144.除了发泡氨基甲酸酯树脂原料的投入量以外,通过与实施例1相同的方法,成形第一吸音层10b和第二吸音层20b,在第二吸音层20b的下方配置第一吸音层10b,在第一表皮层12b与第二表皮层22b的对置面之间形成0.1mm的间隙,作为空气层30。具体而言,对于第一吸音层10b而言,使用与实施例1的第一吸音层10a的发泡氨基甲酸酯树脂原料相同的原料,在将实施例1的发泡氨基甲酸酯树脂原料的投入量设为基准投入量的情况下,投入基准投入量的1.14倍的发泡氨基甲酸酯树脂原料而成形。另外,对于第二吸音层20b而言,在将实施例1的第二吸音层20a的发泡氨基甲酸酯树脂原料的投入量设为基准投入量的情况下,投入基准投入量的0.83倍的发泡氨基甲酸酯树脂原料而成形。
145.本样品的第一发泡层11b的密度为0.16g/cm3,asker c硬度为38度,通气阻力为639794ns/m4。另外,包含第一表皮层12b的表层侧的通气阻力为130850ns/m4。另外,第二发泡层21b的密度为0.1g/cm3,asker c硬度为59度,通气阻力为103000ns/m4。另外,包含第二表皮层22b的表层侧的通气阻力为379148ns/m4。
146.(实施例4)
147.通过与实施例3相同的方法,成形第一吸音层10b和第二吸音层20b,在第一吸音层
10b的下方配置第二吸音层20b。即,将第三实施例中的第一吸音层10b和第二吸音层20b调换配置。
148.(实施例5)
149.除了发泡氨基甲酸酯树脂原料的投入量、配合比以外,通过与实施例1相同的方法,成形第一吸音层10c和第二吸音层20c,在第二吸音层20c的下方配置第一吸音层10c,在第一表皮层12c与第二表皮层22c的对置面之间形成0.1mm的间隙而作为空气层30。具体而言,对于第一吸音层10c而言,使用与实施例1的第一吸音层10a的发泡氨基甲酸酯树脂原料相同的原料,在将实施例1的第一吸音层的发泡氨基甲酸酯树脂原料的投入量设为基准投入量的情况下,投入基准投入量的0.85倍的发泡氨基甲酸酯树脂原料而成形。另外,对于第二吸音层20c而言,将多元醇原料设为54重量份,将聚异氰酸酯原料设为46重量份而成形。
150.本样品的第一发泡层11c的密度为0.12g/cm3,asker c硬度为23度,通气阻力为201098ns/m4。另外,包含第一表皮层12c的表层侧的通气阻力为438441ns/m4。另外,第二发泡层21c的密度为0.12g/cm3,asker c硬度为63度,通气阻力为148029ns/m4。另外,包含第二表皮层22c的表层侧的通气阻力为713111ns/m4。
151.(实施例6)
152.通过与实施例5相同的方法,成形第一吸音层10c和第二吸音层20c,在第一吸音层10c的下方配置第二吸音层20c。即,将实施例5中的第一吸音层10c和第二吸音层20c调换配置。
153.(实施例7)
154.除了多元醇原料与聚异氰酸酯原料的配合比、后加工方法以外,通过与实施例1相同的方法,成形第一吸音层10d和第二吸音层20d,在第二吸音层20c的下方配置第一吸音层10d,在第一表皮层12d与第二表皮层22d的对置面之间形成0.1mm的间隙,作为空气层30。具体而言,对于第一吸音层10d而言,将多元醇原料设为63重量份,将聚异氰酸酯原料设为37重量份而成形。另外,对于第二吸音层20d而言,使用与实施例1的第二吸音层20a的发泡氨基甲酸酯树脂原料相同的原料进行成形后,进行针刺加工,对通气量进行调整。
155.本样品的第一发泡层11d的密度为0.14g/cm3,asker c硬度为21度,通气阻力为281978ns/m4。另外,包含第一表皮层12d的表层侧的通气阻力为456171ns/m4。另外,第二发泡层21d的密度为0.12g/cm3,asker c硬度为67度,通气阻力为715612ns/m4。另外,包含第二表皮层22d的表层侧的通气阻力为504229ns/m4。
156.(实施例8)
157.通过与实施例7相同的方法,成形第一吸音层10d和第二吸音层20d,在第一吸音层10d的下方配置第二吸音层20d。即,将实施例7中的第一吸音层10和第二吸音层20调换配置。
158.(比较例1)
159.通过与实施例1相同的方法,成形第一吸音层10a和第二吸音层20a,在第一表皮层12a与第二表皮层22a的整个面涂布粘接剂而进行粘接。
160.(评价方法)
161.对于实施例1-实施例8以及比较例1的样品,通过依据jis a 1409的混响室法吸音率的测定方法的方法,对吸音率进行测量。另外,与声源相反侧的面与刚性底板接触而进行
测量。
162.此外,实施例1、3、5、7将第一吸音层10配置于声源侧,实施例2、4、6、8将第二吸音层20配置于声源侧。另外,比较例1将第一吸音层10配置于声源侧。
163.如图9所示,能够确认实施例1、3、5、7与比较例1相比,800~1000hz的低频带的吸音率变高。另外,如图10所示,能够确认实施例2、4、6、8与比较例1相比,800~1000hz的低频带的吸音率变高。据推测通过上述的两个膜振动型的吸音结构,能够吸收更宽范围的低频的噪音。另一方面,在比较例1中,据推测通过形成第一表皮层12a与第二表皮层22a一体化的刚性相对较高的一个表皮层,基于膜振动型的吸音结构的低频侧的频带变窄。另外,据认为,由于泡孔膜被粘接剂堵塞,第一表皮层12a、第二表皮层22a的通气阻力上升而通气性下降,从而噪音难以到达远离声源的一侧(刚性底板侧)的第二吸音层20a的第二发泡层21a,通过多孔质型吸音吸收的高频成分的比例变少,因此高频的吸音率也降低。此外,实施例3与实施例1、5、7相比,成为低频带的吸音率较低的结果。据认为其理由在于,实施例3与其他实施例相比,第一吸音层的第一发泡层的密度、硬度、通气阻力较高,因此到达第一表皮层与第二表皮层的界面的声音的能量降低,无法充分地发挥基于膜振动型的吸音结构的吸音效果。
164.另外,如图10所示,能够确认实施例2、4、6、8与比较例1相比,800~1000hz的低频带的吸音率变高。进一步地,能够确认实施例2、4、6分别与实施例1、3、5相比630~1000hz的低频带的吸音率变得不高,将具有刚性(asker c硬度)比第一表皮层12大的第二表皮层22的第一吸音层10配置于声源侧在吸音率方面是有效的。据认为其理由在于,作为吸音的原理,在从配置于声源侧的表皮层到刚性底板为止的层厚较厚的情况下,吸音率向低频侧移动,但通过将刚性相对较大的第二吸音层(第二表皮层)配置于声源侧,使声源侧的第二表皮层的吸音率峰值向低频侧移动,由此使630hz附近的吸音率上升。此外,对于实施例7、8,无法确认到同样的效果。据认为其理由在于,由于第二发泡层的通气阻力比第一发泡层的通气阻力高,因此在第八实施例中,到达第一表皮层与第二表皮层的界面的声音的能量降低,无法充分地发挥基于膜振动型的吸音结构的吸音效果。
165.但是,隔着空气层对置配置的第一表皮层和第二表皮层的相对于刚性底板的位置关系几乎不变,因此该效果不变,与比较例1相比,整体的吸音性能也维持较高的状态。
166.而且,能够确认在实施例1、2、3、5、7、8中,通过第一吸音层10的第一发泡层11和第二吸音层20的第二吸音层21,发挥了超过1000hz的中频、高频的噪音吸收性能,与比较例1相比,在630~5000hz的较宽的频带中吸音率变高。
167.附图标记说明
168.1、1a、1b、1c、1d:吸音罩;10:第一吸音层;11:第一发泡层;12:第一表皮层;13:第一卡合凹部;14:第二卡合凹部;15:突起;16:第一凹部;20:第二吸音层;21:第二发泡层;22:第二表皮层;23:第一卡合凸部;24:第二卡合凸部;25:第二凹部;26:第三凹部;30:空气层;40:第一区域;41:第二区域;50:第三区域;51:第四区域。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。