1.本发明涉及壁板的制造方法,更详细地说,涉及构成整体浴室的壁部的壁板的制造方法。
背景技术:
2.关于构成整体浴室的壁部的壁板,涉及其构造、制造方法的技术在专利文献1(日本特开2003-033837号公报)和专利文献2(日本特开2004-150253号公报)等中公开。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2003-033837号公报
6.专利文献2:日本特开2004-150253号公报
技术实现要素:
7.发明要解决的问题
8.上述例示的壁板空开规定尺寸的间隙地并列设置于整体浴室的壁部,并且在通过将接缝材料嵌入该间隙而产生止水作用的状态下使用。假设在使用具有固化性的液体树脂材料作为接缝材料的情况下,即使由于壁板的外形尺寸的形成精度较低而在间隙的形状、尺寸上产生偏差,也能够填充该间隙而防止水向壁内(与室内侧相反的背侧)浸入。但是,由液体树脂材料构成的接缝材料在施工中花费工夫和时间,产生工期、成本增加的问题。
9.因此,专利文献1、2所记载的壁板是使用采用树脂材料而形成的固体的干式接缝材料的结构,由此,希望实现施工作业的容易化,实现工期的缩短和成本削减。另一方面,由于使用干式接缝材料,所以在壁板的外形尺寸的形成精度稍微低的情况下,嵌入有接缝材料的间隙无法完全止水,产生水向壁内浸入的问题。
10.在此,上述的壁板通过冲压加工将长方形的金属板材形成为规定形状而制造。因而,若使用四角的垂直度中的形成时(切断加工时)的误差(角度公差)设定得极小的长方形的板材作为原材料,则也能够提高通过冲压加工而形成的壁板的外形尺寸的形成精度。但是,为了准备这样的原材料,需要加工精度高且昂贵的装置,此外,也需要测量加工后的材料以探究误差的作业等,其结果是,产生作为原材料的板材的成本上升的问题。
11.用于解决问题的方案
12.本发明鉴于上述情况而完成,涉及空开规定尺寸的间隙地并列设置于整体浴室的壁部并且在通过将固体的干式接缝材料嵌入间隙而产生止水作用的状态下使用的壁板,其目的在于,实现能够使用四角的垂直度中的形成时(切断加工时)的角度公差设定得比较大的廉价的长方形的板材作为原材料,且能够使通过冲压加工而形成时的外形尺寸的形成精度极高的制造方法,飞跃性地提高被干式接缝材料嵌入的间隙的止水性能,并且实现通过施工作业的容易化来缩短工期和削减成本。
13.作为一实施方式,通过以下公开的解决方案,来解决所述问题。
14.公开的壁板的制造方法中,所述壁板由一边对由金属材料构成的板材进行生产线输送一边将其加工为规定形状的加工步骤来形成,该板材在一侧的面贴附有由树脂材料构成的片,所述壁板空开规定尺寸的间隙地并列设置于整体浴室的壁部并且在通过将固体的干式接缝材料嵌入所述间隙而产生止水作用的状态下使用,其特征在于,所述加工步骤具备a1步骤,在a1步骤中,准备在四角的垂直度中包含切断加工时产生的0.5
°
以内的角度公差的长方形的所述板材,所述加工步骤在所述a1步骤之后具备:b1步骤,在所述板材中的第1短边和第1长边相交的第1角部形成包含第1基准线的缺口部,该第1基准线成为在与所述第1长边并行的弯折线处弯折所述板材时的基准位置;b2步骤,在所述第1角部形成包含第2基准线的缺口部,该第2基准线成为在与所述第1短边并行的弯折线处弯折所述板材时的基准位置;以及b3步骤,在所述板材中的第2短边和所述第1长边相交的第2角部形成包含第3基准线的缺口部,该第3基准线成为在与所述第1长边并行的弯折线处弯折所述板材时的基准位置,所述加工步骤在所述b1步骤、所述b2步骤以及所述b3步骤之后具备:c1步骤,使所述第2基准线与抵靠部抵靠,在相对于所述第2基准线平行且离开规定尺寸的位置处,通过冲压加工来弯折所述板材而形成第1弯折面;以及c2步骤,使所述第1弯折面与抵靠部抵靠,在相对于所述第1弯折面平行且离开规定尺寸的位置处,通过冲压加工来弯折所述板材而形成第2弯折面,所述加工步骤在所述c1步骤和所述c2步骤之后具备d1步骤,在d1步骤中,使所述板材在面内方向旋转90
°
,所述加工步骤在所述d1步骤之后具备:e1步骤,使所述第1基准线和所述第3基准线分别与对应的抵靠部抵靠,在相对于所述第1基准线和所述第3基准线平行且离开规定尺寸的位置处,通过冲压加工来弯折所述板材而形成第3弯折面;以及e2步骤,使所述第3弯折面与抵靠部抵靠,在相对于所述第3弯折面平行且离开规定尺寸的位置处,通过冲压加工来弯折所述板材而形成第4弯折面,所述d1步骤具备以下工序:以所述第1角部朝向生产线输送方向的始点侧的方式使所述板材旋转90
°
且误差在1
°
以内,所述e1步骤具备以下工序:在使所述第1基准线和所述第3基准线分别与对应的所述抵靠部抵靠时,使所述板材朝向所述生产线输送方向的始点侧后退而进行抵靠,且在相比于所述第1长边而靠近第2长边的位置处,在与所述第1长边和所述第2长边并行的弯折线处进行弯折。
15.发明的效果
16.根据本发明,涉及空开规定尺寸的间隙地并列设置于整体浴室的壁部并且在通过将接缝材料嵌入间隙而产生止水作用的状态下使用的壁板的制造方法,能够使用四角的垂直度中的角度公差设定得比较大的廉价的长方形的板材作为原材料,且能够制造外形尺寸的形成精度极高的壁板。由此,在不使用液体树脂而使用固体的干式接缝材料作为接缝材料的结构中,能够飞跃性地提高被该接缝材料嵌入的间隙的止水性能。因而,能够在构成壁部时,实现施工作业的容易化,缩短工期和削减成本。
附图说明
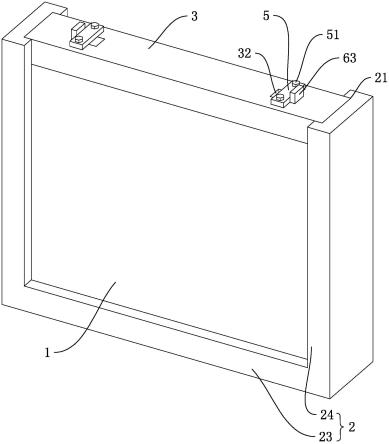
17.图1是表示本发明的实施方式的壁板的例子的概略图(表面侧立体图)。
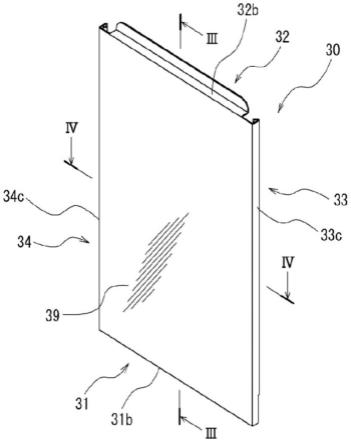
18.图2是表示本发明的实施方式的壁板的例子的概略图(背面侧立体图)。
19.图3是图1中的iii-iii线剖视图。
20.图4是图1中的iv-iv线剖视图。
21.图5是连结本实施方式的壁板彼此的角接合条的概略图(俯视图)。
22.图6是连结本实施方式的壁板彼此的平接合条的概略图(俯视图)。
23.图7是向并列设置本实施方式的壁板而产生的间隙嵌入的干式接缝材料的概略图(立体图)。
24.图8是说明使用本实施方式的壁板而构成整体浴室的壁部的方法的说明图。
25.图9是说明使用本实施方式的壁板而构成整体浴室的壁部的方法的说明图。
26.图10是说明使用本实施方式壁板而构成整体浴室的壁部的方法的说明图。
27.图11是表示进行本实施方式的壁板的制造的制造装置的例子的概略图(俯视的概略结构图)。
28.图12中的图12a~12c是在本实施方式的壁板的制造中使用的原材料的概略图(强调形状的俯视图)。
29.图13是表示本实施方式的壁板的制造方法的中途工序中的原材料的加工例(形状例)的概略图(俯视图)。
30.图14是图13中的a部放大图。
31.图15是图13中的b部放大图。
32.图16是进行本实施方式的壁板的制造的制造装置所具备的第1冲压模具的概略图(俯视图)。
33.图17是进行本实施方式的壁板的制造的制造装置所具备的第2冲压模具的概略图(俯视图)。
具体实施方式
34.由本实施方式的制造方法制造的壁板由一边对由金属材料构成的板材进行生产线输送一边将其加工为规定形状的加工步骤来形成,该板材在一侧的面贴附有由树脂材料构成的片,所述壁板空开规定尺寸的间隙地并列设置于整体浴室的壁部,并且在通过将固体的干式接缝材料嵌入该间隙而产生止水作用的状态下使用。以下,参照附图,对本发明的实施方式进行详细说明。另外,在用于说明实施方式的所有附图中,对具有相同功能的构件标注相同的附图标记,有时省略其重复的说明。
35.(壁板)
36.首先,对本实施方式的壁板30的结构例进行说明。图1是壁板30的表面侧(整体浴室的室内侧)的立体图,图2是壁板30的背面侧(整体浴室的室外侧)的立体图。此外,图3是图1中的iii-iii线剖视图,图4是图1中的iv-iv线剖视图。作为一例,壁板30形成为长边尺寸1000mm~2300mm左右、短边尺寸300mm~1200mm左右,但不限定于此。此外,图1等各附图并未以相对于实际尺寸的严格的比例来显示。
37.对于制造壁板30的材料,作为一例,使用由金属材料(例如,厚度0.5mm左右的镀锌钢等)构成的矩形(大致长方形)的板材(后面叙述详细内容)且是在一侧的面贴附有由树脂材料(例如,厚度0.1mm左右的聚酯树脂等)构成的片(所谓的“装饰片”)39的钢板(所谓的“装饰钢板”)10(以下,有时简称为“原材料”)。通过改变片39的设计,能够改变整体浴室的壁面设计,能够提供多种多样的变化(即,片39贴附面成为壁板30的表面)。使用该原材料10,通过冲压加工(切断加工)将四角加工为规定形状后,通过冲压加工(弯曲加工)将四边加工为规定形状,从而制造俯视时壁面结构部为长方形的壁板30,后面叙述详细内容。另
外,原材料10的结构不限定于上述的例子。
38.作为壁板30的结构例,通过在原材料10的靠第1短边15的位置处,向背面侧弯折90
°
,接着向背面侧弯折90
°
,从而如图3所示,形成截面呈字母u状(更准确地说,是日语片假名的
コ
字状)的弯折部31。此外,通过在原材料10的靠第2短边16的位置处,向表面侧弯折90
°
,接着向背面侧弯折90
°
,从而如图3所示,形成截面呈字母l状的弯折部32。另一方面,通过在原材料10的靠第1长边17的位置和靠第2长边18的位置处,均向背面侧弯折90
°
,再向背面侧弯折120
°
,接着向背面侧弯折90
°
,从而如图4所示,形成截面呈三角形状的弯折部33、34。但是,该结构不限定于此。
39.(接合条)
40.接下来,对连结本实施方式的壁板30彼此的接合条40、50的结构例进行说明。图5是配设于整体浴室的拐角部(角部)的角接合条40的俯视图,图6是配设于整体浴室的边部(中间部)的平接合条50的俯视图。
41.角接合条40使用由金属材料(例如,镀锌钢等)构成的长方形的板材,通过弯曲加工,加工为规定形状而形成。如图5所示,在板材的宽度方向的端部(即,长边部)分别具有弯折地形成的截面呈三角形状的弯折部41、42。构成为,该弯折部41、42彼此之间成为开口部44,内部成为中空部46。
42.此外,平接合条50使用由金属材料(例如,镀锌钢等)构成的长方形的板材,通过弯曲加工,加工为规定形状而形成。如图6所示,在板材的宽度方向的端部(即,长边部)分别具有弯折地形成的截面呈三角形状的弯折部51、52。构成为,该弯折部51、52彼此之间成为开口部54,内部成为中空部56。
43.(使用方法)
44.接下来,对使用本实施方式的壁板30而构成整体浴室的壁部的方法进行说明。概略地说,壁板30与作为连结用部件的角接合条40和平接合条50一起配设为沿着地板部(作为一例,浅箱状的地板底盘)62的外周缘绕一周,构成整体浴室的壁部。另外,构成为,在角接合条40的上端部和下端部以及平接合条50的上端部和下端部嵌合由树脂材料构成的块构件66~69。以下,进行详细地说明。
45.首先,如图8所示,在形成为矩形状的地板部62的一个角部附近位置(相邻位置),在地板部62的外缘部竖立设置一张壁板30(30a)。此时,构成为,壁板30(30a)的弯折部31的弯折面31b(第1弯折面)与在地板部62的外缘部的抵接面62a设置的壁下密封件64抵接(紧贴),实现防止水的浸入。另外,作为壁下密封件64的例子,使用由树脂材料等构成的公知的防水带。
46.接着,在地板部62的规定位置(与壁板30(30a)相邻的角部位置)竖立设置角接合条40。具体地说,在将角接合条40安装于壁板30(30a)后,通过将角接合条40的下端部嵌入于配设在地板部62的块构件67,从而将角接合条40和壁板30定位在规定位置并竖立设置。
47.在将角接合条40安装于壁板30(30a)时,将壁板30(30a)的弯折部33从角接合条40的开口部44插入中空部46内并成为卡定于弯折部42的状态。此时,成为弯折部33的弯折面33a(第2卡定面)与弯折部42的弯折面42a(第2支承面)抵接的状态。
48.接着,在地板部62的外缘部竖立设置一张壁板30(30b)。此时,将壁板30(30b)的弯折部34从角接合条40的开口部44插入中空部46内并成为卡定于弯折部41的状态。此时,成
为弯折部34的弯折面34a(第1卡定面)与弯折部41的弯折面41a(第1支承面)抵接的状态。另外,与壁板30(30a)的情况同样地,构成为,壁板30(30b)的弯折部31的弯折面31b(第1弯折面)与在地板部62的外缘部的抵接面62a设置的壁下密封件64抵接(紧贴),实现防止水的浸入。
49.接着,如图9所示,在角接合条40的上端部安装块构件66。该块构件66设有分别向壁板30(30a)的弯折部33(具体地说,中空部33d)和壁板30(30b)的弯折部34(具体地说,中空部34d)插入的突起状的插入部(未图示)。通过该插入部插入于弯折部33(中空部33d)和弯折部34(中空部34d),从而能够实现防止块构件66脱落,能够在壁板30(30a)的弯折面33a(第2卡定面)与角接合条40的弯折部42的弯折面42a(第2支承面)抵接的状态下,且在壁板30(30b)的弯折面34a(第1卡定面)与角接合条40的弯折部41的弯折面41a(第1支承面)抵接的状态下可靠地固定。但是,块构件66的结构不限定于上述的例子。
50.接着,在地板部62的规定位置(与壁板30b相邻的中间位置)竖立设置平接合条50。具体地说,在将平接合条50安装于壁板30b后,通过将平接合条50的下端部嵌入于配设在地板部62的块构件69,从而将平接合条50和壁板30定位在规定位置并竖立设置。
51.在将平接合条50安装于壁板30(30b)时,将壁板30(30b)的弯折部33从平接合条50的开口部54插入中空部56内并成为卡定于弯折部52的状态。此时,成为弯折部33的弯折面33a(第2卡定面)与弯折部52的弯折面52a(第4支承面)抵接的状态。
52.接着,如图10所示,在平接合条50的上端部安装块构件68(68a)。该块构件68(68a)设有向壁板30(30b)的弯折部33(具体地说,中空部33d)插入的突起状的插入部(未图示)。通过该插入部插入于弯折部33(中空部33d),从而能够实现防止块构件68(68a)脱落,能够在壁板30(30b)的弯折面33a(第2卡定面)与平接合条50的弯折部52的弯折面52a(第4支承面)抵接的状态下可靠地固定。但是,块构件68(68a)的结构不限定于上述的例子。
53.接着,在地板部62的外缘部竖立设置一张壁板30(30c)。此时,将壁板30(30c)的弯折部34从平接合条50的开口部54插入中空部56内并成为卡定于弯折部51的状态。此时,成为弯折部34的弯折面34a(第1卡定面)与弯折部51的弯折面51a(第3支承面)抵接的状态。另外,与壁板30a、30b的情况同样地,构成为,壁板30c的弯折部31的弯折面31b(第1弯折面)与在地板部62的外缘部的抵接面62a设置的壁下密封件64抵接(紧贴),实现防止水的浸入。
54.接着,将块构件68(68b)安装于平接合条50的上端部。该块构件68(68b)设有向壁板30(30c)的弯折部34(具体地说,中空部34d)插入的突起状的插入部(未图示)。通过该插入部插入于弯折部34(中空部34d),从而能够实现防止块构件68(68b)脱落,能够在壁板30(30c)的弯折面34a(第1卡定面)与平接合条50的弯折部51的弯折面51a(第3支承面)抵接的状态下可靠地固定。但是,块构件68(68b)的结构不限定于上述的例子。
55.接着,根据整体浴室的设计规格(在此为壁部的水平方向尺寸),实施将角接合条40安装于壁板30c而使该壁面终结、和将平接合条50安装于壁板30c而使该壁面延伸设置这两工序中的任一工序。另外,无论在安装角接合条40的情况下,还是在安装平接合条50的情况下,其安装方法都与上述的各自的情况同样,因此,省略重复的说明。
56.如此,通过依次组装壁板30、角接合条40以及平接合条50,从而能够以沿着地板部62的外周缘绕一周的方式形成壁部。此时,壁板30、角接合条40以及平接合条50彼此互相拉拽而一体化,能够不设置特别的构件而容易地形成整体浴室的壁面。另外,此时,壁板30的
弯折面34a(第1卡定面)、33a(第2卡定面)、对应的角接合条40的弯折面41a(第1支承面)、42a(第2支承面)以及平接合条50的弯折面51a(第3支承面)、52a(第4支承面)成为弹性卡定的状态。
57.另外,成为如下的状态:在卡定于角接合条40而并列设置的壁板30彼此之间,更具体地说,在一个壁板30(30a)的从开口部44插入于中空部46内的弯折部33与另一个壁板30(30b)的从开口部44插入于中空部46内的弯折部34之间产生间隙。因而,实施将图7所示的干式接缝材料60嵌入该间隙而闭塞来防止水浸入的工序。作为一例,该干式接缝材料60使用树脂材料形成为能够弹性变形的固体状。即,干式接缝材料60成为以下结构:通过使基部60a的背面(室外侧的面)与壁板30的表面弹性接触,并且使突设部60b与壁板30的弯折部33(在此为第4弯折面33c)、弯折部34(在此为第3弯折面34c)弹性接触,从而产生间隙的止水作用(防止水向壁内浸入的作用)。但是,干式接缝材料60的结构不限定于上述的例子。
58.同样地,成为如下的状态:在卡定于平接合条50而并列设置的壁板30彼此之间,更具体地说,在一个壁板30(30b)的从开口部54插入于中空部56内的弯折部33与另一个壁板30(30c)的从开口部54插入于中空部56内的弯折部34之间产生间隙。因而,实施将图7所示的干式接缝材料60嵌入该间隙而闭塞来防止水浸入的工序。如上所述,该干式接缝材料60使用树脂材料形成为能够弹性变形的固体状。即,干式接缝材料60成为以下结构:通过使基部60a的背面(室外侧的面)与壁板30的表面弹性接触,并且使突设部60b与壁板30的弯折部33(在此为第4弯折面33c)、弯折部34(在此为第3弯折面34c)弹性接触,从而产生间隙的止水作用(防止水向壁内浸入的作用)。但是,干式接缝材料60的结构不限定于上述的例子。此外,也可以按角部用和边部(中间部)用,将干式接缝材料设为不同的结构(未图示)。
59.经过上述的工序,构成整体浴室的壁部。
60.如上所述,假设在使用具有固化性的液体树脂材料作为接缝材料的情况下,即使由于壁板30的外形尺寸的形成精度较低而在间隙的形状、尺寸上产生偏差,也能够填充该间隙而防止水向壁内(与室内侧相反的背侧)浸入。但是,由液体树脂材料构成的接缝材料在施工中花费工夫和时间,产生工期、成本增加的问题。因此,在本实施方式中,通过使用图7所示那样的用树脂材料形成的固体的干式接缝材料60,从而能够实现施工作业的容易化(参照图8~图10),能够缩短工期和削减成本。
61.然而,由于使用固体的干式接缝材料,所以壁板30的外形尺寸的形成精度越低,越得不到被接缝材料嵌入的间隙的止水作用,产生水向壁内浸入的问题。具体地说,对于壁板30,在弯折部33的弯折面33c(第4弯折面)相对于弯折部31的弯折面31b(第1弯折面)的垂直度和弯折部34的弯折面34c(第3弯折面)相对于弯折部31的弯折面31b(第1弯折面)的垂直度不准确的情况下,会产生水向壁内(与室内侧相反的背侧)浸入的情况。即,在使弯折面31b(第1弯折面)与地板部62(在此为设于抵接面62a的壁下密封件64)紧贴(密合)而竖立设置壁板30时,如果该垂直度不准确,则壁板30的弯折面33c(第4弯折面)和弯折面34c(第3弯折面)成为自铅垂方向偏移(倾斜)配置的状态。因而,一个壁板30的弯折面(在此为第4弯折面33c)和另一个壁板30的弯折面(在此为第3弯折面34c)之间的间隙变形为梯形等那样,固体的干式接缝材料60在嵌入时与弯折面(第4弯折面33c、第3弯折面34c)之间形成空隙,导致水的浸入。相反,若要使一个壁板30的弯折面(在此为第4弯折面33c)和另一个壁板30的弯折面(在此为第3弯折面34c)沿着铅垂方向保持平行,则会在壁板30的弯折面31b(第1弯
折面)与地板部62(在此为设于抵接面62a的壁下密封件64)之间形成空隙,导致水的浸入。
62.在此,上述的壁板30通过冲压加工将长方形的原材料10(上述的装饰钢板)形成为规定形状而制造。因而,如果使用四角的垂直度中的形成时(切断加工时)的误差(角度公差)设定得极小的长方形的板材作为原材料10来进行基于外形基准的冲压加工,则也能够提高所形成的壁板30的外形尺寸的形成精度。但是,为了准备这样的原材料10,需要加工精度高且昂贵的装置,此外,也需要测量加工后的材料以探究误差的作业等,其结果是,产生作为原材料10的板材的成本上升的问题。
63.因此,本技术的发明人研究出了以下的制造方法,该制造方法能够使用四角的垂直度中的形成时(切断加工时)的角度公差设定得比较大的廉价的长方形的板材作为原材料10,且能够使通过冲压加工而形成时的外形尺寸的形成精度极高。
64.(制造方法)
65.接下来,对本实施方式的壁板30的制造方法进行说明。该制造方法包括下述的主要步骤,该主要步骤通过一边对原材料10进行生产线输送一边进行切断/弯折加工而制造规定形状的壁板30。此外,在制造中使用由一个生产线进行加工的制造装置100。在图11示出制造装置100的说明图(俯视的概略结构图)。另外,图中的箭头x表示生产线输送方向。
66.对于原材料10,使用长方形的板材(上述的装饰钢板)。在此,关于“长方形”的形状,理想的是四角的角度全部为90
°
(
±0°
),但实际上在形成时(切断加工时),四角的角度包含误差(在本技术中称为“角度公差”)(即,不仅包含几何学上定义的长方形,还包含大致长方形)。通常来讲,该角度公差越小,材料价格越昂贵,该角度公差越大,材料价格越廉价。
67.根据本实施方式的制造方法,通过包括以下所示的特征结构(步骤),能够使用四角的垂直度中的形成时(切断加工时)的角度公差设定得比较大的廉价的长方形的板材作为原材料10。若对该原材料10的例子以易于理解的方式进行强调和图示,则即使是具有图12a所示的菱形的原材料10(10a)、图12b所示的梯形的原材料10(10b)、图12c所示的具有曲弧度的原材料10(10c)等这样的形状的原材料也能够使用(是为了说明而强调了形状的图,不是实际形状的缩小图)。如上述例子那样,作为原材料10,能够使用对四角的垂直度容许比较大的角度公差的长方形的板材,具体地说,能够使用四角的角度(第1角部11的角度θ1、第2角部12的角度θ2、第3角部13的角度θ3、第4角部14的角度θ4)相对于垂直度(90
°
)具有
±
0.5
°
以内的角度公差的长方形的板材,且能够制造外形精度为高精度的壁板30。以下,进行详细地说明。
68.首先,实施准备作为原材料10的长方形的板材(容许上述的角度公差的板材)并向生产线上送入的步骤(a1步骤)。作为一例,能够采用使用给料机等输送装置(未图示)从层叠收纳有多张该板材的贮藏柜102内以规定节拍将该板材一张一张地载置在生产线上(在此为始端部104上)的方法等。另外,对于之后的原材料10的生产线输送,主要使用带式输送机等输送装置(未图示)。作为一例,将第1短边15侧作为前端进行输送直至旋转移动部110(后面叙述),从旋转移动部110开始将第2长边18侧作为前端来进行输送,但不限定于该结构。
69.接着,在a1步骤后,在切角加工部106实施b1、b2、b3步骤。作为一例,切角加工部106构成为包括切断用的第1冲压模具160和第2冲压模具170(后面叙述详细内容)。在此,在图13、图14(a部放大图)、图15(b部放大图)示出通过实施b1、b2、b3步骤而形成的原材料10
的形状例(俯视)。
70.首先,作为b1步骤,实施以下步骤:使用第1冲压模具160,通过冲压加工(切断加工),在原材料10中的第1短边15和第1长边17相交的第1角部11形成包含第1基准线21的缺口部24,该第1基准线21成为在与第1长边17并行的弯折线处弯折该原材料10时的基准位置。另外,本技术中的“并行”不限定于几何学上定义的“平行”,还表示相对于作为对象的方向沿着规定的方向。
71.此外,作为b2步骤,实施以下步骤:使用第2冲压模具170,通过冲压加工(切断加工),在第1角部11形成包含第2基准线22的缺口部25,该第2基准线22成为在与第1短边15并行的弯折线处弯折原材料10时的基准位置。
72.此外,作为b3步骤,实施以下步骤:使用第2冲压模具170,通过冲压加工(切断加工),在原材料10中的第2短边16和第1长边17相交的第2角部12形成包含第3基准线23的缺口部26,该第3基准线23成为在与第1长边17并行的弯折线处弯折原材料10时的基准位置。
73.另外,b1、b2、b3步骤在本实施方式中依次实施,但不限定于此。例如,也能够以b2、b1、b3步骤的顺序等来实施。或者,也能够使第1冲压模具和第2冲压模具构成为一个模具(未图示),将b1和b2步骤作为一个步骤同时实施。
74.接着,在b1、b2、b3步骤后,在短边加工部108实施c1、c2步骤。作为一例,短边加工部108构成为包括:弯折用的冲压模具130;抵靠部132、136,其设定对原材料10进行定位时的基准位置;以及定位装置134、138,其从基准位置把持原材料10并使其精密移动而进行定位。另外,抵靠部132相对于生产线输送方向在左右方向上进退移动,并在生产线输送方向的始端侧具有抵靠面。此外,抵靠部136相对于生产线输送方向在上下方向上进退移动,并在生产线输送方向的始端侧具有抵靠面。但是,不限定于该结构。
75.首先,作为c1步骤,使原材料10的第2基准线22与抵靠部132抵靠,设定对原材料10中的冲压加工位置进行定位时的基准位置。接着,实施以下步骤:在原材料10中,在进行弯折的规定位置(具体地说,相对于第2基准线22平行且离开规定尺寸的位置)处,通过冲压加工来弯折原材料10而形成第1弯折面31b。在本实施方式中,将原材料10中的靠第1短边15的端部弯折两次而形成具有弯折面31a和弯折面31b(第1弯折面)的弯折部31,因此,设定两个位置作为上述的规定位置。因而,利用定位装置134使原材料10向与生产线输送方向相同的方向移动,进行两次(即,两回)如下动作:以使上述的规定位置与冲压模具130中的冲压加工位置一致的方式进行定位并进行冲压加工(弯折加工)。另外,本技术中的“平行”是指几何学上定义的“平行”,但包含因加工等而产生的公差。
76.此外,作为c2步骤,使原材料10的第1弯折面31b与抵靠部136抵靠,设定对原材料10中的冲压加工位置进行定位时的基准位置。接着,实施以下步骤:在原材料10中,在进行弯折的规定位置(具体地说,相对于第1弯折面31b平行且离开规定尺寸的位置)处,通过冲压加工来弯折原材料10而形成第2弯折面32b。在本实施方式中,将原材料10中的靠第2短边16的端部弯折两次而形成具有弯折面32a和弯折面32b(第2弯折面)的弯折部32,因此,设定两个位置作为上述的规定位置。因而,利用定位装置138使原材料10向与生产线输送方向相反的方向移动,进行两次(即,两回)如下动作:以使上述的规定位置与冲压模具130中的冲压加工位置一致的方式进行定位并进行冲压加工(弯折加工)。
77.另外,作为变形例,也可以是,由不同的两个模具构成进行c1步骤中的冲压加工的
冲压模具和进行c2步骤中的冲压加工的冲压模具(未图示)。
78.接着,在c1、c2步骤后,在旋转移动部110实施d1步骤。作为一例,旋转移动部110构成为包括使原材料10旋转移动而变更生产线的输送方向的旋转移动装置(未图示)。作为d1步骤,实施使原材料10在面内方向旋转90
°
的步骤。
79.接着,在d1步骤后,在长边加工部112(112a)实施e1步骤。此外,在长边加工部112(112b)实施e2步骤。作为一例,长边加工部112(112a)构成为包括:弯折用的冲压模具140;抵靠部142(142a、142b),其设定对原材料10进行定位时的基准位置;以及定位装置144,其从基准位置推动原材料10使其精密移动并进行定位。另外,在本实施方式中,定位装置144具有使抵靠部142移动的机构,构成为抵靠部142与原材料10抵接(即,在保持着抵靠的状态下)并推动该原材料10。此外,抵靠部142相对于生产线输送方向在上下方向上进退移动,在生产线输送方向的终端侧具有抵靠面。但是,不限定于该结构。
80.另一方面,长边加工部112(112b)构成为包括:弯折用的冲压模具146;抵靠部148(148a、148b),其设定对原材料10进行定位时的基准位置;以及定位装置150,其从基准位置推动原材料10使其精密移动并进行定位。另外,在本实施方式中,定位装置150具有使抵靠部148移动的机构,构成为抵靠部148与原材料10抵接(即,在保持着抵靠的状态下)并推动该原材料10。此外,抵靠部148相对于生产线输送方向在上下方向上进退移动,在生产线输送方向的始端侧具有抵靠面。但是,不限定于该结构。
81.首先,作为e1步骤,使原材料10的第1基准线21和第3基准线23分别与对应的抵靠部142抵靠(具体地说,第1基准线21与抵靠部142a抵靠,第3基准线23与抵靠部142b抵靠),设定对原材料10中的冲压加工位置进行定位时的基准位置。接着,实施以下步骤:在原材料10中,在进行弯折的规定位置(具体地说,相对于第1基准线21和第3基准线23平行且离开规定尺寸的位置)处,通过冲压加工来弯折原材料10而形成第3弯折面34c。在本实施方式中,将原材料10中的靠第2长边18的端部弯折三次而形成具有弯折面34a(第1卡定面)、弯折面34b以及弯折面34c(第3弯折面)的弯折部34,因此,设定三个位置作为上述的规定位置。因而,利用定位装置144使原材料10向与生产线输送方向相同的方向移动,进行三次(即,三回)如下动作:以使上述的规定位置与冲压模具140中的冲压加工位置一致的方式进行定位并进行冲压加工(弯折加工)。
82.此外,作为e2步骤,使原材料10的第3弯折面34c与抵靠部148(148a、148b)抵靠,设定对原材料10中的冲压加工位置进行定位时的基准位置。接着,实施以下步骤:在原材料10中,在进行弯折的规定位置(具体地说,相对于第3弯折面34c平行且离开规定尺寸的位置)处,通过冲压加工来弯折原材料10而形成第4弯折面33c。在本实施方式中,将原材料10中的靠第1长边17的端部弯折三次而形成具有弯折面33a(第2卡定面)、弯折面33b以及弯折面33c(第4弯折面)的弯折部33,因此,设定三个位置作为上述的规定位置。因而,利用定位装置150使原材料10向与生产线输送方向相反的方向移动,进行三次(即,三回)如下动作:以使上述的规定位置与冲压模具146中的冲压加工位置一致的方式进行定位并进行冲压加工(弯折加工)。
83.根据本实施方式的壁板30的制造方法,通过具备密切协作的上述的主要步骤,能够得到以下的显著的效果。具体地说,作为原材料10,使用加工精度(即,外形的形状精度)低的板材,例如,在四角的垂直度中包含切断加工时产生的0.5
°
以内的角度公差的长方形
的板材,因此,能够实现材料费用的低成本化。而且,即使使用这样的精度低的板材,也能够制造短边侧弯折面(在此为第1弯折面31b和第2弯折面32b)与长边侧弯折面(在此为第3弯折面34c和第4弯折面33c)的垂直度(即,四角的垂直度)的公差(加工的误差)极小的长方形的壁板30。
84.因而,仅通过空开规定尺寸的间隙地并列设置于整体浴室的壁部并将固体的干式接缝材料60嵌入该间隙,就能够得到高止水作用(防止水的浸入作用)。即,不需要进行利用液体的接缝材料填充该间隙而进行止水的作业,因此,能够简单且在短时间内进行壁部的设置作业,能够实现现场施工费用的低成本化。
85.接下来,对在实施上述的b1、b2、b3步骤时使用的第1冲压模具160和第2冲压模具170进行详细说明。在此,图16是第1冲压模具160的俯视图(概略图),图17是第2冲压模具170的俯视图(概略图)。
86.本实施方式的第1冲压模具160具备第1刃面162作为形成第1基准线21的刃面。另一方面,本实施方式的第2冲压模具170具备第2刃面172作为形成第2基准线22的刃面,并且具备第3刃面174作为形成第3基准线23的刃面。在此,第2冲压模具170的第2刃面172构成为相对于第1冲压模具160的第1刃面162成90
°
,且角度公差在0.05
°
以内。此外,第2冲压模具170的第3刃面174构成为相对于第2刃面172成90
°
,且角度公差在0.05
°
以内。
87.因而,上述的本实施方式的b1步骤具备通过使用第1冲压模具160的冲压加工(切断加工)从而使第1刃面162形成第1基准线21的工序。
88.此外,上述的本实施方式的b2步骤具备以下工序:在将原材料10相对于在b1步骤中形成的第1基准线21平行且误差(在此为原材料10在输送中产生的面内方向中的角度方向(旋转方向)的误差(偏移量))在0.03
°
以内地进行生产线输送后,通过使用第2冲压模具170的冲压加工(切断加工),从而使第2刃面172形成第2基准线22。即,第2基准线22被加工为相对于第1基准线21成90
°
,且角度公差在0.05
°
以内。
89.通过具备上述的工序,能够得到以下的显著的效果。具体地说,能够任意地设定在设置时壁部的成为地板侧的短边侧的弯折宽度(在此为第1弯折面31b的宽度方向的宽度尺寸)。即,能够由一个生产线制造外形(在此为上述的宽度尺寸)不同的多个种类的壁板30。而且,能够进行将原材料10切断加工为第1基准线21和第2基准线22的垂直度的公差(加工的误差)极小的形状,因此,能够制造短边侧弯折面(在此为第1弯折面31b)和长边侧弯折面(在此为第3弯折面34c和第4弯折面33c)的垂直度的公差(加工的误差)极小的长方形的壁板30。因而,在构成壁部时,仅将干式接缝材料60嵌入于并列设置的壁板30的间隙就能够得到高止水作用。
90.而且,上述的本实施方式的b3步骤具备以下工序:在将原材料10相对于在b1步骤中形成的第1基准线21平行且误差(在此为原材料10在输送中产生的面内方向中的角度方向(旋转方向)的误差(偏移量))在0.03
°
以内地进行生产线输送后,将原材料10相对于在b2步骤中形成的第2基准线22平行且误差(在此为原材料10在输送中产生的面内方向中的角度方向(旋转方向)的误差(偏移量))在0.03
°
以内地移动,通过使用第2冲压模具170的冲压加工(切断加工),从而使第3刃面174形成第3基准线23。此时,第3基准线23被加工为相对于第1基准线21平行且公差(在此为分离尺寸的误差)在0.5mm以内(更优选的是0.2mm以内)。
91.通过具备上述的工序,能够得到以下的显著的效果。具体地说,能够进行将原材料
10切断加工为第1基准线21和第3基准线23的平行度的公差(加工的误差)极小的形状,因此,能够制造短边侧弯折面(在此为第1弯折面31b)和长边侧弯折面(在此为第3弯折面34c和第4弯折面33c)的垂直度的公差(加工的误差)极小的长方形的壁板30。因而,在构成壁部时,仅将干式接缝材料60嵌入于并列设置的壁板30的间隙就能够得到高止水作用。
92.而且,上述的本实施方式的d1步骤具备以下工序:以第1角部11朝向生产线输送方向的始端侧的方式使原材料10旋转90
°
,且误差(在此为原材料10在旋转移动中产生的面内方向中的角度方向(旋转方向)的误差(偏移量))在1
°
以内。
93.此外,上述的本实施方式的e1步骤具备以下工序:在使第1基准线21和第3基准线23分别与对应的抵靠部142a、142b抵靠时,使原材料10朝向生产线输送方向的始端侧后退而进行抵靠,且在相比于第1长边17而靠近第2长边18的位置处,在与第1长边17和第2长边18并行的弯折线处弯折该原材料10。
94.通过具备上述的工序,能够得到以下的显著的效果。具体地说,能够使作为精度(特别是,第1基准线21和第2基准线22的垂直度的精度)高的基准位置而使用的第1角部11位于生产线输送方向上的左右任一侧部(在本实施方式中设为生产线输送方向的右侧部,但也可以设为左侧部)的位置。即,在加工原材料10时,能够使抵靠第2基准线22的抵靠部132和抵靠第1基准线21的抵靠部142(142a)在生产线输送方向的左右任一侧部(在此为生产线输送方向的右侧部)对齐地配置。因而,能够提高相互平行地调整两个抵靠部132、142(142a)的抵靠面时的调整精度。
95.此外,在设于第1长边17侧的第1基准线21和第3基准线23与抵靠部142a、142b抵靠的状态下,通过在相比于第1长边17而靠近第2长边18的位置处进行弯折,从而能够将高精度形成的第1基准线21和第3基准线23用于定位的基准,且能够使原材料10移动到冲压位置时的移动距离尽可能小,因此,能够以高精度形成壁板30的外形尺寸。
96.如此,能够制造短边侧弯折面(在此为第1弯折面31b)和长边侧弯折面(在此为第3弯折面34c和第4弯折面33c)的垂直度的公差(加工的误差)极小的长方形的壁板30。因而,在构成壁部时,仅将干式接缝材料60嵌入于并列设置的壁板30的间隙就能够得到高止水作用。
97.而且,在实现上述的作用效果时、即在使壁板30的加工精度(形状精度)高精度化时,在能够容许在旋转移动部110中使用旋转移动的误差大(精度低)的旋转移动装置这一点上,起到较大的技术意义(具体地说,制造装置100的简化和低成本化)。
98.另外,在e2步骤后,适当地实施需要的步骤。作为一例,在角加工部114(114a、114b),实施通过冲压加工将原材料10的拐角部形成为规定形状的f1、f2步骤。接着,实施将制造装置100中的原材料10的加工结束而形成为规定形状的状态的壁板30载置在终端部116的g1步骤。接着,实施使用给料机等输送装置(未图示),将壁板30一张一张地从生产线上(在此为终端部116上)向贮藏柜118内输送并层叠收纳的h1步骤。但是,不限定于上述的步骤,也可以在f2步骤之后,进行其他的追加加工。另外,在该情况下,也可以是,在制造装置100设置需要的机构而进行壁板30的追加加工,或者,也可以是,在将壁板30向其他的制造装置(未图示)输送(移送)后,进行追加加工。
99.如上所述,根据本发明的壁板的制造方法,能够使用四角的垂直度中的角度公差设定得比较大的廉价的长方形的板材作为原材料,且能够制造外形尺寸的形成精度极高的
壁板。由此,在不使用液体树脂而使用固体的干式接缝材料作为接缝材料的结构中,能够飞跃性地提高被该接缝材料嵌入的间隙的止水性能。因而,能够在构成整体浴室的壁部时,实现施工作业的容易化,缩短工期和削减成本。
100.另外,本发明不限定于以上说明的实施例,能够在不脱离本发明的范围内进行各种变更。该壁板在构成整体浴室的壁部时优选使用,但毋庸置疑的是也能够在构成除了整体浴室以外的壁部时使用。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。