技术特征:
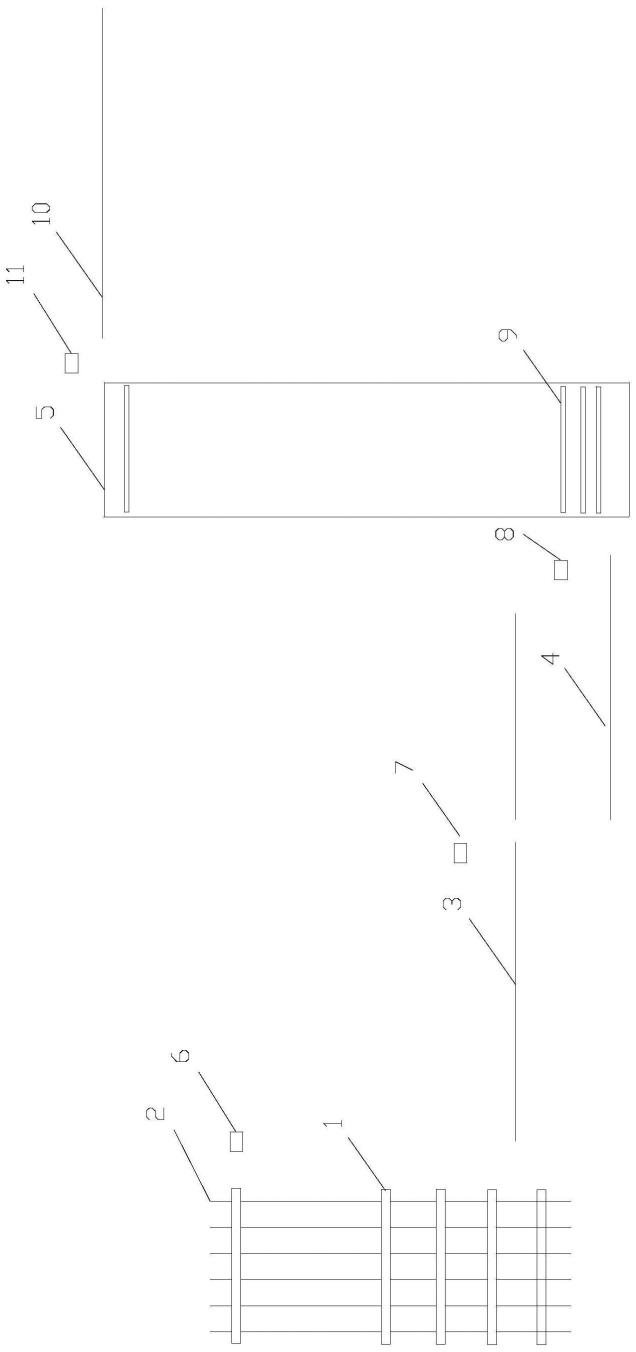
1.一种多机多流铸坯生产端到端全过程追溯方法,其特征在于,包括以下步骤:s1:对多机多流铸坯每次切坯时,采集切割机夹紧信号点,利用主控系统生成唯一标号;s2:在连铸出坯辊道末端记录铸坯切割后到位情况,与切割机夹紧信号点形成唯一对应关联;s3:利用热送辊道输送铸坯至铸机翻钢机,通过翻钢辊道进行翻钢;s4:铸机翻钢机采集动作信号,每动作时则表示铸机翻转到位,以此对铸坯进行标号排序,再输送至轧制区域;s5:记录铸坯运转位置情况,通过加热炉进行连轧,存储铸坯依次近炉编号;s6:铸坯上加热炉时,按炉层次有序存放,主控系统生成的自动编号则有效储存,待下次轧制时筛选至主控系统则形成数据链接;s7:在轧制过程中,对铸坯米单重进行调整时,追溯至铸机流次、炉号、铸坯编号,形成有效关联数据。2.根据权利要求1所述的一种多机多流铸坯生产端到端全过程追溯方法,其特征在于:所述s1中,利用主控系统生成唯一标号,标号自行设定,以标号后4位数表示浇次生产切割数量。3.根据权利要求2所述的一种多机多流铸坯生产端到端全过程追溯方法,其特征在于:所述s2中,在连铸出坯辊道末端增设第一热检装置,记录铸坯切割后到位情况,采用热源检测感应原理进行记录,主控系统采集信号点,与铸坯切割夹紧信号点形成唯一对应关联。4.根据权利要求3所述的一种多机多流铸坯生产端到端全过程追溯方法,其特征在于:所述s3中,在热送辊道处设置第二热检装置,记录铸坯到位情况,与之前的第一热检装置记录信号、铸坯切割夹紧信号点形成唯一对应关联。5.根据权利要求4所述的一种多机多流铸坯生产端到端全过程追溯方法,其特征在于:所述s5中,实行连轧之前,通过第三热检装置记录铸坯运转位置情况,与之前的第一热检装置记录信号、第二热检装置记录信号、铸坯切割夹紧信号点形成唯一对应关联。6.根据权利要求5所述的一种多机多流铸坯生产端到端全过程追溯方法,其特征在于:所述s5中,加热炉为步进式冷床,每槽位仅存放一只铸坯,放满支数则为铸坯编号存储数量,后续实现连铸、轧制时,不间断通过关联数据逐步生成或自动生成虚拟编号。7.根据权利要求6所述的一种多机多流铸坯生产端到端全过程追溯方法,其特征在于:所述s6中,上加热炉处理后,轧机辊道之前,通过第四热检装置记录铸坯到位情况,与之前的第一热检装置记录信号、第二热检装置记录信号、第三热检装置记录信号、铸坯切割夹紧信号点形成唯一对应关联。8.根据权利要求7所述的一种多机多流铸坯生产端到端全过程追溯方法,其特征在于:所述s7中,铸机高拉速情况下,拉速越高铸坯冷缩比也随之增大,米单重也随之相应变化,在轧制过程中为确保生效效率,实现工序匹配,则需对铸坯米单重进行调整。9.根据权利要求8所述的一种多机多流铸坯生产端到端全过程追溯方法,其特征在于:所述s7中,形成有效关联数据,也有唯一性,以此对主控系统进行反馈,匹配铸坯切割长度动态调整追溯。10.根据权利要求9所述的一种多机多流铸坯生产端到端全过程追溯方法,其特征在
于:多机多流铸坯生产端到端全过程追溯编号为系统虚拟编号。
技术总结
本发明提供了一种多机多流铸坯生产端到端全过程追溯方法,涉及钢铁生产技术领域,包括以下步骤:S1:对多机多流铸坯每次切坯时,采集切割机夹紧信号点,利用主控系统生成唯一标号;S2:在连铸出坯辊道末端记录铸坯切割后到位情况,与切割机夹紧信号点形成唯一对应关联;S3:利用热送辊道输送铸坯至铸机翻钢机,通过翻钢辊道进行翻钢;S4:铸机翻钢机采集动作信号,每动作时则表示铸机翻转到位,以此对铸坯进行标号排序,再输送至轧制区域;本发明通过主控系统生成唯一标号,多次记录铸坯到位情况,能够使多机多流铸坯生产端到端全过程追溯渠道,形成全系统智能化管理,提高企业经济效益。益。益。
技术研发人员:骆忠文 彭灿锋
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:2022.08.10
技术公布日:2022/12/1
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。