技术特征:
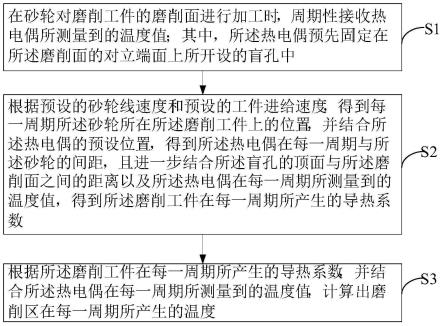
1.一种磨削区温度的测量方法,其特征在于,所述方法包括以下步骤:在砂轮对磨削工件的磨削面进行加工时,周期性接收热电偶所测量到的温度值;其中,所述热电偶预先固定在所述磨削面的对立端面上所开设的盲孔中;根据预设的砂轮线速度和预设的工件进给速度,得到每一周期所述砂轮所在所述磨削工件上的位置,并结合所述热电偶的预设位置,得到所述热电偶在每一周期与所述砂轮的间距,且进一步结合所述盲孔的顶面与所述磨削面之间的距离以及所述热电偶在每一周期所测量到的温度值,得到所述磨削工件在每一周期所产生的导热系数;根据所述磨削工件在每一周期所产生的导热系数,并结合所述热电偶在每一周期所测量到的温度值,计算出磨削区在每一周期所产生的温度。2.如权利要求1所述的磨削区温度的测量方法,其特征在于,所述磨削工件在每一周期所产生的导热系数均是通过以下公式(1)来计算得到的:其中,λ为所述磨削工件在第i个周期的导热系数;t为所述热电偶在第i个周期所测量到的温度值;x为基于所述测温点所在所述磨削工件上的位置,对应在以所述磨削面所构建的xy平面直角坐标系上x方向的坐标;k0(u)为二类修正贝塞尔函数;v
w
为热源移动速度,其由所述砂轮线速度和所述工件进给速度来决定的;dx
i
为运动的线热源;z为所述盲孔的顶面与所述磨削面之间的距离;a为热扩散系数;l为磨削区热源宽度。3.如权利要求2所述的磨削区温度的测量方法,其特征在于,所述磨削区在每一周期所产生的温度是通过以下公式(2)来计算得到的:其中,是高斯误差函数;t
w
为所述磨削区在当前周期所产生的温度;t0为无内热源时的初始温度,其在砂轮对磨削工件的磨削面进行加工之前测量所得;τ为当前周期时长。4.如权利要求1所述的磨削区温度的测量方法,其特征在于,所述磨削工件为氧化锆陶瓷,其密度为0.65g/cm3,热膨胀系数为10.5
×
10-6
/k,泊松比为0.3。5.如权利要求1所述的磨削区温度的测量方法,其特征在于,所述砂轮为电镀金刚石砂轮。6.如权利要求5所述的磨削区温度的测量方法,其特征在于,所述热电偶为高灵敏度k型热电偶,通过具有高导热系数的环氧树脂胶固定在所述盲孔中,并使其顶部与所述盲孔底壁相抵靠。7.如权利要求1所述的磨削区温度的测量方法,其特征在于,所述盲孔距离所述磨削面的距离为0.5mm。8.如权利要求1所述的磨削区温度的测量方法,其特征在于,所述砂轮线速度为5000r/min;所述工件进给速度为100mm/min。9.一种磨削区温度的测量系统,其特征在于,包括:
温度值获取单元,用于在砂轮对磨削工件的磨削面进行加工时,周期性接收热电偶所测量到的温度值;其中,所述热电偶预先固定在所述磨削面的对立端面上所开设的盲孔中;导热系数计算单元,用于根据预设的砂轮线速度和预设的工件进给速度,得到每一周期所述砂轮所在所述磨削工件上的位置,并结合所述热电偶的预设位置,得到所述热电偶在每一周期与所述砂轮的间距,且进一步结合所述盲孔的顶面与所述磨削面之间的距离以及所述热电偶在每一周期所测量到的温度值,得到所述磨削工件在每一周期所产生的导热系数;磨削区温度获取单元,用于根据所述磨削工件在每一周期所产生的导热系数,并结合所述热电偶在每一周期所测量到的温度值,计算出磨削区在每一周期所产生的温度。10.如权利要求9所述的磨削区温度的测量系统,其特征在于,所述砂轮线速度为5000r/min;所述工件进给速度为100mm/min。
技术总结
本发明提供一种磨削区温度的测量方法,包括在磨削面加工时,周期性接收热电偶所测量到的温度值;根据砂轮线速度和工件进给速度,得到每一周期砂轮所在磨削工件上的位置,并结合热电偶的预设位置,得到热电偶在每一周期与所述砂轮的间距,且进一步结合盲孔的顶面与磨削面之间的距离以及热电偶在每一周期所测量到的温度值,得到磨削工件在每一周期所产生的导热系数;根据磨削工件在每一周期所产生的导热系数,并结合热电偶在每一周期所测量到的温度值,计算出磨削区在每一周期所产生的温度。本发明还提供一种磨削区温度的测量系统。实施本发明,用以解决现有顶置热电偶法所测磨削区温度不真实及精度不高的问题,提高了测量准确度及精度。及精度。及精度。
技术研发人员:李偲偲 赵龙飞 冯铭 张祥雷 陈芝向
受保护的技术使用者:温州大学
技术研发日:2022.08.10
技术公布日:2022/12/1
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。