1.本实用新型涉及药物生产制造装置技术领域,特别是涉及一种大容量注射剂生产车间。
背景技术:
2.注射剂(injection)系指药物制成的供注入体内的无菌溶液(包括乳浊液和混悬液)以及供临用前配成溶液或混悬液的无菌粉末或浓溶液。
3.现有技术中,如专利号cn210175924u的实用新型专利,其具体公开了一种用于大容量注射剂生产线分道节能装置,属于流水线技术领域。解决了现有技术中在采用自动装箱机装配注射剂时,需要两条流水线进行供给注射剂才能满足自动装箱机的模具装夹要求,但是在注射剂装箱工序之前如果就采用两条流水线又会导致前工序的生产不便的问题。包括第一料道传送带、第二料道传送带、第三料道传送带和摆动过度组件,所述第二料道传送带设置在第三料道传送带上层且第二料道传送带的输入端与第三料道传送带的输入端相对齐,所述第一传送带与第二传送带处于同一水平位置,所述摆动过度组件安装在第一传送带的输出端且用于将第一料道传送带上的注射剂传递到第二料道传送带或第三料道传送带上。该专利将给自动装箱机供给的两条流水线即第二料道传送带和第三料道传送带设置呈上下双层式,然后在通过摆动过度组件将前一工序的完成后传输用的流水线即第一料道传送带上传输的注射剂分别过度传递到第二料道传送带和第三料道传送带上,使得既不影响前工序的生产,又能满足自动装箱机的模具装夹要求。
4.但是,上述所提到的专利当中,其虽然可以实现到注射剂的自动化装箱(实际实施时应当先将注射剂装瓶或装袋后再进行装箱,上述专利所提到的注射剂应该指的是已经初包装后的注射剂产品,例如瓶装注射剂或袋装注射剂等),但是其在装箱过程中缺少检测设备以及扫码设备,使得在生产完成后需要返检或者增加贴码工序,其自动化程度还有进一步提升空间。
技术实现要素:
5.鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种大容量注射剂生产车间,以实现高效自动化地大容量注射剂的生产。
6.本实用新型的技术方案是:
7.一种大容量注射剂生产车间,包括配制罐、接收罐、制袋灌装机、第一自动物流系统、灭菌器、第二自动物流系统、灯检干燥一体机、高压放电检漏机、第一称重机、包装机、自动装箱机、自动开箱机、第二称重机、自动放置机和全自动打包机,所述配制罐连接所述接收罐,所述接收罐连接所述制袋灌装机的进液口,所述制袋灌装机的两个进料口分别连接输送带以向所述制袋灌装机送入输液袋和组合盖,所述制袋灌装机的出料端通过第一自动物流系统连接灭菌器的进料端,所述灭菌器的出料端通过第二自动物流系统连接所述灯检干燥一体机的进料端,所述灯检干燥一体机的出料端连接所述高压放电检漏机的进料端,
所述高压放电检漏机的出料端连接所述第一称重机的进料端,所述第一称重机的出料端连接所述包装机的进料端,所述包装机的出料端连接所述自动装箱机的第一进料端,所述自动装箱机的第二进料端连接所述自动开箱机,所述自动装箱机的出料端连接所述第二称重机的进料端,所述第二称重机的出料端连接所述自动放置机的进料端,所述自动放置机的出料端连接所述全自动打包机。
8.作为优选,所述全自动打包机的出料端连接提升机,所述提升机用于将成品提升输送至库房。
9.作为优选,所述第一称重机为在线称重机。
10.作为优选,所述第二称重机为在线称重机。
11.作为优选,所述配制罐、接收罐设置在c级洁净区。
12.作为优选,所述制袋灌装机设置在c a级洁净区。
13.作为优选,所述灭菌器为水浴灭菌器。
14.作为优选,所述配置罐为1500l配制罐。
15.作为优选,所述接收罐为2800l接收罐。
16.作为优选,所述包装机为枕式包装机。
17.与现有技术相比,本实用新型的有益效果在于:
18.本实用新型实现了外用制剂的一体化智能生产制造,通过科学合理地设计,实现了注射剂的配制、灌装、灭菌、灯检、包装的一体式自动化生产,实现了高效自动化地大容量注射剂的生产。
附图说明
19.在不一定按比例绘制的附图中,相同的附图标记可以在不同的视图中描述相似的部件。具有字母后缀或不同字母后缀的相同附图标记可以表示相似部件的不同实例。附图大体上通过举例而不是限制的方式示出各种实施例,并且与说明书以及权利要求书一起用于对所公开的实施例进行说明。在适当的时候,在所有附图中使用相同的附图标记指代同一或相似的部分。这样的实施例是例证性的,而并非旨在作为本装置或方法的穷尽或排他实施例。
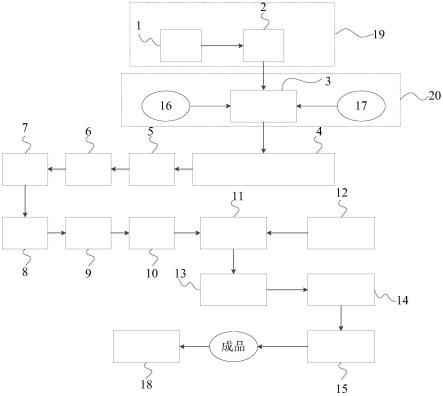
20.图1示出了根据本实用新型实施例的一种大容量注射剂生产车间的结构示意图。
21.图中,1-配制罐;2-接收罐;3-制袋灌装机;4-第一自动物流系统;5-灭菌器;6-第二自动物流系统;7-灯检干燥一体机;8-高压放电检漏机;9-第一称重机;10-包装机;11-自动装箱机;12-自动开箱机;13-第二称重机;14-自动放置机;15-输液袋;16-输液袋;17-组合盖;18-提升机;19-c级洁净区;20-c a级洁净区。
具体实施方式
22.以下列举的部分实施例仅仅是为了更好地对本实用新型进行说明,但本实用新型的内容并不局限在应用于所举的实施例中。所以熟悉本领域的技术人员根据上述实用新型内容对实施方案进行非本质的改进和调整而应用于其他实施例中,仍在本实用新型的保护范围之内。
23.现在结合说明书附图对本实用新型做进一步的说明。
24.图1示出了根据本实用新型实施例的一种大容量注射剂生产车间的结构示意图。本实用新型实施例提供一种大容量注射剂生产车间。如图1所示,图中箭头表示物料(包括注射剂、输液袋、组合盖等等)的输送方向,该大容量注射剂生产车间包括配制罐1、接收罐2、制袋灌装机3、第一自动物流系统4、灭菌器5、第二自动物流系统6、灯检干燥一体机7、高压放电检漏机8、第一称重机9、包装机10、自动装箱机11、自动开箱机12、第二称重机13、自动放置机14和全自动打包机15,所述配制罐1连接所述接收罐2,所述接收罐2连接所述制袋灌装机3的进液口,所述制袋灌装机3的两个进料口分别连接输送带以向所述制袋灌装机3送入输液袋16和组合盖17,所述制袋灌装机3的出料端通过第一自动物流系统4连接灭菌器5的进料端,所述灭菌器5的出料端通过第二自动物流系统6连接所述灯检干燥一体机7的进料端,所述灯检干燥一体机7的出料端连接所述高压放电检漏机8的进料端,所述高压放电检漏机8的出料端连接所述第一称重机9的进料端,所述第一称重机9的出料端连接所述包装机10的进料端,所述包装机10的出料端连接所述自动装箱机11的第一进料端,所述自动装箱机11的第二进料端连接所述自动开箱机12,所述自动装箱机11的出料端连接所述第二称重机13的进料端,所述第二称重机13的出料端连接所述自动放置机14的进料端,所述自动放置机14的出料端连接所述全自动打包机15。
25.本实施例在具体实施时,配制罐1用于实现药液的浓配,浓配后的药液通过管道送入至接收罐2中进行稀配,得到所需浓度配比的注射剂,然后通过管道送至制袋灌装机3。制袋灌装机3的两个进料口分别连接输送带以向所述制袋灌装机3送入输液袋16和组合盖17,制袋灌装机3将配制好的注射剂灌入输液袋16中并用组合盖17对输液袋16进行封口,随后将生产出来的带有注射剂的输液袋16通过第一自动物流系统4送入灭菌器5中进行灭菌,灭菌器5优选为水浴灭菌器。当然,其还可以是其他类型的灭菌器。在经过灭菌器5灭菌处理后,通过第二自动物流系统6将输液袋16送入至灯检干燥一体机7进行干燥,软袋灯检,随后进入高压放电检漏机8进行软袋检漏,然后再通过第一称重机9进行软袋重量检测,剔除不合格的输液袋(即灌装注射剂过量或不足的输液袋)。称重合格的输液袋通过输送带传输至包装机10进行每袋独立包装,独立包装后的输液袋进入到自动装箱机11进行装箱,其中自动装箱机11的箱子来源于自动开箱机12,自动开箱机12用于装箱折叠。装箱后的输液袋再次经过第二称重机13,检查每个纸箱中的输液袋数量是否与预设的数量一致,合格的纸箱通过自动放置机14往纸箱内放置说明书、合格证、隔板等。最后通过全自动打包机15对纸箱进行打包,得到最终成品。
26.在一些实施例中,如图1所示,所述全自动打包机15的出料端连接提升机18,所述提升机18用于将成品提升输送至库房。当然,也可以采用人工转运、轨道机器人转运等其他各种转存至库房的方式,提升机18的转运方式更适用于多层厂房设计,例如下层为生产车间,上层为库房,则使用提升机18可大大提升转运效率。也可以设置暂存框来对产品进行暂存,或者设置转运设备进行转运,转运设备包括叉车、搬运机器人等等。
27.在一些实施例中,如图1所示,所述配制罐1、接收罐2设置在c级洁净区19,所述制袋灌装机3设置在c a级洁净区20。需要说明的是,本文中所述的c级洁净区和c a级洁净区具体指的是根据gmp标准划分的洁净操作区。在具体生产车间内可以实现为独立的生产房间,生产房间可以通过在厂房隔断形成或者采用砖墙施工建造而成并配备相应的设备以使对应区域达到洁净标准。本实用新型通过对各个设备的放置区域结合gmp标准进行合理布
局,在保证生产质量的同时,有效地控制了生产成本。本实施例中未具体说明所处洁净操作区的设备默认为设置在一般生产区。
28.需要说明的是,本实施例中装置所涉及到的配制罐1、接收罐2、制袋灌装机3、第一自动物流系统4、灭菌器5、第二自动物流系统6、灯检干燥一体机7、高压放电检漏机8、第一称重机9、包装机10、自动装箱机11、自动开箱机12、第二称重机13、自动放置机14、全自动打包机15、提升机18等设备均为现有的设备,均可以通过市购获得。
29.下面本实施例将结合具体设备的参数型号及设备的布局位置来进一步说明本实用新型的可行性和进步性。
30.本实施例所涉及到的主要设备及对应功能间信息如表1:
31.表1.主要设备及对应功能间信息表
[0032][0033]
结合表1,本实施例在具体布置各个设备时,在厂房内布设多个房间,每个房间对应实现其相应的功能,功能从房间名称体现,房间编号用于区分各个房间。其中各个房间之间的设备连接方式包括管道连接和输送带连接,例如液体之间的传输使用管道,固体之间的传输使用输送带。各个房间可以布置在同一层,也可以采用多层厂房的布局设计,本实施例对此不作具体限制。
[0034]
当采用如表1所示的布局及设备来大容量生产注射剂时,溶液的配制在c级洁净区完成,通过配液系统的管道直接转移至灌装分液器,c a级下制袋灌机先将三层共挤膜和船型接口通过高位热熔制成输液袋并印上相关信息和批号等,再将产品灌装于输液袋中然后封盖,整个过程均在c a的环境下完成;再由输送网带将灌装好的产品经过蜘蛛手进行装
盘,通过自动机器人进行叠盘后经输送轨道直接送入水浴灭菌器内进行灭菌,灭菌完成后再由输送物流线将产品转移到自动拆盘系统(自动机器人和出料翻盘)出料,再经过自动干燥系统对输液袋表面剩余的残留水进行吹扫,接下来再由蜘蛛手将袋子挂于自动灯检干燥一体机上进行干燥和灯检,灯检的合格品通过高压放电设备进行逐一检漏,在线称重合格后进行枕试包装、装箱和打包,除了灯检所有操作均是设备自动运行,从产品封盖以后的灭菌和包装都是在一般生产区进行。
[0035]
以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。