1.本发明涉及多极充磁装置技术领域,具体而言,涉及一种全自动多极充磁装置。
背景技术:
2.在多极充磁磁体中,其在磁体表面呈多组n、s极布置,且多极充磁磁体对n、s极的表磁对称性、无磁区尺寸等参数要求很高。现有多极充磁装置与充磁机的工作特性、充磁头(或充磁线夹具)的设计以及永磁体本身的性能指标有关。当对永磁体进行多极充磁时,现有技术采用脉冲磁场,即利用大电流进行瞬间放电,以产生脉冲强磁场,从而达到对永磁体充磁的目的,其中脉冲磁场的产生装置,通常是由电容器组、可控硅以及充放电控制电路和充磁头(或充磁线圈)所组成。现有的多极充磁装置存在全自动程度低(一小时400片),充磁效率低的问题,而充磁后的成品由于极性分布的位置误差过大,其成品率低(合格率率只有60%)。
技术实现要素:
3.本发明所要解决的技术问题是:提供了一种全自动多极充磁装置,本装置自动化程度高,解决了充磁效率低的问题。
4.为解决上述技术问题,本发明采用以下技术方案予以实现:全自动多极充磁装置,包括工作台,所述工作台的台面上设置有上料单元、物料运输单元、多极充磁单元、下料单元和控制装置;
5.所述上料单元包括振动盘、直线送料轨道和物料台,振动盘和物料台设置在工作台上,所述直线送料轨道的一端与振动盘的出料端连接,直线送料轨道的另一端与物料台连接;以及所述物料运输单元包括上料机械手和下料机械手,所述上料机械手用于将物料台上的物料转运至多极充磁单元上,所述下料机械手用于将多极充磁单元上完成充磁后的物料转运至下料单元上,所述振动盘、上料机械手、下料机械手与控制装置电气连接。
6.本发明的有益效果为:
7.本发明通过引入上料单元、物料运输单元、多极充磁单元、下料单元和控制装置,解决了充磁效率低的问题。其中控制装置控制上料单元、物料运输单元、多极充磁单元和下料单元全自动化运行;上料单元中引入振动盘实现了自动化上料,当上料单元进一步增设ccd分辨机构、调频振子时,能够进一步保证上料单元的物料质量;物料运输单元中引入双工位机械手同步完成上料和下料过程,即上料机械手和下料机械手的设置,不仅能使物料准确到达既定的加工位置,而且还能够避免物料在充磁过程中被表面划伤,从而保证了产品外观的完整性,有效降低了设备的故障率,当上料机械手和下料机械手进一步增设吸附结构时,本发明能够进一步实现物料加工的精准定位。本发明自动化程度高,一方面能使产量达到6000片/小时,另一方面可以精准控制磁体n、s极的表磁参数和对称性,使产品n、s极误差合格率能够达到100%。此时,生产中不需要再安排人员进行全部产品的检验。本发明在多极充磁领域具有良好的应用前景,本发明从上料到充磁再到下料码放的全过程都实现
了自动化控制,实现了全自动充磁。
8.本发明的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明实施例了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
附图说明
9.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
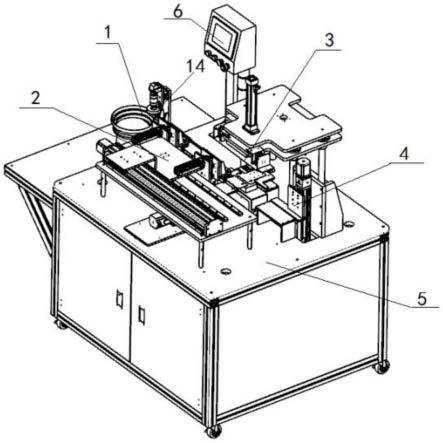
10.图1为本发明的整体结构示意图;
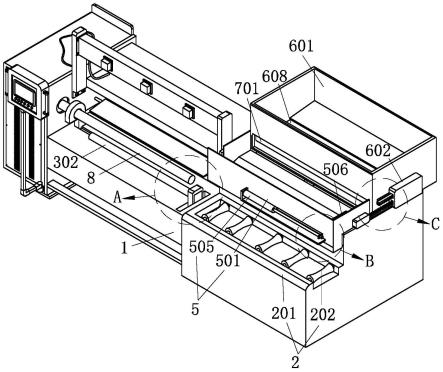
11.图2为上料单元设置在工作台台面时的结构示意图;
12.图3为物料运输单元的结构示意图;
13.图4为高度补偿装置的俯视图;
14.图5为基于图4的a-a剖面结构示意图;
15.图6为多极充磁单元的结构示意图;
16.图7为充磁下部、推料装置和定位装置的结构示意图;
17.图8为压力装置和充磁上部的结构示意图;
18.图9为基于图8的c区域放大结构示意图;
19.图10为上料单元设置在工作台台面时的另一视角结构示意图;
20.图11为基于图10的b区域放大结构示意图;
21.图12为下料单元的结构示意图;
22.图中标记:
23.1、上料单元;11、振动盘;12、直线送料轨道;121、高度限位件;122、宽度限位件;123、调频振子;124、吹气部;13、物料台;14、ccd分辨机构;141、固定部;142、图像采集部;2、物料运输单元;21、上料机械手;22、下料机械手;23、固定架;24、第一单轴机器人;25、滑板;26、第一连接板;27、真空吸头;28、吸头安装板;291、直线轴承;292、第三复位弹簧;293、导向轴;3、多极充磁单元;30、压力装置;310、上多极磁头;311、上磁头安装台;320、下多极磁头;321、下磁头安装台;331、第二单轴机器人;332、第一夹持板;341、第二夹持板;342、精密滑台;3421、调节部;3422、移动部;351、第一气缸安装板;352、第一伸缩气缸;353、第一玻璃膜夹板;354、第二气缸安装板;355、第二伸缩气缸;356、第二玻璃膜夹板;357、玻璃膜;358、第一复位弹簧;359、第二复位弹簧;4、下料单元;41、第三单轴机器人;42、平面板;43、支撑板;44、竖向限位台;441、抵靠部;45、第二连接板;5、工作台;6、控制装置;100、物料限位腔;200、物料夹持腔。
具体实施方式
24.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施
例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本发明的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
26.如图1所示,全自动多极充磁装置,包括工作台5,所述工作台5的台面上设置有上料单元1、物料运输单元2、多极充磁单元3、下料单元4和控制装置6;
27.如图2所示,所述上料单元1包括振动盘11、直线送料轨道12和物料台13,振动盘11和物料台13设置在工作台5上,所述直线送料轨道12的一端与振动盘11的出料端连接,直线送料轨道12的另一端与物料台13连接;以及所述物料运输单元2包括上料机械手21和下料机械手22,所述上料机械手21用于将物料台13上的物料转运至多极充磁单元3上,所述下料机械手22用于将多极充磁单元3上完成充磁后的物料转运至下料单元4上,所述振动盘11、上料机械手21、下料机械手22与控制装置6电气连接。
28.本发明的工作过程为:首先,将物料置于振动盘11内,振动盘11将不合格物料振落,合格的物料通过直线送料轨道12到达物料台13上;之后,上料机械手21将物料台13上的物料转运至多极充磁单元3上;接着,多极充磁单元3工作,当物料充磁完成后,下料机械手22将其转运至下料单元4上;最后,下料单元4进行自动码放操作。
29.如图12所示,为明确下料单元4的自动码放结构,下料单元4包括第三单轴机器人41、平面板42、支撑板43和竖向限位台44,所述第三单轴机器人41的侧壁固定连接在支撑板43的侧壁上,支撑板43的底部固定连接在工作台5上,所述平面板42通过第二连接板45固定连接在第三单轴机器人41的输出端上,竖向限位台44的底部固定连接在工作台5上,竖向限位台44上设置有抵靠部441,所述抵靠部441与平面板42的位置对应,所述平面板42和竖向限位台44均设置导磁部,所述导磁部能够用于吸附物料,所述第三单轴机器人41与控制装置6电气连接。
30.在上述结构中,下料单元4的具体工作过程为:下料机械手22将多极充磁单元3上完成充磁后的物料转运至平面板42上,由于平面板42设置有导磁部,故物料被进行磁吸,当磁吸力大于下料机械手22的抓力时,物料被磁吸固定于平面板42,下料机械手22释放物料并移动至多极充磁单元3处,此时本装置完成了第一级物料的下料码放;接着,下料机械手22将第二批次的物料转运至平面板42处,控制装置6控制第三单轴机器人41动作,即第三单轴机器人41的输出端带动第二连接板45下移,而平面板42在第二连接板45的带动下进行下移,此时平面板42与抵靠部441存在限位台阶,由于平面板42和竖向限位台44均设置导磁部,故第二批物料被进行磁吸,当磁吸力大于下料机械手22的抓力时,第二批物料磁吸固定在第一批物料上,下料机械手22释放物料并移动至多极充磁单元3处,此时本装置完成了第二级物料的下料码放,以此类推,从而下料单元4完成了多批次下料物料的码放。此时,本发明能够按规定数量排列磁体,并立式收集进行叠层自动码放,后续工序可以直接使用充磁完成后的磁体成品,避免了后续工序的重新码放,提高了整体工序的效率。
31.如图6至图9所示,为一方面明确多极充磁单元3的具体结构,另一方面保证物料的
精准定位,所述多极充磁单元3包括压力装置30、充磁上部、充磁下部、推料装置和定位装置,所述压力装置30固定在工作台5上,所述充磁上部包括上多极磁头310和上磁头安装台311,所述充磁下部包括下多极磁头320和下磁头安装台321,上多极磁头310的顶部通过上磁头安装台311连接在压力装置30的动力输出端上,上多极磁头310的底部与下多极磁头320的顶部位置对应,下多极磁头320的底部通过下磁头安装台321连接在工作台5上;
32.所述推料装置包括第二单轴机器人331和第一夹持板332,第二单轴机器人331的底部固定连接在工作台5上,第二单轴机器人331的输出端与第一夹持板332固定连接,第一夹持板332上设置有第一夹持部;
33.所述定位装置包括第二夹持板341,所述第二夹持板341的底部固定连接在下多极磁头320的顶部上,第二夹持板341上设置有第二夹持部,所述第一夹持部和第二夹持部之间形成有物料夹持腔200,所述压力装置30、第二单轴机器人331与控制装置6电气连接。
34.上述多极充磁单元3的工作过程为:首先,上料机械手21将物料台13上的物料转运至物料夹持腔200,控制装置6控制第二单轴机器人331动作,物料被稳定夹持,避免了物料在充磁过程中的移动;接着,控制装置6控制压力装置30动作,上多极磁头310在压力装置30的动力输出端的带动下进行下移,直至与物料接触,通电瞬间,磁场相互叠加,物料上平面和物料下平面同时饱和磁化,从而完成物料的多极充磁,最后上多极磁头310向上移动。
35.上多极磁头310与下多极磁头320可进行平行布置。
36.为方便对第二夹持板341的位置进行精密调整,使物料夹持更加准确,所述定位装置包括精密滑台342,精密滑台342的底部固定连接在工作台5上,精密滑台342上设置有调节部3421和移动部3422,所述第二夹持板341的一端与移动部3422固定连接,第二夹持板341的另一端与下多极磁头320的顶部滑动连接,当改变调节部3421的位置时所述移动部3422能够定向平移,所述定向平移为第二夹持部朝向或背离物料夹持腔200的平移。
37.为避免充磁完成后物料被反吸到上多极磁头310上,所述多极充磁单元3包括第一防反吸装置和第二防反吸装置,所述上多极磁头310设置有第一连接部和第二连接部,所述第一防反吸装置包括第一气缸安装板351、第一伸缩气缸352和第一玻璃膜夹板353,所述第二防反吸装置包括第二气缸安装板354、第二伸缩气缸355和第二玻璃膜夹板356;
38.所述第一气缸安装板351的一侧壁固定连接在第一连接部上,第一气缸安装板351的另一侧壁用于固定连接第一伸缩气缸352,第一伸缩气缸352的输出端与第一玻璃膜夹板353传动连接;
39.所述第二气缸安装板354的一侧壁固定连接在第二连接部上,第二气缸安装板354的另一侧壁用于固定连接第二伸缩气缸355,第二伸缩气缸355的输出端与第二玻璃膜夹板356传动连接,所述第一玻璃膜夹板353和第二玻璃膜夹板356之间形成有玻璃膜夹持腔,所述第一伸缩气缸352、第二伸缩气缸355与控制装置6电气连接。
40.第一防反吸装置和第二防反吸装置的工作过程为:首先,在完成充磁后,控制装置6控制第一伸缩气缸352和第二伸缩气缸355输出下移动作,第一玻璃膜夹板353和第二玻璃膜夹板356实现下移,玻璃膜夹持腔安装有玻璃膜357,玻璃膜357下压敷贴在物料顶部,避免了物料被反吸到上多极磁头310上;接着,控制装置6控制压力装置30上移,待上移到指定位置后,控制装置6控制第一伸缩气缸352和第二伸缩气缸355输出上移动作,直至第一玻璃膜夹板353和第二玻璃膜夹板356恢复到原始位置。
41.为方便控制装置6控制第一伸缩气缸352和第二伸缩气缸355输出上移动作后,所述第一玻璃膜夹板353和第二玻璃膜夹板356进行复位,多极充磁单元3包括第一复位弹簧358和第二复位弹簧359,所述第一复位弹簧358的一端与第一伸缩气缸352固定连接,第一复位弹簧358的另一端与第一玻璃膜夹板353固定连接,所述第二复位弹簧359的一端与第二伸缩气缸355固定连接,第二复位弹簧359的另一端与第二玻璃膜夹板356固定连接,当上多极磁头310和下多极磁头320用于给物料充磁时,所述第一复位弹簧358和第二复位弹簧359为压缩状态。
42.如图10和图11所示,为进一步加强上料单元1中物料的质量筛选,本发明引入ccd分辨机构。所述上料单元1包括ccd分辨机构14,所述ccd分辨机构14包括固定部141和图像采集部142,所述固定部141用于将ccd分辨机构14固定连接在工作台5上,所述图像采集部142与直线送料轨道12的位置对应,所述图像采集部142与控制装置6电气连接。本装置的工作过程为:图像采集部142收集到不合格物料的图像信息,之后图像信息通过ccd分辨机构14转化成电信号,并将电信号传输给控制装置6,控制装置6输入控制动作,避免不合格物料的上料。ccd分辨机构14能够筛选出充磁取向合格的物料并按规定数量进行排列。
43.如图2、图10和图11所示,为明确一种具体的控制动作,所述直线送料轨道12包括调频振子123,调频振子123的底部固定连接在工作台5上,调频振子123的顶部固定连接在直线送料轨道12的底部上,所述调频振子123振动时能够将直线送料轨道12上的物料从振动盘11的出料端振动至物料台13上;
44.所述直线送料轨道12上设置有吹气部124,所述吹气部124、图像采集部142、调频振子123与控制装置6电气连接。本控制动作的工作过程为:首先,图像采集部142收集到不合格物料的图像信息,之后图像信息通过ccd分辨机构14转化成电信号,并将电信号传输给控制装置6,控制装置6控制吹气部124和调频振子123动作,调频振子123改变振动频率,吹气部124作用将不合格物料吹落,最后控制装置6控制调频振子123恢复到原始频率。其中,调频振子123的振频可与振动盘11进行适配。
45.如图11所示,为加强对物料的质量筛选,所述直线送料轨道12上设置有位置调节部,所述位置调节部包括高度限位件121和宽度限位件122,当所述高度限位件121连接在直线送料轨道12的侧壁上,且所述宽度限位件122连接在直线送料轨道12的底壁上时,直线送料轨道12形成有物料限位腔100。所述物料限位腔100为振动盘11的出料端至物料台13的物料通道。高度限位件121和宽度限位件122的具体尺寸可根据物料尺寸进行适配确定。
46.如图3所示,为加强物料运输单元2的工作范围,所述物料运输单元2包括固定架23、第一单轴机器人24和滑板25,所述固定架23的底部固定连接在工作台5上,所述滑板25的底部与固定架23的顶部通过滑动装置滑动连接,所述上料机械手21和下料机械手22设置在滑板25的顶部,第一单轴机器人24的底部固定连接在固定架23上,第一单轴机器人24的输出端与滑板25通过第一连接板26固定连接,所述第一单轴机器人24与控制装置6电气连接。在此结构中,控制装置6控制第一单轴机器人24动作,第一单轴机器人24的输出端带动滑板25进行移动,以扩大上料机械手21和下料机械手22的操作范围。
47.上述滑动装置可为滑轨和滑槽,所述滑轨设置在固定架23的顶部,所述滑槽设置在滑板25的底部。
48.为使上料机械手21和下料机械手22实现物料加工的精准定位,所述上料机械手21
和下料机械手22设置有吸附结构,所述吸附结构包括真空吸头27、吸头安装板28和高度补偿装置,所述真空吸头27通过吸头安装板28连接在上料机械手21和下料机械手22上;
49.如图4和图5所示,高度补偿装置包括直线轴承291和导向轴293,所述吸头安装板28上设置有安装孔,当直线轴承291穿过安装孔后,直线轴承291的一端与吸头安装板28固定连接,直线轴承291的另一端用于连接所述导向轴293的顶部,导向轴293的底部与真空吸头27的顶部固定连接,所述真空吸头27、导向轴293与控制装置6电气连接。在此结构中,控制装置6能够控制真空吸头27、导向轴293进行高度适配,导向轴293移动实现高度补偿,以满足精准抓取和精准释放的空间位移需求。
50.为方便吸附结构进行复位操作,所述高度补偿装置包括第三复位弹簧292,所述第三复位弹簧292设置在真空吸头27和吸头安装板28之间,当真空吸头27吸取物料时,所述第三复位弹簧292为压缩状态。当真空吸头27释放物料后,第三复位弹簧292能够将真空吸头27弹性复位。
51.此外,在本发明中,上料单元1可设置质量感应传感器,以进行物料上料状态的检测;在多极充磁单元3中,充磁上部可设置激光高度传感器与静态压力传感器,此时本装置能够自动判断上多极磁头310的下降高度以及高度对应的上多极磁头310的下压力度,保证充磁产品形位准确,保证磁场场强强度;在多极充磁单元3中,充磁下部可设置动态压力传感器,此时本装置能够采用动态压力感应的方式,将待充磁物料精准定位在上多极磁头310的下方,保证磁体充磁后的多级分布精度。
52.本发明的具体实施例有:
53.多极充磁的磁体尺寸为4.52*2.06*0.97毫米,其中,0.97毫米为充磁方向,充磁头有效长度165毫米,每次充磁30片,每小时运行200次,每小时产量约6000片。
54.使用本全自动多极充磁装置与传统人工充磁方式进行对比:
55.①
、操作人员:本全自动多极充磁装置安排1名操作人员可进行3-5台操作;传统人工充磁需多人进行操作。
56.②
、完成效率:传统人工充磁,平均每小时完成约400片;本全自动多极充磁装置平均每小时完成充磁约6000片,磁体充磁效率提高15倍。
57.③
、合格率:本发明在同一个平面上的n、s极误差比例都在5mt范围内,合格率能够达到100%;传统人工充磁,合格率约60%。
58.④
、其他:传统人工充磁,平均连续工作3小时需要休息20分钟,同时进行装置降温;本发明装置正常生产过程中无需降温处理。采用本装置,工作人员仅需负责间歇性上、下料操作,极大降低了操作人员的工作量,避免了操作人员在手动码片、充磁过程中因注意力高度集中产生的疲劳。
59.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
60.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。