1.本发明涉及马达自动化组装设备领域技术,尤其是指一种橡胶柱和小组件组装机及其组装方法。
背景技术:
2.随着马达的需求量的增加,对于马达的自动化组装设备的要求也越来越高;在马达组装过程中,需要先将橡胶柱组装到马达之牙箱中,并检测是否组装到位;再将刹车片、轴承座和轴承组装到一起形成小组件,将组装好的刹车片、轴承座和轴承形成的小组件转移压装到马达之牙箱中,压装完成后,检测小组件在马达之牙箱中是否压装到位;现有技术中的橡胶柱和小组件组装机存在压装效率低、压装精准度差的技术问题;针对此现状,迫切开发一种橡胶柱和小组件组装机及其组装方法,以以满足实际使用的需要。
技术实现要素:
3.有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种橡胶柱和小组件组装机及其组装方法,其通过采用传送机构、橡胶柱组装及检测机构、转盘机构、刹车片供料机构、轴承座供料机构、轴承供料机构和小组件压装及检测机构自动化的实现了传送马达、组装及检测橡胶柱、刹车片供料、轴承座供料、轴承供料和压装及检测小组件,提高了组装效率。
4.为实现上述目的,本发明采用如下之技术方案:
5.一种橡胶柱和小组件组装机,其包括机架、用于传送待组装之马达的传送机构、用于将橡胶柱组装到马达之牙箱中及检测橡胶柱是否组装到位的橡胶柱组装及检测机构、用于带动小组件移动的转盘机构、用于将小组件之刹车片供料至转盘机构上的刹车片供料机构、用于将小组件之轴承座供料至转盘机构上的轴承座供料机构、用于将小组件之轴承供料至转盘机构上的轴承供料机构、用于将小组件压装到马达之牙箱中并检测是否已压装及是否压装到位的小组件压装及检测机构;该机架上设置有工作台;该传送机构设置于工作台上;该橡胶柱组装及检测机构位于传送机构侧旁;该转盘机构位于传送机构后侧;该刹车片供料机构、轴承座供料机构和轴承供料机构依次沿转盘机构转动方向设置于转盘机构外侧;该小组件压装及检测机构设置于转盘机构和传送机构之间。
6.作为一种优选方案:所述橡胶柱和小组件组装机还包括用于对组装好的马达进行涂油、检测及将不良品转移的涂油检测及不良品转移机构,该涂油检测及不良品转移机构位于传送机构侧旁;该涂油检测及不良品转移机构包括沿传送机构之传送方向依次设置的涂油组件、涂油检测组件和不良品转移组件。
7.作为一种优选方案:所述橡胶柱组装及检测机构包括组装组件和检测组件,该检测组件位于组装组件侧旁;该组装组件包括上料装置、支架、横向驱动装置、竖向驱动装置和用于将橡胶柱压装到马达之牙箱中的压装装置,该横向驱动装置横向的安装于支架上,该竖向驱动装置竖向的安装于横向驱动装置的输出端;该压装装置竖向的安装于竖向驱动
装置的输出端;该压装装置包括压装驱动源和取料压装件,该取料压装件可移动式位于上料装置侧旁;该取料压装件安装于压装驱动源的输出端。
8.作为一种优选方案:所述压装驱动源包括压装驱动气缸,取料压装件包括吸附压装杆和套筒,该压装驱动气缸竖向的紧固安装于竖向驱动装置的输出端,该吸附压装杆安装于压装驱动气缸的轴端,该套筒紧固安装于竖向驱动装置的输出端,该吸附压装杆可竖向移动式位于套筒内。
9.作为一种优选方案:所述小组件压装及检测机构包括压装组件和检测组件;该检测组件位于压装组件侧旁;该压装组件包括压装支架、纵移驱动装置、竖移驱动装置和用于吸取小组件的取料装置,该纵移驱动装置纵向的安装于压装支架上,该竖移驱动装置竖向的安装于纵移驱动装置的输出端;该取料装置安装于竖移驱动装置的输出端;该取料装置包括第一吸附取料管和第二吸附取料管,该第一吸附取料管安装于竖移驱动装置的输出端;该第二吸附取料管套设于第一吸附取料管外侧。
10.作为一种优选方案:所述检测组件包括检测支架、竖向移动驱动装置、用于检测是否已经压装上小组件的第一检测装置和用于检测是否压装到位的第二检测装置,该竖向移动驱动装置安装于检测支架上,该第一检测装置和第二检测装置均安装于竖向移动驱动装置的输出端。
11.作为一种优选方案:所述转盘机构包括旋转电机、转盘、用于放置小组件的治具座、用于驱动治具座开闭的开闭驱动装置和用于顶升小组件的顶升装置,该转盘安装于旋转电机的输出端;该治具座安装于转盘之圆周位置;该开闭驱动装置位于治具座侧旁;该顶升装置位于治具座下方。
12.作为一种优选方案:所述刹车片供料机构、轴承座供料机构和轴承供料机构均包括进料组件、送料组件和取料压装组件和供料检测组件,该进料组件包括振盘和安装于振盘出料端的直振送料器,该送料组件包括送料气缸和送料滑板,该送料滑板安装于送料气缸的轴端,该送料滑板可移动式与直振送料器的出料端相对应。
13.作为一种优选方案:所述取料压装组件包括取料支架、纵向气缸、竖移驱动气缸和取料件,该纵向气缸安装于取料支架上,该竖移驱动气缸安装于纵向气缸的输出端,该取料件安装于竖移驱动气缸的输出端;该供料检测组件包括竖向气缸和位移传感器,该位移传感器安装于竖向气缸的输出端。
14.所述的橡胶柱和小组件组装机的组装方法,其包括如下步骤:
15.第一、传送机构向前传送待组装的马达;
16.第二、马达被传送至橡胶柱组装及检测机构侧旁时,橡胶柱组装及检测机构将橡胶柱组装到马达之牙箱中,并检测橡胶柱是否组装到位;
17.第三、刹车片供料机构将刹车片转移至转盘机构之治具座中;
18.第四、转盘机构带动治具座转动至轴承座供料机构侧旁,轴承座供料机构将轴承座转移至转盘机构之治具座中;
19.第五、转盘机构带动治具座转动至轴承供料机构侧旁,轴承供料机构将轴承转移至转盘机构之治具座中;在转移过程中,按照刹车片、轴承座和轴承的放置顺序三者结合形成小组件;
20.第六、转盘机构之治具座带动小组件移动至小组件压装及检测机构侧旁,传送机
构将已经组装上橡胶柱的马达向前传送至小组件压装及检测机构侧旁,小组件压装及检测机构将小组件由治具座转移并压装至马达之牙箱中;
21.第七、传送机构将组装上橡胶柱和小组件的马达向前传送至涂油检测及不良品转移机构侧旁,涂油检测及不良品转移机构对传送机构上的马达进行涂油和检测,并将不良品转移;合格品由传送机构传送出料。
22.本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过采用传送机构、橡胶柱组装及检测机构、转盘机构、刹车片供料机构、轴承座供料机构、轴承供料机构和小组件压装及检测机构自动化的实现了传送马达、组装及检测橡胶柱、刹车片供料、轴承座供料、轴承供料和压装及检测小组件,提高了组装效率,降低了人工成本;组装精准度高;通过采用橡胶柱组装及检测机构自动化的实现了对橡胶柱的上料、横向移动、竖向移动、压装至马达之牙箱中及检测,降低了次品率;通过小组件压装及检测机构之检测组件实现了同时对是否压装及是否压装到位检测,避免检测时位置干扰,提高了检测效率,整体结构紧凑,占用面积少。
23.为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
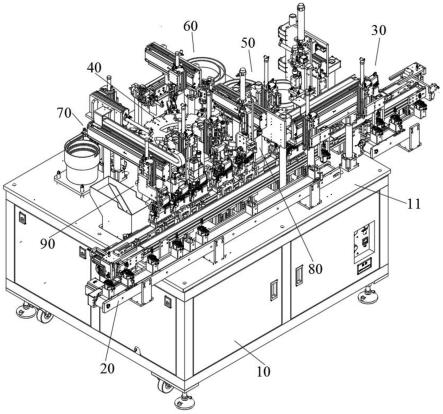
24.图1为本发明之橡胶柱和小组件组装机第一视角立体结构示意图;
25.图2为本发明之橡胶柱和小组件组装机第二视角立体结构示意图;
26.图3为本发明之放料座顶升装置立体结构示意图;
27.图4为本发明之橡胶柱组装及检测机构立体结构示意图;
28.图5为本发明之组装组件立体结构示意图;
29.图6为本发明之竖向驱动装置和压装装置立体结构示意图;
30.图7为本发明之竖向驱动装置和压装装置剖视图;
31.图8为本发明之治具座和开闭驱动装置立体结构示意图;
32.图9为本发明之轴承供料机构立体结构示意图;
33.图10为本发明之小组件压装及检测机构立体结构示意图;
34.图11为本发明之竖移驱动装置和取料装置立体结构示意图;
35.图12为本发明之检测组件立体结构示意图;
36.图13为本发明之检测组件主体部分(除去检测支架)剖视图;
37.图14为本发明之涂油检测及不良品转移机构立体结构示意图。
38.附图标识说明:
39.图中:10、机架;11、工作台;20、传送机构;21、放料座顶升装置;211、顶升竖向气缸;212、顶升座;a30、橡胶柱组装及检测机构;a31、组装组件;a311、上料装置;a3111、支座;a3112、振盘送料器;a3113、送料驱动气缸;a3114、送料滑块;a3115、顶升驱动气缸;a312、支架;a313、横向驱动装置;a3131、横向驱动气缸;a3132、横向滑座;a314、竖向驱动装置;a3141、竖向驱动气缸;a3142、竖向滑座;a315、压装装置;a3151、压装驱动源;a3152、取料压装件;a3153、吸附压装杆;a31531、吸附孔;a3154、套筒;a3155、缓冲弹簧;a32、检测组件;a321、支撑架;a322、升降驱动装置;a323、升降驱动气缸;a324、升降滑座;a325、位移传感
器;a326、抵接件;a40、转盘机构;a401、治具座;a4011、放料块;a4012、夹紧块;a402、开闭驱动装置;a4021、开闭驱动气缸;a4022、抵推块;a403、顶升装置;a4031、顶升气缸;a4032、顶推杆;50、刹车片供料机构;60、轴承座供料机构;70、轴承供料机构;71、进料组件;711、振盘;712、直振送料器;72、送料组件;721、送料气缸;722、送料滑板;73、取料压装组件;731、取料支架;732、纵向气缸;733、竖移驱动气缸;734、取料件;
40.a80、小组件压装及检测机构;a81、压装组件;a811、压装支架;a812、纵移驱动装置;a8121、纵移驱动气缸;a8122、纵移滑座;a813、竖移驱动装置;a8131、竖移驱动气缸;a8132、竖移滑块;a8133、调节螺母;a814、取料装置;a8141、限位块;a8142、下压部;a8143、定位部;a8144、第一吸附取料管;a8145、第二吸附取料管;a82、检测组件;a821、检测支架;a822、竖向移动驱动装置;a8221、竖移气缸;a8222、竖移滑座;a8231、第一抵接杆;a8232、第一位移传感器;a8241、第二抵接杆;a8242、第二位移传感器;90、涂油检测及不良品转移机构;91、涂油组件;911、升降气缸;912、涂油管;92、涂油检测组件;93、不良品转移组件;931、纵移气缸;932、竖移气缸;933、取料夹爪;934、回收盒。
具体实施方式
41.本发明如图1至图14所示,一种橡胶柱和小组件组装机,其包括机架10、用于传送待组装之马达的传送机构20、用于将橡胶柱组装到马达之牙箱中及检测橡胶柱是否组装到位的橡胶柱组装及检测机构30、用于带动小组件移动的转盘机构40、用于将小组件之刹车片供料至转盘机构40上的刹车片供料机构50、用于将小组件之轴承座供料至转盘机构40上的轴承座供料机构60、用于将小组件之轴承供料至转盘机构40上的轴承供料机构70、用于将小组件压装到马达之牙箱中并检测是否已压装及是否压装到位的小组件压装及检测机构80;该机架10上设置有工作台11;该传送机构20设置于工作台11上;该橡胶柱组装及检测机构30位于传送机构20侧旁;该转盘机构40位于传送机构20后侧;该刹车片供料机构50、轴承座供料机构60和轴承供料机构70依次沿转盘机构40转动方向设置于转盘机构40外侧;该小组件压装及检测机构80设置于转盘机构40和传送机构20之间。
42.该传送机构20包括电机、传动带和放料座,该传动带连接于电机的输出端,该放料座放置于传动带上;该电机驱动传动带移动,传动带移动带动放料座和马达移动;马达放置于放料座上,利用传送机构20带动放料座上的马达移动;该传送机构20还包括用于顶升放料座的放料座顶升装置21,该放料座顶升装置21包括顶升竖向气缸211和顶升座212,该顶升座212安装于顶升竖向气缸211的轴端,当组装时,该顶升座212将放料座从传动带上顶升起来,减少压装过程对传动带的负载。
43.通过采用传送机构20、橡胶柱组装及检测机构30、转盘机构40、刹车片供料机构50、轴承座供料机构60、轴承供料机构70和小组件压装及检测机构80自动化的实现了传送马达、组装及检测橡胶柱、刹车片供料、轴承座供料、轴承供料和压装及检测小组件,提高了组装效率,降低了人工成本;组装精准度高。
44.该橡胶柱和小组件组装机还包括用于对组装好的马达进行涂油、检测及将不良品转移的涂油检测及不良品转移机构90,该涂油检测及不良品转移机构90位于传送机构20侧旁;该涂油检测及不良品转移机构90包括沿传送机构20之传送方向依次设置的涂油组件、涂油检测组件和不良品转移组件。
45.该涂油组件91包括升降气缸911和涂油管912,该涂油管912安装于升降气缸911的轴端;该涂油检测组件92包括检测相机,该检测相机对马达进行拍照检测是否已经涂油;该不良品转移组件93包括纵移气缸931、竖移气缸932、取料夹爪933和回收盒934,该竖移气缸932安装于纵移气缸931的轴端,该取料夹爪933安装于竖移气缸932的轴端,该取料夹爪933将不良品转移至回收盒934中。
46.通过采用涂油检测及不良品转移机构90自动化的实现了马达的涂油、检测及将不良品转移,提高了组装精准度,降低了次品率。
47.橡胶柱组装及检测机构30,其包括用于将橡胶柱组装到马达之牙箱中的组装组件31和用于检测橡胶柱是否组装到位的检测组件32,该检测组件32位于组装组件31侧旁;该组装组件31包括上料装置311、支架312、横向驱动装置313、竖向驱动装置314和用于将橡胶柱压装到马达之牙箱中的压装装置315,该横向驱动装置313横向的安装于支架312上,该竖向驱动装置314竖向的安装于横向驱动装置313的输出端;该压装装置315竖向的安装于竖向驱动装置314的输出端;该压装装置315包括压装驱动源3151和取料压装件3152,该取料压装件3152可移动式位于上料装置311侧旁;该取料压装件3152安装于压装驱动源3151的输出端。
48.马达放置于放料座上,利用传送机构带动放料座上的马达移动;上料装置311对橡胶柱上料,横向驱动装置313和竖向驱动装置314驱动压装装置315进行横向和竖向移动,压装装置315移动至上料装置311的出料端,压装装置315将上料装置311出料端的橡胶柱吸附并移动至马达上方,压装装置315之压装驱动源3151驱动取料压装件3152将橡胶柱压装到马达之牙箱中;压装完成后,马达转移至检测组件32侧旁,检测组件32检测橡胶柱是否已压装及是否压装到位。
49.通过采用上料装置311、横向驱动装置313、竖向驱动装置314、压装装置315和检测组件32自动化的实现了对橡胶柱的上料、横向移动、竖向移动、压装至马达之牙箱中及检测,工作效率高,降低了人工成本;组装精准度高,降低了次品率。
50.该上料装置311包括支座3111、振盘送料器3112、送料驱动气缸3113和送料滑块3114,该送料驱动气缸3113纵向的安装于支座3111上,该送料滑块3114安装于送料驱动气缸3113的轴端,该送料滑块3114滑动式位于支座3111上,该送料滑块3114可移动式与振盘送料器3112相对应。
51.振盘送料器3112将橡胶柱送料至送料滑块3114上,送料驱动气缸3113驱动送料滑块3114移动,送料滑块3114由振盘送料器3112位置移动至压装装置315侧旁,该送料滑块3114带动橡胶柱移动,实现了对橡胶柱的上料和位置移动,满足了橡胶柱的上料及送料位移要求。
52.该送料滑块3114上设置有用于容置橡胶柱的容置槽,上述吸附压装杆3153可移动式与容置槽相对应;该容置槽下方设置有用于将橡胶柱向上顶升的顶升驱动气缸3115。
53.振盘送料器3112将橡胶柱送至送料滑块3114之容置槽内,采用容置槽对橡胶柱限位,防止橡胶柱位置偏移;取料压装件3152对橡胶柱取料时,顶升驱动气缸3115向上顶升橡胶柱,便于取料。
54.该压装驱动源3151包括压装驱动气缸,取料压装件3152包括吸附压装杆3153和套筒3154,该压装驱动气缸竖向的紧固安装于竖向驱动装置314的输出端,该吸附压装杆3153
安装于压装驱动气缸的轴端,该套筒3154紧固安装于竖向驱动装置314的输出端,该吸附压装杆3153可竖向移动式位于套筒3154内。
55.吸附压装件将橡胶柱吸附,横向驱动装置313和竖向驱动装置314驱动压装装置315进行横向和竖向移动,将橡胶柱移动至马达侧旁,吸附压装杆3153相对于套筒3154升降,压装驱动气缸驱动吸附压装杆3153向下移动,将橡胶柱压装到马达之牙箱中,在压装过程中套筒3154下表面对马达之牙箱进行压固,起到限位作用,防止压装过程中的位置偏移,提高了压装精准度;采用压装驱动气缸、吸附压装杆3153和套筒3154,实现了橡胶柱的压装,压装精准度高,整体结构紧凑,占用面积少。
56.该吸附压装杆3153的下端设置有用于吸附橡胶柱的吸附孔31531,该吸附孔31531下端呈锥形;该套筒3154两侧对称设置有缓冲弹簧3155;顶升驱动气缸3115将橡胶柱顶升至吸附孔31531内,吸附孔31531下端呈锥形,便于橡胶柱进入吸附孔31531,缓冲弹簧3155防止压装过程中的刚性碰撞。
57.该横向驱动装置313包括横向驱动气缸3131和横向滑座3132,该横向驱动气缸3131安装于支架312上,该横向滑座3132安装于横向驱动气缸3131的轴端;该竖向驱动装置314包括竖向驱动气缸3141和竖向滑座3142,该竖向驱动气缸3141竖向的安装于横向滑座3132上,该竖向滑座3142安装于竖向驱动气缸3141轴端;上述压装驱动气缸安装于竖向滑座3142上端,上述套筒3154安装于竖向滑座3142下端。
58.横向驱动气缸3131驱动横向滑座3132横向移动,竖向驱动气缸3141驱动竖向滑座3142竖向移动,满足了压装装置315的位置移动要求,整体结构紧凑。
59.该检测组件32包括支撑架321、升降驱动装置322、位移传感器325和抵接件326,该升降驱动装置322竖向的安装于支撑架321上,该位移传感器325安装于升降驱动装置322的输出端,该抵接件326弹性可升降式安装于升降驱动装置322的输出端,该抵接件326与位移传感器325相抵接。
60.组装完成后,马达转移至检测组件32侧旁,检测组件32之抵接件326与橡胶柱相抵接,抵接件326由于橡胶柱的位置而弹性升降移动,进而抵接位移传感器325,位移传感器325根据升降高度检测橡胶柱是否已组装及是否组装到位。
61.该升降驱动装置322包括升降驱动气缸323和升降滑座324,该升降驱动气缸323竖向的安装于支撑架321上,该升降滑座324安装于升降驱动气缸323的轴端,上述位移传感器325和抵接件326均安装于升降滑座324上;该升降驱动气缸323驱动升降滑座324升降移动,升降滑座324升降带动位移传感器325升降,满足了位移传感器325竖向位置移动要求。
62.该转盘机构40包括旋转电机、转盘、用于放置小组件的治具座401、用于驱动治具座401开闭的开闭驱动装置402和用于顶升小组件的顶升装置403,该开闭驱动装置402位于治具座401侧旁;该顶升装置403位于治具座401下方。
63.该旋转电机驱动转盘转动,转盘转动带动治具座移动,该治具座401包括放料块4011和夹紧块4012,该放料块4011和夹紧块4012之间设置有弹簧,该夹紧块4012通过弹簧可移动式与放料块4011相抵紧或远离;该开闭驱动装置402包括开闭驱动气缸4021和抵推块4022,该抵推块4022安装于开闭驱动气缸4021的轴端,该抵推块4022可移动式与夹紧块4012相抵接。
64.小组件放置于放料块4011上,常态下由于弹簧的弹力,夹紧块4012与放料块4011
抵紧,小组件被紧固于放料块4011上;当需要取放料时,开闭驱动气缸4021驱动抵推块4022向后移动,抵推块4022向后拉动夹紧块4012,夹紧块4012与放料块4011分离一定距离,便于对小组件取放料;通过采用开闭驱动装置402自动化的实现了治具座401的开闭,便于取放料,在常态下将小组件夹紧,防止小组件位置偏移。
65.该顶升装置403包括顶升气缸4031和顶推杆4032,该顶升气缸4031竖向的安装于压装支架121侧旁,该顶推杆4032竖向安装于顶升气缸4031的轴端,该顶推杆4032可升降移动式与治具座401上的小组件相抵接。
66.顶升气缸4031驱动顶推杆4032向上移动,顶推杆4032将小组件向上顶推,便于取料。
67.该刹车片供料机构50、轴承座供料机构60和轴承供料机构70均包括进料组件71、送料组件72和取料压装组件73和供料检测组件,该进料组件71包括振盘711和安装于振盘711出料端的直振送料器712,该送料组件72包括送料气缸721和送料滑板722,该送料滑板722安装于送料气缸721的轴端,该送料滑板722可移动式与直振送料器712的出料端相对应。
68.该取料压装组件73包括取料支架731、纵向气缸732、竖移驱动气缸733和取料件734,该纵向气缸732安装于取料支架731上,该竖移驱动气缸733安装于纵向气缸732的输出端,该取料件734安装于竖移驱动气缸733的输出端;该供料检测组件包括竖向气缸和位移传感器,该位移传感器安装于竖向气缸的输出端。
69.该振盘711将物料通过直振送料器712至送料组件72之送料滑板722上;该送料气缸721驱动送料滑板722移动将物料转移至取料压装组件73侧旁;该纵向气缸732和竖移驱动气缸733驱动取料件734进行纵向和竖向的移动,取料件734将送料滑板722上的物料转移至转盘机构之治具座上;该竖向气缸驱动位移传感器升降,满足位移传感器的检测位置要求。
70.小组件压装及检测机构80,其包括用于将小组件压装到马达之牙箱中的压装组件81和用于检测是否压装及是否压装到位的检测组件82;该检测组件82位于压装组件81侧旁;该压装组件81包括压装支架811、纵移驱动装置812、竖移驱动装置813和用于吸取小组件的取料装置814,该纵移驱动装置812纵向的安装于压装支架811上,该竖移驱动装置813竖向的安装于纵移驱动装置812的输出端;该取料装置814安装于竖移驱动装置813的输出端;该取料装置814包括第一吸附取料管8144和第二吸附取料管8145,该第一吸附取料管8144安装于竖移驱动装置813的输出端;该第二吸附取料管8145套设于第一吸附取料管8144外侧。
71.小组件放置于转盘机构40上,马达放置于放料座上,利用传送机构带动放料座上的马达移动;压装组件81之纵移驱动装置812和竖移驱动装置813驱动取料装置814纵移和竖移,取料装置814之第一吸附取料管8144吸附小组件的内壁,第二吸附取料管8145吸附小组件的外壁,取料装置814将转盘机构40上的小组件取料转移至马达侧旁,竖移驱动装置813驱动取料装置814下降将小组件压装至马达之牙箱中;压装完成后,马达转移至检测组件82侧旁,检测组件82同时检测是否已组装及是否组装到位。
72.压装组件81和检测组件82自动化的实现了对小组件压装及检测,提高了工作效率,降低了人工成本;压装精准度高,降低了次品率。
73.该取料装置814还包括限位块8141,该限位块8141上表面和竖移驱动装置813的输出端之间设置有伸缩弹簧,该限位块8141可升降式位于竖移驱动装置813的输出端;该限位块8141包括位于上侧的下压部8142和位于下侧的定位部8143。
74.下压部8142对小组件上表面进行下压限位,该定位部8143与小组件相对应,定位部8143对小组件进一步定位,防止在压装过程中小组件的位置偏移,提高了压装精准度,降低了次品率。
75.该竖移驱动装置813的输出端设置有与第一吸附取料管8144相对应的调节螺母8133,该调节螺母8133调节第一吸附取料管8144在竖移驱动装置813输出端的竖向安装位置。
76.通过调节螺母8133调节第一吸附取料管8144的竖向位置,保证第一吸附取料管8144和第二吸附取料管8145对应吸附小组件的相应吸附位置,防止由于高度差不对应而不便于吸附取料的现象。
77.该纵移驱动装置812包括纵移驱动气缸8121和纵移滑座8122,该竖移驱动装置813包括竖移驱动气缸8131和竖移滑块8132,该纵移驱动气缸8121纵向的安装于压装支架811上,该纵移滑座8122安装于纵移驱动气缸8121的轴端;该竖移驱动气缸8131安装于纵移滑座8122上,该竖移滑块8132安装于竖移驱动气缸8131的轴端;上述取料装置814安装于竖移滑块8132上。
78.纵移驱动气缸8121驱动纵移滑座8122纵向移动,便于小组件的位置转移;该竖移驱动气缸8131驱动竖移滑块8132竖向移动,满足了小组件的转移位置和压装位置需求。
79.该检测组件82包括检测支架821、竖向移动驱动装置822、用于检测是否已经压装上小组件的第一检测装置和用于检测是否压装到位的第二检测装置,该竖向移动驱动装置822安装于检测支架821上,该第一检测装置和第二检测装置均安装于竖向移动驱动装置822的输出端。
80.该竖向移动驱动装置822包括竖移气缸8221和竖移滑座8222,该竖移气缸8221安装于检测支架821上,该竖移滑座8222安装于竖移气缸8221的轴端,该竖移滑座8222滑动式位于检测支架821上;竖移气缸8221驱动竖移滑座8222竖向移动,满足检测时的位置要求。
81.该第一检测装置包括第一抵接杆8231和第一位移传感器8232,该第二检测装置包括第二抵接杆8241和第二位移传感器8242;该第一抵接杆8231滑动式安装于竖移滑座8222上,该第一位移传感器8232安装于检测支架821上该第一抵接杆8231滑动式穿过第一位移传感器8232;该第二抵接杆8241滑动式套设于第一抵接杆8231的外侧,该第二抵接杆8241与第二位移传感器8242抵接配合。
82.该第一位移传感器8232具有u形槽,第一抵接杆8231设置有挡片,该挡片随着第一抵接杆8231竖向移动式穿过u形槽,第一位移传感器8232根据第一抵接杆8231的竖向位置判断是否已经压装上小组件;压装到位与压装不到位时,小组件位于马达之牙箱中的高度不同,第二抵接杆8241下端与小组件抵接,第二抵接杆8241上端与第二位移传感器8242抵接,第二位移传感器8242根据第二抵接杆8241的高度位置判断小组件是否压装到位;第二抵接杆8241滑动式套设于第一抵接杆8231的外侧,使得第一检测装置和第二检测装置同时对是否压装及是否压装到位检测,避免检测时位置干扰,提高了检测效率,整体结构紧凑,占用面积少。
83.该橡胶柱和小组件组装机的组装方法,其包括如下步骤:
84.第一、传送机构向前传送待组装的马达;
85.第二、马达被传送至橡胶柱组装及检测机构侧旁时,橡胶柱组装及检测机构将橡胶柱组装到马达之牙箱中,并检测橡胶柱是否组装到位;
86.第三、刹车片供料机构将刹车片转移至转盘机构之治具座中;
87.第四、转盘机构带动治具座转动至轴承座供料机构侧旁,轴承座供料机构将轴承座转移至转盘机构之治具座中;
88.第五、转盘机构带动治具座转动至轴承供料机构侧旁,轴承供料机构将轴承转移至转盘机构之治具座中;在转移过程中,按照刹车片、轴承座和轴承的放置顺序三者结合形成小组件;
89.第六、转盘机构之治具座带动小组件移动至小组件压装及检测机构侧旁,传送机构将已经组装上橡胶柱的马达向前传送至小组件压装及检测机构侧旁,小组件压装及检测机构将小组件由治具座转移并压装至马达之牙箱中;
90.第七、传送机构将组装上橡胶柱和小组件的马达向前传送至涂油检测及不良品转移机构侧旁,涂油检测及不良品转移机构对传送机构上的马达进行涂油和检测,并将不良品转移;合格品由传送机构传送出料。
91.本发明的设计重点在于,通过采用传送机构、橡胶柱组装及检测机构、转盘机构、刹车片供料机构、轴承座供料机构、轴承供料机构和小组件压装及检测机构自动化的实现了传送马达、组装及检测橡胶柱、刹车片供料、轴承座供料、轴承供料和压装及检测小组件,提高了组装效率,降低了人工成本;组装精准度高;通过采用橡胶柱组装及检测机构自动化的实现了对橡胶柱的上料、横向移动、竖向移动、压装至马达之牙箱中及检测,降低了次品率;通过小组件压装及检测机构之检测组件实现了同时对是否压装及是否压装到位检测,避免检测时位置干扰,提高了检测效率,整体结构紧凑,占用面积少。
92.以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所做的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。