1.本发明涉及枪械装配技术领域,特别是涉及一种车载枪架侧板、扇形齿条的装配调校方法。
背景技术:
2.车载机枪在现代常规武器战争中对敌方大型器材的火力压制起到了关键性作用,车载机枪的射击范围包括了停止或行驶中的地面目标和低空飞行的空中目标。这就要求机枪在俯射和仰射时均有良好的机动性和稳定性。其中一种车载机枪所配置的枪架由托架、摇架、滑座总成、平衡器、手轮总成等部件构成,该枪架的摇架由侧板、摇架体及紧固标准件构成。侧板上的扇形齿条与手轮上的齿轮啮合相对动作即可带动摇架件上的机枪在-6
°
~ 85
°
之间俯射和仰射的转换,由于侧板、扇形齿条是组装而成,为保证机动性和射击精度,在装配过程中保证扇形齿条与手轮齿轮间可靠的相对动作以及啮合的反向间隙相当重要,因此在手轮总成部件中的齿轮分度圆圆心固定的情况下,侧板上扇形齿条的装配精度,直接影响枪械射击的机动性、精度。
3.但是扇形齿条为圆弧条形结构,因受齿形加工误差和自身变形的影响,其相对于侧板回转孔的装配精度不高,装配效率低。
技术实现要素:
4.本发明的目的在于克服现有技术的不足,提供一种车载枪架侧板、扇形齿条的装配调校方法,装配精度高,装配效率高。
5.本发明的目的是这样实现的:
6.一种车载枪架侧板、扇形齿条的装配调校方法,包括以下步骤:
7.步骤1:准备钻孔夹具、调整器,所述钻孔夹具包括定位底板,以及安装在定位底板上的第一径向夹紧机构、第一轴向夹紧机构、第二轴向夹紧机构、第二径向夹紧机构,所述定位底板上设有定位孔、定位凸台,所述第一径向夹紧机构、第二径向夹紧机构的位置对应扇形齿条的两端,所述第一轴向夹紧机构、第二轴向夹紧机构均匀设置在第一径向夹紧机构、第二径向夹紧机构之间,第一径向夹紧机构、第二径向夹紧机构的位置对应扇形齿条的中段,所述调整器包括第一活动齿臂、第二活动齿臂,所述第一活动齿臂、第二活动齿臂通过定位回转轴铰接;
8.将侧板放置在定位底板上,将定位回转轴同时放入侧板的回转孔和定位底板的定位孔中定位;
9.步骤2:将扇形齿条放置在侧板上,将侧板的一个侧面与定位凸台贴合定位,转动第一活动齿臂、第二活动齿臂,使第一活动齿臂、第二活动齿臂与扇形齿条的内齿啮合卡接,所述第一活动齿臂的位置对应第一径向夹紧机构的位置,所述第二活动齿臂的位置对应第二径向夹紧机构的位置,同时,将扇形齿条的一个侧面与定位凸台贴合定位;
10.步骤3:首先采用第一径向夹紧机构、第二径向夹紧机构对扇形齿条径向夹紧,然
后再采用第一轴向夹紧机构、第二轴向夹紧机构对扇形齿条、侧板、定位底板轴向夹紧;
11.步骤4:在扇形齿条上的预留孔位置同时配钻扇形齿条、侧板的定位销孔,经过扇形齿条上的螺纹孔配钻侧板上的紧固螺栓预孔;
12.步骤5:松开第一径向夹紧机构、第一轴向夹紧机构、第二轴向夹紧机构、第二径向夹紧机构,取出定位回转轴,将扇形齿条与侧板分开,将侧板上的紧固螺栓预孔扩大至紧固螺栓的螺纹部位能够通过的大小;
13.步骤6:通过定位销定位扇形齿条、侧板,再通过紧固螺栓固定连接扇形齿条、侧板。
14.优选地,所述步骤中,扇形齿条两端向内的第二颗内齿与第一活动齿臂、第二活动齿臂啮合卡接。
15.优选地,所述第一活动齿臂和第二活动齿臂上设有定位回转孔,定位回转孔用于与定位回转轴间隙配合,定位回转孔、定位回转轴的直径差值≤0.002mm,所述第一活动齿臂和第二活动齿臂的分度圆直径差值≤0.005mm,第一活动齿臂、第二活动齿臂能够沿定位回转轴的轴线作360
°
周向旋转,定位底板上的定位孔与定位回转轴的间隙≤0.002mm,所述侧板上的回转孔直径与定位回转轴的直径差值≤0.01mm,回转孔的轴线与侧板上平面的垂直度≤0.01mm。
16.优选地,所述第一活动齿臂、第二活动齿臂的端部齿形与车载枪架的手轮齿形相同。
17.优选地,所述第一径向夹紧机构、第一轴向夹紧机构、第二轴向夹紧机构、第二径向夹紧机构均为螺纹调整夹紧结构。
18.优选地,侧板上的紧固螺栓预留孔孔径比扇形齿条的螺纹孔底径小0.5mm,所述的扇形齿条留有3个定位销预留孔和7个螺纹孔,扇形齿条上的定位销预留孔孔径比定位销直径小1mm。
19.优选地,所述步骤5中,从侧板的下平面将紧固螺栓预孔扩大至紧固螺栓的螺纹部位能够通过的大小,再在侧板下平面锪紧固螺栓的沉头孔。
20.由于采用了上述技术方案,本发明能够保证质量稳定,侧板、扇形齿条装配、调校高效。
附图说明
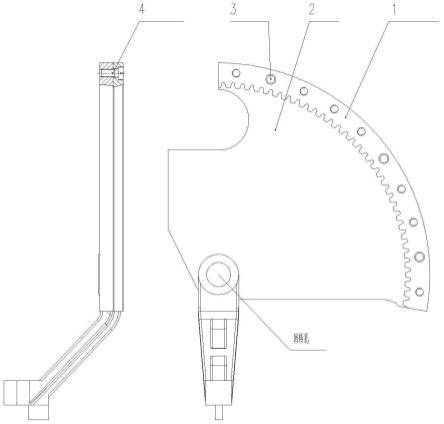
21.图1为本发明中涉及的侧板装配、调校完成图;
22.图2为本发明中的调整器示意图;
23.图3为本发明中的钻孔夹具示意图;
24.图4为本发明中的定位原理图。
具体实施方式
25.参见图1-图4,一种质量稳定,高效的车载枪架的侧板、扇形齿条装配、调校方法,包括扇形齿条与侧板的调校固定、配钻、紧固。具体步骤如下:
26.步骤1:将侧板2放置在钻孔夹具的定位底板8上,将调整器中的定位回转轴5同时放入侧板2的回转孔和定位底板8的定位孔中。定位回转轴5将定位底板8、侧板2、第一活动
齿臂6、第二活动齿臂7连接到一条轴心线上。
27.步骤2:将扇形齿条1放在侧板2上平面,调整器上的第一活动齿臂6与第二活动齿臂7分开。扇形齿条1的第2颗内齿与调整器第一活动齿臂6的齿形啮合。扇形齿条1的最后第2颗内齿与调整器第二活动齿臂7的齿形啮合。将侧板2的左侧面与钻孔夹具的定位凸台9紧贴。定位凸台9将扇形齿条1端面与侧板2端面保持基本齐平。
28.步骤3:钻孔夹具上的第一径向夹紧机构10将扇形齿条1与第一活动齿臂6沿定位回转轴5轴心线方向排除间隙。第二径向夹紧机构13将扇形齿条1与第二活动齿臂7沿定位回转轴5轴心线方向排除间隙,即排除调整器上活动齿臂与扇形齿条1的间隙,排除调整器定位回转轴5与侧板2回转孔、定位底板8定位孔之间的间隙。第一轴向夹紧机构11、第二轴向夹紧机构12将扇形齿条1、侧板2、定位底板8从扇形齿条1正上方压紧。
29.步骤4:在扇形齿条1上的预留孔位置同时配钻扇形齿条1、侧板2共3个定位销孔,经过扇形齿条1上的7个螺纹孔配钻侧板2上的紧固螺栓预孔,定位销孔直径与定位销3的直径过盈量为0.005~0.015mm,侧板2上的紧固螺栓预留孔孔径比扇形齿条1的螺纹孔底径小0.5mm。
30.步骤5:松开钻孔夹具上的第一径向夹紧机构10、第一轴向夹紧机构11、第二轴向夹紧机构12、第二径向夹紧机构13,取出调整器的定位回转轴5,将扇形齿条1与侧板2分开,在侧板2下平面将紧固螺栓预孔扩大至紧固螺栓4螺纹部位可顺利通过,再在侧板2下平面锪紧固螺栓4沉头孔。所有孔口锪去毛刺。
31.步骤6:将定位销3固定扇形齿条1、侧板2。通过侧板2下平面将扇形齿条1螺纹孔与紧固螺栓4拧紧。
32.此时一种枪架上的扇形齿条准确的装配到了侧板上。
33.所述调整器上的定位回转轴5,将第一活动齿臂6和第二活动齿臂7用齿臂上的定位回转孔连接。所述调整器上的第一活动齿臂6和第二活动齿臂7与定位回转轴5的配合间隙为≤0.002mm。第一活动齿臂6和第二活动齿臂7的齿形一致且与手轮齿形相符。第一活动齿臂6和第二活动齿臂7的分度圆直径相差≤0.005mm。第一活动齿臂6和第二活动齿臂7可沿定位回转轴轴线分别作360
°
周向旋转。
34.所述钻孔夹具的定位底板有1个定位孔。与调整器上的定位回转轴5有≤0.002mm的间隙。钻孔夹具有1个定位凸台9,其定位凸台9定位面应与侧板定位面平行。钻孔夹具上分别装有第一径向夹紧机构10、第一轴向夹紧机构11、第二轴向夹紧机构12、第二径向夹紧机构13。第一径向夹紧机构10、第二径向夹紧机构13用于从圆周两个方向分别将扇形齿条1与第一活动齿臂6、第二活动齿臂7沿定位回转轴5轴心线方向排除间隙,即排除调整器上活动齿臂与扇形齿条1的间隙,排除调整器定位回转轴5与侧板2回转孔、定位底板8定位孔之间的间隙。钻孔夹具上的第一轴向夹紧机构11、第二轴向夹紧机构12用于钻孔时紧固扇形齿条1、侧板2和钻孔夹具定位底板8,让扇形齿条1、侧板2和钻孔夹具定位底板8在钻孔时不相互位移。
35.所述的扇形齿条1留有3个定位销预留孔和7个螺纹孔。配钻前扇形齿条1上的定位销预留孔孔径比定位销3直径小1mm。扇形齿条1上的定位销预留孔用于钻孔时能准确找到钻孔位置。
36.所述侧板2有回转孔,其孔径与定位回转轴直径≤0.01mm的间隙。回转孔轴线与侧
板2上平面垂直度≤0.01mm。一种质量稳定,高效的车载枪架的侧板、扇形齿条装配、调校方法。包括扇形齿条与侧板的调校固定、配钻、紧固。具体步骤如下:
37.步骤1:将侧板2放置在钻孔夹具的定位底板8上,将调整器中的定位回转轴5同时放入侧板2的回转孔和定位底板8的定位孔中。定位回转轴5将定位底板8、侧板2、第一活动齿臂6、第二活动齿臂7连接到一条轴心线上。
38.步骤2:将扇形齿条1放在侧板2上平面,调整器上的第一活动齿臂6与第二活动齿臂7分开。扇形齿条1的第2颗内齿与调整器第一活动齿臂6的齿形啮合。扇形齿条1的最后第2颗内齿与调整器第二活动齿臂7的齿形啮合。将侧板2的左侧面与钻孔夹具的定位凸台9紧贴。定位凸台9将扇形齿条1端面与侧板2端面保持基本齐平。
39.步骤3:钻孔夹具上的第一径向夹紧机构10将扇形齿条1与第一活动齿臂6沿定位回转轴5轴心线方向排除间隙。第二径向夹紧机构13将扇形齿条1与第二活动齿臂7沿定位回转轴5轴心线方向排除间隙,即排除调整器上活动齿臂与扇形齿条1的间隙,排除调整器定位回转轴5与侧板2回转孔、定位底板8定位孔之间的间隙。第一轴向夹紧机构11、第二轴向夹紧机构12将扇形齿条1、侧板2、定位底板8从扇形齿条1正上方压紧。
40.步骤4:在扇形齿条1上的预留孔位置同时配钻扇形齿条1、侧板2共3个定位销孔,经过扇形齿条1上的7个螺纹孔配钻侧板2上的紧固螺栓预孔,定位销孔直径与定位销3的直径过盈量为0.005~0.015mm,侧板2上的紧固螺栓预留孔孔径比扇形齿条1的螺纹孔底径小0.5mm。
41.步骤5:松开钻孔夹具上的第一径向夹紧机构10、第一轴向夹紧机构11、第二轴向夹紧机构12、第二径向夹紧机构13,取出调整器的定位回转轴5,将扇形齿条1与侧板2分开,在侧板2下平面将紧固螺栓预孔扩大至紧固螺栓4螺纹部位可顺利通过,再在侧板2下平面锪紧固螺栓4沉头孔。所有孔口锪去毛刺。
42.步骤6:将定位销3固定扇形齿条1、侧板2。通过侧板2下平面将扇形齿条1螺纹孔与紧固螺栓4拧紧。
43.此时一种枪架上的扇形齿条准确的装配到了侧板上。
44.所述调整器上的定位回转轴5,将第一活动齿臂6和第二活动齿臂7用齿臂上的定位回转孔连接。所述调整器上的第一活动齿臂6和第二活动齿臂7与定位回转轴5的配合间隙为≤0.002mm。第一活动齿臂6和第二活动齿臂7的齿形一致且与手轮齿形相符。第一活动齿臂6和第二活动齿臂7的分度圆直径相差≤0.005mm。第一活动齿臂6和第二活动齿臂7可沿定位回转轴轴线分别作360
°
周向旋转。
45.所述钻孔夹具的定位底板有1个定位孔。与调整器上的定位回转轴5有≤0.002mm的间隙。钻孔夹具有1个定位凸台9,其定位凸台9定位面应与侧板定位面平行。钻孔夹具上分别装有第一径向夹紧机构10、第一轴向夹紧机构11、第二轴向夹紧机构12、第二径向夹紧机构13。第一径向夹紧机构10、第二径向夹紧机构13用于从圆周两个方向分别将扇形齿条1与第一活动齿臂6、第二活动齿臂7沿定位回转轴5轴心线方向排除间隙,即排除调整器上活动齿臂与扇形齿条1的间隙,排除调整器定位回转轴5与侧板2回转孔、定位底板8定位孔之间的间隙。钻孔夹具上的第一轴向夹紧机构11、第二轴向夹紧机构12用于钻孔时紧固扇形齿条1、侧板2和钻孔夹具定位底板8,让扇形齿条1、侧板2和钻孔夹具定位底板8在钻孔时不相互位移。
46.所述的扇形齿条1留有3个定位销预留孔和7个螺纹孔。配钻前扇形齿条1上的定位销预留孔孔径比定位销3直径小1mm。扇形齿条1上的定位销预留孔用于钻孔时能准确找到钻孔位置。
47.所述侧板2有回转孔,其孔径与定位回转轴直径≤0.01mm的间隙。回转孔轴线与侧板2上平面垂直度≤0.01mm。
48.最后说明的是,以上优选实施例仅用以说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本发明权利要求书所限定的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。