1.本发明涉及注塑成型领域,具体涉及一种注塑成型仿真过程特性相似性分析方法。
背景技术:
2.企业对于塑料制品的生产方式基本采用大批量生产,在通过注塑成型技术批量化生产塑料制品前,负责注塑的工艺员会根据长期积累的经验对注塑过程中的相关参数进行调试,以观察塑料制品的重量是否达标、塑料制品有无气泡和气纹等缺陷,但在调试阶段对注塑过程的能源消耗重视程度明显不足,存在能耗冗余的现象,从而造成大量的能源消耗,因此保证塑料制品质量的同时,对注塑过程进行节能优化具有重要的工业意义。
3.目前,构建注塑成型能源消耗仿真模型,通过优化工艺参数的方式,是降低注塑能耗的常用手段,相关研究中,felix等提出了即使逐样本比较不适合的情况下,也可以使用动态时间规整算法可以确定两个序列之间的相似性,并使用动态时间规整的对应关系可以确定时间序列样本之间的适当映射,matan等通过将已知的动态时间规整方法扩展为基于区间的动态时间规整方法,开发了一种确定一对纵向记录之间相对距离的新方法,并使用此方法在面向时间的领域中提高了平均分类和预测性能。然而,在对注塑成型能源消耗过程特性进行相似性分析时,仿真发生注塑特征的时间可能与实际时间有所偏差,从数学角度来说就是实际测试序列和仿真序列存在相位差,在峰值处并未对齐,使得注塑成型能源消耗仿真结果精度低,与实际注塑成型能源消耗存在较大的偏差,这样的仿真结果不利于企业将仿真结果用于实际的生产过程中。
技术实现要素:
4.本发明旨在克服现有技术中存在的注塑成型能源消耗仿真结果精度低,与实际注塑成型能源消耗存在较大的偏差的缺陷的问题。
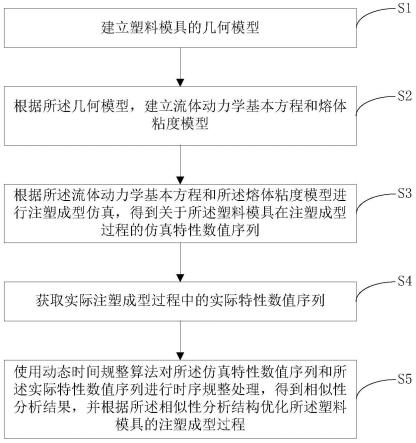
5.为解决以上问题,本发明提供一种注塑成型仿真特性相似性分析方法,包括以下步骤:
6.建立塑料模具的几何模型;
7.根据所述几何模型,建立流体动力学基本方程和熔体粘度模型;
8.根据所述流体动力学基本方程和所述熔体粘度模型进行注塑成型仿真,得到关于所述塑料模具在注塑成型过程的仿真特性数值序列;
9.获取实际注塑成型过程中的实际特性数值序列;
10.使用动态时间规整算法对所述仿真特性数值序列和所述实际特性数值序列进行时序规整处理,得到相似性分析结果,并根据所述相似性分析结构优化所述塑料模具的注塑成型过程。
11.更进一步地,所述流体动力学基本方程包括质量守恒方程、动量守恒方程和能量守恒方程,其中:
12.所述质量守恒方程用于表征塑料物质微单元的质量维持恒定,其满足关系式(1):
[0013][0014]
其中,ρ表示聚合物熔体的密度,t表示注射时间,表示梯度算子,表示流速;
[0015]
所述动量守恒方程用于表征塑料物质微单元的动量改变量等效于在塑料物质微单元上的体积力和面积力的和,其满足关系式(2):
[0016][0017]
其中,表示重力加速度,τ表示应力张量;
[0018]
所述能量守恒方程用于表征物质微单元的内能改变量等效于单位时间外力作功和外部输入热能的和,其满足关系式(3):
[0019][0020]
其中,e表示内能,d表示形变速率张量,表示热流。
[0021]
更进一步地,所述熔体粘度模型为cross-wlf粘度模型,所述cross-wlf 粘度模型满足关系式(4):
[0022][0023][0024]
t
*
=2 3p
[0025]
a2=a3 d3p
ꢀꢀꢀ
(4);
[0026]
其中,η表示聚合物熔体粘度,t表示聚合物熔体的温度,p表示聚合物熔体的密度,γ表示剪切速率,η0表示零剪切粘度,τ
*
表示在转变为剪切致稀时的临界应力级别,n表示高剪切速率方法中的幂律指数;d1表示聚合物在玻璃化温度下的零剪切粘度,d2为玻璃化转变温度,d3表示压力影响系数,t
*
为聚合物熔体的玻璃化转变温度,a1、a2、a3为与温度相关的常量。
[0027]
更进一步地,所述注塑成型仿真特性相似性分析方法还包括步骤:在进行所述注塑成型仿真的步骤前,设置工艺参数的取值范围,所述工艺参数包括填充时间、保压压力、保压时间、冷却时间、模具温度和熔体温度,其中:
[0028]
所述填充时间的取值范围为2s~2.9s;
[0029]
所述保压压力的取值范围为30mpa~45mpa;
[0030]
所述保压时间的取值范围为6s~12s;
[0031]
所述冷却时间的取值范围为10s~16s;
[0032]
所述模具温度的取值范围为40℃~55℃;
[0033]
所述熔体温度的取值范围为210℃~240℃。
[0034]
更进一步地,所述使用动态时间规整算法对所述仿真特性数值序列和所述实际特
性数值序列进行时序规整处理,得到相似性分析结果,并根据所述相似性分析结构优化所述塑料模具的注塑成型过程的步骤,包括以下子步骤:
[0035]
构造一个n行m列的距离矩阵d;
[0036]
计算所述仿真特性数值序列q和所述实际特性数值序列c之间任意两点的欧式距离,所述欧氏距离满足关系式(5):
[0037][0038]
其中,qi为仿真特性数值序列q中第i列向量,cj为实际特性数值序列c中第i列向量,q
ik
表示仿真特性数值序列q中第i列向量的第k行元素,表示实际特性数值序列c中第i列向量的第k行元素;
[0039]
令规整路径w={w1,w2,...w
p
,...,w
p
},其中,w
p
表示仿真特性数值序列q和实际特性数值序列c中某一点之间距离,p为规整路径的长度;
[0040]
构建所述规整路径的约束条件,并根据所述约束条件,计算最优规整路径;
[0041]
根据所述最优规整路径,计算仿真特性数值序列和实际特性数值序列的累积距离,并根据所述序列的累积距离对进行相似性分析,得到相似性分析结果;
[0042]
根据所述相似性分析结构优化所述塑料模具的注塑成型过程。
[0043]
更进一步地,所述约束条件包括:
[0044]
边界条件,所述规整路径w从起点w1=d(1,1)到终点w
p
=d(n,m);
[0045]
连续性,若w
p-1
=d(i,j),那么对于所述规整路径w的下一个点w
p
=d(i’,j’)满足|i-i’|≤1,|j-j’|≤1,即所述规整路径w中的点只和相邻的点匹配;
[0046]
单调性,若w
p-1
=d(i,j),那么对于所述规整路径w的下一个点 w
p
=d(i’,j’)满足(i
’‑
i)≥0和(j
’‑
j)≥0,即所述规整路径w上的点随时间单调进行;
[0047]
所述规整路径w从点w
p-1
=d(i,k)到下一个点的路径为: (i 1,j),或(i,j 1),或(i 1,j 1)。
[0048]
更进一步地,所述构建所述规整路径的约束条件,并根据所述约束条件,计算最优规整路径的步骤中,计算所述最优规整路径的步骤包括以下子步骤:
[0049]
定义所述最优规整路径满足关系式(6):
[0050][0051]
其中,k为用来对不同长度的规整路径作补偿的参数;
[0052]
所述根据所述最优规整路径,计算仿真特性数值序列和实际特性数值序列的累积距离γ,所述累积距离γ满足关系式(7):
[0053]
γ(i,j)=d(qi,cj) min[γ(i-1,j),γ(i,j-1),γ(i-1,j-1)]
ꢀꢀꢀ
(7)。
[0054]
更进一步地,所述几何模型通过solidworks建立得到。
[0055]
本发明所达到的有益效果,由于通过注塑成型模拟技术可获得注塑成型的全局流动信息,为注塑质量效果提供可视化的帮助,并通过使用动态时间规整算法对注塑成型仿真特性过程特性进行相似性分析,通过把仿真特性数值序列和实际特性数值序列进行时序规整处理,来计算仿真特性数值序列和实际特性数值序列之间的相似性,更能反映数值仿
真结果与真实值的误差,提高了注塑成型能源消耗仿真结果的精度,提供了可靠数值模拟结果,为注塑成型质量效果提供可视化的帮助,且为节能降耗提供详细过程数据。
附图说明
[0056][0057]
图1是本发明实施例提供的注塑成型仿真特性相似性分析方法的流程示意图;
[0058]
图2是本发明实施例提供的日字扣零件实物图;
[0059]
图3是本发明实施例提供的日字扣零件几何模型图;
[0060]
图4是本发明实施例提供的日字扣零件网格生成效果示意图;
[0061]
图5是本发明实施例提供的日字扣零件的流动阻力指示器示意图;
[0062]
图6是本发明实施例提供的浇口匹配性图示意图;
[0063]
图7是本发明实施例提供的日字扣零件含流道的浇注系统图;
[0064]
图8是本发明实施例提供的网格连通性诊断示意图;
[0065]
图9是本发明实施例提供的不含流道的热塑性注塑成型数值仿真模型俯视图;
[0066]
图10是本发明实施例提供的含流道的热塑性注塑成型数值仿真模型俯视图;
[0067]
图11是本发明实施例提供的成型窗口分析示意图;
[0068]
图12是本发明实施例提供的另一个成型窗口分析示意图;
[0069]
图13是本发明实施例提供的流动前沿温度示意图;
[0070]
图14是本发明实施例提供的壁上剪切应力示意图;
[0071]
图15是本发明实施例提供的剪切速率示意图;
[0072]
图16是本发明实施例提供的冷却流道冷却液温度示意图;
[0073]
图17是本发明实施例提供的质量指标体积收缩率示意图;
[0074]
图18是本发明实施例提供的型腔重量云图示意图;
[0075]
图19是本发明实施例提供的最短路径示意图;
[0076]
图20是本发明实施例提供的原始数据的仿真值和实际值之间的相似度示意图;
[0077]
图21是本发明实施例提供的动态时间规整对齐后仿真值和实际值之间的相似度示意图。
具体实施方式
[0078]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0079]
请参照图1,图1是本发明实施例提供的注塑成型仿真特性相似性分析方法的流程示意图,该方法包括以下步骤:
[0080]
s1、建立塑料模具的几何模型。
[0081]
更进一步地,所述几何模型通过solidworks建立得到。
[0082]
s2、根据所述几何模型,建立流体动力学基本方程和熔体粘度模型。
[0083]
更进一步地,所述流体动力学基本方程包括质量守恒方程、动量守恒方程和能量守恒方程,其中:
[0084]
所述质量守恒方程用于表征塑料物质微单元的质量维持恒定,其满足关系式(1):
[0085][0086]
其中,ρ表示聚合物熔体的密度,t表示注射时间,表示梯度算子,表示流速;
[0087]
示例性的,使用v
x
、vy和vz分别表示x、y和z坐轴中相应的速度分量用以展开表示所述质量守恒方程时,关系式(1)还可以表示成:
[0088][0089]
所述动量守恒方程用于表征塑料物质微单元的动量改变量等效于在塑料物质微单元上的体积力和面积力的和,其满足关系式(2):
[0090][0091]
其中,表示重力加速度,τ表示应力张量;
[0092]
关系式(2)还可以表示成:
[0093][0094][0095][0096]
所述能量守恒方程用于表征物质微单元的内能改变量等效于单位时间外力作功和外部输入热能的和,其满足关系式(3):
[0097][0098]
其中,e表示内能,d表示形变速率张量,表示热流。
[0099]
在本发明实施例中,如果将内能e写成温度t和热力学压力p0的函数,热流写成温度梯度的函数,则可得到用温度表示的能量守恒方程,其表达式如下所示:
[0100][0101]
其中,c
p
表示等压比热容,k为热传导率,α
′
为热膨胀系数,α
′
满足:
[0102][0103]
b(t)=b1exp(-b2t)
[0104]
v0(t)=v
g0
b3(t-t
g0
);
[0105]
上式中p表示压强,t表示温度;c
′
为常数,取0.0894;b1、b2、b3、v
g0
和t
g0
为材料参数。
[0106]
在热塑性注射成型的充填阶段,气体、皮层聚合物熔体和芯层聚合物熔体间的动
力学相互作用非常复杂,为了便于说明,本发明实施例对动力学相互作用采用如下假设:
[0107]
不考虑可压缩性的影响,即将皮层和芯层聚合物熔体看作不可压缩流体:充模过程中,模具中的气体可以自由地逸出,充模过程中遇到的最大压力降大约为106~107pa,而大多数聚合物熔体压缩系数的量级大约是10-9
pa-1
,所以不考虑可压缩性的影响,即将皮层和芯层聚合物熔体看作不可压缩流体,模具中的气体可以自由地逸出;
[0108]
不考虑表面张力的影响:皮层和芯层聚合物熔体的粘度很大,表面张力很小,大约在20~50mn/m之间,所以不考虑表面张力的影响;
[0109]
将气体粘度人为增大,使其粘度比熔体粘度小三个数量级左右:气体粘度相对于聚合物熔体粘度来说,大约小了八个数量级,使得气体区域的雷诺数re 很大,很难进行统一求解,本发明实施例对此采用假设方法,将气体粘度人为增大,使其粘度比熔体粘度小三个数量级;
[0110]
模壁处的速度采用无滑移边界条件,压力采用无渗透边界条件。
[0111]
更进一步地,所述熔体粘度模型为cross-wlf粘度模型,所述cross-wlf 粘度模型是注塑常采用的熔体粘度模型,所述cross-wlf粘度模型有7个参数,分别代表在高剪切速率情况下的熔体幂流变行为,同时也表示在零剪切速率情况下的牛顿流变行为,用于改进幂率模型的不足之处,同时,所述cross-wlf 粘度模型也考虑到了压力对粘度的影响,使仿真误差随着压力的增加不会出现太大的提高,具体的,所述cross-wlf粘度模型满足关系式(4):
[0112][0113][0114]
t
*
=d2 d3p
[0115]
a2=a3 d3p
ꢀꢀꢀ
(4);
[0116]
其中,η表示聚合物熔体粘度,t表示聚合物熔体的温度,p表示聚合物熔体的密度,γ表示剪切速率,η0表示零剪切粘度,τ
*
表示在转变为剪切致稀时的临界应力级别,n表示高剪切速率方法中的幂律指数;d1表示聚合物在玻璃化温度下的零剪切粘度,d2为玻璃化转变温度,d3表示压力影响系数,t
*
为聚合物熔体的玻璃化转变温度,a1、a2、a3为与温度相关的常量,一般的,d3通常小于2
×
10-7
,便于计算一般取0。
[0117]
在本发明实施例中,所述cross-wlf粘度模型可以较为准确地反映熔体的粘度随温度和压力的变化。
[0118]
s3、根据所述流体动力学基本方程和所述熔体粘度模型进行注塑成型仿真,得到关于所述塑料模具在注塑成型过程的仿真特性数值序列。
[0119]
更进一步地,所述注塑成型仿真特性相似性分析方法还包括步骤:在进行所述注塑成型仿真的步骤前,设置工艺参数的取值范围,所述工艺参数包括填充时间、保压压力、保压时间、冷却时间、模具温度和熔体温度,其中:
[0120]
所述填充时间的取值范围为2s~2.9s;
[0121]
所述保压压力的取值范围为30mpa~45mpa;
[0122]
所述保压时间的取值范围为6s~12s;
[0123]
所述冷却时间的取值范围为10s~16s;
[0124]
所述模具温度的取值范围为40℃~55℃;
[0125]
所述熔体温度的取值范围为210℃~240℃。
[0126]
s4、获取实际注塑成型过程中的实际特性数值序列。
[0127]
s5、使用动态时间规整算法对所述仿真特性数值序列和所述实际特性数值序列进行时序规整处理,得到相似性分析结果,并根据所述相似性分析结构优化所述塑料模具的注塑成型过程。
[0128]
更进一步地,所述使用动态时间规整算法对所述仿真特性数值序列和所述实际特性数值序列进行时序规整处理,得到相似性分析结果,并根据所述相似性分析结构优化所述塑料模具的注塑成型过程的步骤,包括以下子步骤:
[0129]
s51、构造一个n行m列的距离矩阵d。
[0130]
s52、计算所述仿真特性数值序列q和所述实际特性数值序列c之间任意两点的欧式距离,所述欧氏距离满足关系式(5):
[0131][0132]
其中,qi为仿真特性数值序列q中第i列向量,cj为实际特性数值序列c中第i列向量,q
ik
表示仿真特性数值序列q中第i列向量的第k行元素,表示实际特性数值序列c中第i列向量的第k行元素。
[0133]
s53、令规整路径w={w1,w2,...w
p
,...,w
p
},其中,w
p
表示仿真特性数值序列q和实际特性数值序列c中某一点之间距离,p为规整路径的长度。
[0134]
s54、构建所述规整路径的约束条件,并根据所述约束条件,计算最优规整路径。
[0135]
更进一步地,所述约束条件包括:
[0136]
边界条件,所述规整路径w从起点w1=d(1,1)到终点w
p
=d(n,m);
[0137]
连续性,若w
p-1
=d(i,j),那么对于所述规整路径w的下一个点w
p
=d(i’,j’)满足|i-i’|≤1,|j-j’|≤1,即所述规整路径w中的点只和相邻的点匹配;
[0138]
单调性,若w
p-1
=d(i,j),那么对于所述规整路径w的下一个点 w
p
=d(i’,j’)满足(i
’‑
i)≥0和(j
’‑
j)≥0,即所述规整路径w上的点随时间单调进行;
[0139]
所述规整路径w从点w
p-1
=d(i,k)到下一个点的路径为: (i 1,j),或(i,j 1),或(i 1,j 1)。
[0140]
更进一步地,所述构建所述规整路径的约束条件,并根据所述约束条件,计算最优规整路径的步骤中,计算所述最优规整路径的步骤包括以下子步骤:
[0141]
定义所述最优规整路径满足关系式(6):
[0142][0143]
其中,k为用来对不同长度的规整路径作补偿的参数;
[0144]
所述根据所述最优规整路径,计算仿真特性数值序列和实际特性数值序列的累积
距离γ,所述累积距离γ满足关系式(7):
[0145]
γ(i,j)=d(qi,cj) min[γ(i-1,j),γ(i,j-1),γ(i-1,j-1)]
ꢀꢀꢀ
(7)。
[0146]
s55、根据所述最优规整路径,计算仿真特性数值序列和实际特性数值序列的累积距离,并根据所述序列的累积距离对进行相似性分析,得到相似性分析结果。
[0147]
s56、根据所述相似性分析结构优化所述塑料模具的注塑成型过程。
[0148]
本发明还提供一种根据上述实施例所述的注塑成型仿真特性相似性分析方法对日字扣的注塑零件进行相似性分析和优化的示例,请参照图2和图3,图2 和图3分别是本发明实施例提供的日字扣零件实物图和几何模型图,通过solidworks建立如图2所示背包日字扣的三维模型,同时对模型进行简化处理,避免导出的模型在划分网格时质量不高,会导致分析精度降低甚至分析失败。
[0149]
接着需要对网格进行划分,得到如图4所示的网格生成效果,采用实体3d 网格,同时考虑厚度方向流动,不但可以获得表面的流动数据,还可以获得内部的流动数据,精度很高,但同时计算量很大,计算时间很长。
[0150]
在网格划分中,主要关注网格的连通区域、纵横比、匹配百分比。连通区域为1说明内部均能流通。对纵横比的要求,一般是要小于6,匹配百分比必须达到百分之八十五或者更高才能进行流动和保压分析。网格信息如表1所示,连通区域为1、最大纵横比小于6、纵横比均值更小于阈值、匹配百分比也远小于阈值,因此网格质量良好。
[0151]
表1网格信息
[0152][0153]
如图5所示是日字扣零件的流动阻力指示器,在流动阻力值高的地方不适合建立浇口位置;图6是浇口匹配性图,与流动阻力对应,从图中可以看出左右两侧的流动阻力较小,结合实际加工浇口位置适合建于左右两侧的位置。
[0154]
如图7所示为建立的日字扣零件含流道的浇注系统图,建完流道后,需检验流道制品之间的连通性,防止不连通,网格连通性诊断如图8所示,通道均显示蓝色,表明网格连通性好,未出现断开连接的情况。
[0155]
为了使相对高温熔融材料传导至相对低温模具的热量散去,从而将模具的温度保持在一定的范围内,加快制品的冷却速度,因此需要创建冷却管道系统。如图9所示为不含流道的热塑性注塑成型数值仿真模型俯视图,如图10所示为含流道的热塑性注塑成型数值仿真模型俯视图。
[0156]
为了能够确定生产合格产品的成型工艺条件范围,进行成型窗口分析,如图11、12
所示,在绿色的范围内的工艺参数值组合比较好,而红色的区域是不可行的,生产出来的制品质量不好,从图中可以看出注射时间等于3.172s时,模具温度最好的选取温度是60-80℃,熔体温度最好的选取温度180-220℃;当注射时间等于24.39s时,模具温度和熔体温度均出现了不可选取范围,因此为了保证制品质量,注射时间应该尽量控制在较小范围内。
[0157]
在填充分析中,主要考虑流动前沿温度、壁面上的剪切应力、剪切速率。流动前沿温度差要小于5℃,主要是防止短射,流动前沿温度如图13所示,流动前沿最大温差为1.2℃,在材料所允许的范围内,因此符合要求;壁上剪切应力如图14所示,最大壁面剪切应力为0.8594mpa,而且模具内部的剪切应力均小于0.2149mpa;剪切速率如图15所示,体积剪切速率最大值为26436.5s-1
,未超过材料的极限体积剪切速率值40000s-1
。经对比,结果是符合条件的。
[0158]
在对回路冷却液温差分析过程中,一般温度差小于3度较为合适,冷却流道冷却液温度结果如图16所示,如图16所示的冷却流道冷却液温度示意图中,冷却液入口位置温度最小25.01℃,上分冷却液出口位置温度最大27.14℃,最大温差在2.13℃,因此在冷却液出口处也可以起到较好的冷却效果。
[0159]
同实际实验相比较,热塑性注塑成型模型运用求解器求解不仅能够获得各个工况下对注塑机能耗和制品质量指标的影响,而且能够利用后处理技术呈现模具内部熔融状态下塑料的状态信息,质量指标体积收缩率和型腔重量云图分别如图17和18所示,从图17中可以看出模具内部体积收缩率大部分区域较为均匀,出现局部高收缩率的区域较小,说明注塑成型效果较好;从图18可以看出每个模腔内制品的质量较为稳定,基本都达到2.551g,注塑成型数值模拟符合实际情况。
[0160]
本发明实施例中,步骤s5使用所述动态时间规整算法对所述仿真特性数值序列和所述实际特性数值序列进行时序规整处理的一种可能的实施例中,使用以下参数设置:填充时间2.5s、保压压力40mpa、保压时间8s、冷却时间16s、模具温度50℃、熔体温度220℃。获取填充压力变化过程的测试实际序列c、模拟仿真序列q。具体的参数设置如表2所示:
[0161]
表2填充压力过程数据
[0162][0163][0164]
找到一条从原点出发到(qn,cm)的最短路径,如图19所示,其中左方的序列代表填充压力测试数据,下方的序列表示填充压力模拟数据,坐标中颜色越深代表两个时间序列对应的距离越短,最终形成图右上所示的线最短路径。
[0165]
动态时间规整后的两个时间序列更能反映实际注塑情况与数值模拟仿真的相似性,为了更直观的对比动态时间规整前后数据的相似性,绘制数据图如图 20、21所示。
[0166]
根据关系式(1)的展开式计算动态时间规整前后的模拟值和实际值之间的相似度,图20中原始数据相似度85.3%,图21中动态时间规整对齐后的数据相似度91.4%。本发明实施例中的结果表示,通过动态时间规整对测试序列和模拟序列进行相似性分析,结果更能反映数值模拟结果与真实值的误差,误差在10%以内,因此数值模拟结果可靠,可为注塑质量效果提供可视化的帮助,同时为节能降耗提供分析中的详细过程数据。
[0167]
本发明所达到的有益效果,由于通过注塑成型模拟技术可获得注塑成型的全局流动信息,为注塑质量效果提供可视化的帮助,并通过使用动态时间规整算法对注塑成型仿真特性过程特性进行相似性分析,通过把仿真特性数值序列和实际特性数值序列进行时序规整处理,来计算仿真特性数值序列和实际特性数值序列之间的相似性,更能反映数值仿真结果与真实值的误差,提高了注塑成型能源消耗仿真结果的精度,提供了可靠数值模拟结果,为注塑成型质量效果提供可视化的帮助,且为节能降耗提供详细过程数据。
[0168]
本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,是可以通过计算机成型来指令相关的硬件来完成,所述的成型可存储于一计算机可读取存储介质中,该成型在执行时,可包括如上述各方法的实施例的流程。其中,所述的存储介质可为磁碟、光盘、只读存储记忆体(read-only memory, rom)或随机存取存储器(random access memory,简称ram)等。例如,在一种可能的实施方式中,所述计算机可读存储介质上存储有计算机成型,该计算机成型被处理器执行时实现本发明实施例提供的基于电力需求的5g网络基站rb 资源的调度方法中的各个过程及步骤,且能实现相同的技术效果,为避免重复,这里不再赘述。
[0169]
需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。
[0170]
通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到上述实施例方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质(如rom/ram、磁碟、光盘)中,包括若干指令用以使得一台终端(可以是手机,计算机,服务器,空调器,或者网络设备等)执行本发明各个实施例所述的方法。
[0171]
上面结合附图对本发明的实施例进行了描述,所揭露的仅为本发明较佳实施例而已,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式用等同变化,均属于本发明的保护之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
