1.本发明涉及一种条帽机收料整理装置。本发明还涉及一种采用上述条帽机收料整理装置实施的收料、整理和打包的操作方法
背景技术:
2.申请人浙江润泰自动化科技有限公司曾经于2019年9月25日申请一项涉及条帽制造设备的发明专利,专利号为201910907916.8,该发明公开的是一种全自动条帽制造机,包括导辊、超声波焊接装置和折叠切断装置,导辊包括第一辊轮和第二辊轮,超声波焊接装置包括焊接轮和焊接头,导辊由第一电机驱动转动,焊接轮由第二电机驱动转动,折叠切断装置包括相互对辊设置的折叠刀辊和折叠垫辊,折叠刀辊外壁均匀设有竖向尖刀,折叠垫辊外壁均匀设有竖向折叠片,尖刀和折叠片相互交错,折叠刀辊和折叠垫辊由动力机构驱动进行相对或相向移动,折叠刀辊和折叠垫辊由第四电机驱动转动,折叠刀辊和折叠垫辊相对运动,折叠刀辊上的尖刀即可切断条帽,加工不同规格的条帽时,只需调节各自的电机,从而实现对不同规格的条帽的加工,无需更换任何部件。
3.但是,上述全自动条帽制造机只能实现条帽的加工和最终的裁断,条帽制造完成后需要手动收集条帽并整齐堆叠打包,整个整齐堆叠并打包过程耗费人工,导致工资成本较高,而且人工打包往往形状不整齐,交货状态不理想。
技术实现要素:
4.鉴于背景技术的不足,本发明所要解决的技术问题是提供一种条帽机收料整理装置,该装置能够将条帽自动收集并整齐堆叠。
5.为此,本发明提供的一种条帽机收料整理装置,包括续接条帽加工机构的中间输送带,还包括续接中间输送带的整理输送带,整理输送带包括输送通道,输送通道采用通道外壳包围形成,输送通道的上侧和/或下侧设置有输送带,条帽从输送通道的中间输送,所述通道外壳末段的两侧面开设有拨动槽,所述输送通道的末段配置有可以左右拨动的拨动机构,所述输送通道的侧面设置有装载机构,拨动机构将条帽从拨动槽拨移到装载机构,装载机构将条帽以预定数量为一层、预定层数为一组整齐堆叠。
6.优选的,所述装载机构包括具有上方和前方开口的箱体,箱体上方设置有横向抽板,横向抽板配置有驱动其左右移动的抽板驱动机构,横向抽板上方配置有压料机构,压料机构包括下压板和下压驱动机构,下压驱动机构带动下压板上下移动,所述箱体内配置有升降板,升降板配置有驱动其上下移动的升降驱动机构,所述拨动机构将条帽拨移到横向抽板上,通过传感计数器计算拨动到横向抽板上的条帽数量,按一定数量的条帽为单位阈值,当传感计数器监测到条帽数量到达阈值数量时,所述抽板驱动机构驱动横向抽板横向移动,促使整层的条帽掉落到箱体的升降板上,所述压料机构驱动下压板向下压条帽,同时所述升降驱动机构同步驱动升降板下降一个条帽的厚度位置,到位后所述横向抽板复位到所述箱体上方,由此反复进行直至预定层数的条帽装载在所述升降板上,所述箱体的后侧
安装有推料机构,推料机构包括前推板和前推机构,所述条帽装载数量到达预定层数和数量后所述前推机构驱动前推板将整组所述条帽向前推出。
7.优选的,所述拨动机构包括处于所述拨动槽处的横向拨杆,横向拨杆配置有拨杆驱动机构,横向拨杆向侧面拨移条帽进入到装载机构,所述拨杆驱动机构包括垂直于所述横向拨杆分布的驱动杆,驱动杆采用电机驱动,驱动杆上带有两个拨块,驱动杆带动两拨块横向移动,所述横向拨杆向上连接有受拨件,受拨件处于两拨块之间,两拨块拨动受拨块左右移动并带动横向拨杆平移,所述通道外壳上带有拨动缺口,所述驱动杆横向穿过所述拨动缺口,所述受拨件和拨块均在拨动缺口处来回横向位移。
8.优选的,所述受拨件套接在导向杆上以限定横向移动轨迹,导向杆横向固定在机座上并平行于所述驱动杆,所述驱动杆为丝杆,拨块螺纹连接于驱动杆上,驱动杆受电机驱转促使套接其上的拨块左右移动。
9.优选的,所述装载机构配置所述传感计数器,传感计数器感应条帽的横向拨动数量并向plc发送计数信号,plc向所述横向抽板驱动机构、推料机构、压料机构和升降驱动机构发出控制指令形成协调驱动动作。
10.优选的,所述中间输送带包括相互续接的第一输送带和第二输送带,第一输送带和第二输送带均包括长条形输送平台、左输送带和右输送带,左输送带和右输送带分处于所述长条形输送平台的左右两侧,左输送带和右输送带均套装在辊轴上,所述条帽从所述左输送带、右输送带和长条形输送平台包围形成的通道进入并向前输送到所述整理输送带。
11.优选的,所述整理输送带的输送通道的上侧和下侧均设置有输送带,所述通道外壳包括上壳体和下壳体,上壳体和下壳体均带有朝向内侧的轨道槽,两输送带分别安装于上壳体和下壳体的轨道槽中,所述拨动槽即为所述上壳体和下壳体之间的间隔形成。
12.优选的,所述输送通道的末端带有用于阻挡条帽的挡件。
13.优选的,所述整理输送带末段的两侧各设置有一个装载机构,所述拨动机构来回拨移条帽交替进入两侧的所述装载机构。
14.本发明还提供一种采用上述条帽机整理装置实施的整理打包操作方法,包括以下步骤:
15.一、条帽加工完成后将所述条帽按顺序逐个从条帽加工装置的中间输送带输送到整理输送带;
16.二、所述条帽到达整理输送带的末段后,拨杆驱动机构驱动横向拨杆将所述整理输送带中的条帽拨移到装载机构的横向抽板上,通过传感计数器传感并计算拨动到横向抽板上的条帽数量,按一定数量的条帽为单位阈值,当传感计数器监测到条帽数量到达阈值数量时,所述抽板驱动机构驱动横向抽板横向移动,促使整层的条帽掉落到箱体的升降板上,此时所述压料机构驱动下压板向下压条帽,同时所述升降驱动机构同步驱动升降板下降一个条帽的厚度位置,到位后所述横向抽板复位到所述箱体上方,由此反复进行直至预定层数的条帽装载在所述升降板上,所述条帽装载数量到达预定层数和数量后所述前推机构驱动前推板将所述条帽向前整组推出;
17.三、被整组推出的条帽采用人工打包,或者采用打包机构进行打包。
18.本发明的技术效果如下:
19.1)本发明中,采用输送带上下分布的整理输送带与中间输送带衔接,上下输送带结合输送通道的末段配置有可以左右拨动的拨动机构,使条帽能够在输送通道末端被横向拨动进入到装载机构的箱体中,有利于后期的整齐堆叠和打包,而且整理输送带中具有输送条帽的输送通道,条帽进入时会被调整纠正到规整的状态,方便后面的拨移和装载打包。
20.2)本发明的打包机构采用箱体装载条帽,当拨动机构将条帽拨移到横向抽板上时,通过传感计数器计算拨动到抽板上的条帽数量,按一定数量的条帽为单位阈值,例如每拨移25个条帽为一层,当传感计数器监测到条帽数量到达阈值数量25个时,所述抽板驱动机构驱动抽板横向移动,促使整层的条帽掉落到箱体的升降板上,所述压料机构驱动下压板向下压条帽,同时所述升降驱动机构同步驱动升降板下降一个条帽的厚度位置,到位后所述抽板复位到所述箱体上方,由此反复进行直至预定层数的条帽装载在所述升降板上,当条帽装载数量到达预定层数和数量后所述前推机构驱动前推板将整组所述条帽向前推出。以上整个过程实现了高度自动化,能够将条帽全自动收集并在装载机构的箱体内整齐堆叠成组,最后通过人工打包或者打包机构打包完成收集包装。
附图说明
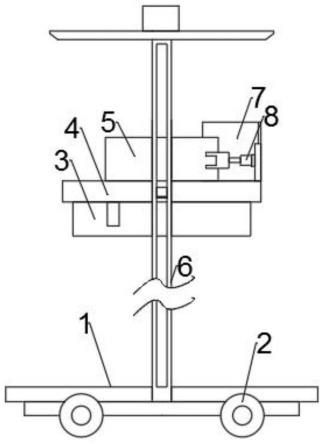
21.图1为本发明提供的条帽机收料整理装置的结构示意图。
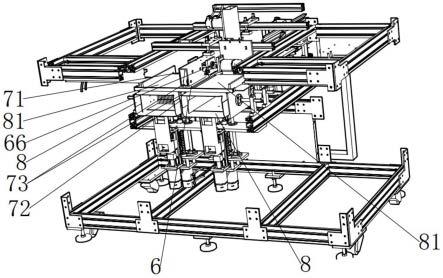
22.图2为图1中的条帽机收料整理装置拆除框架板后的后侧立体结构示意图。
23.图3为图2中中间输送带和整理输送带位置的局部放大示意图。
24.图4为图2中的条帽机收料整理装置的分体结构示意图,其中下压机构和通道外壳的上壳体被删除,升降板和升降驱动机构与主机分体展示。
25.图5为图1中的条帽机收料整理装置拆除框架板和下压机构后的前侧立体结构示意图。
26.图6为图2中的条帽机收料整理装置安装下压机构后的结构示意图。
具体实施方式
27.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
28.为了明确方位,本专利中所述的“前”均为物料输送方向。
29.参照图1-6所示,本发明提供的条帽机收料整理装置,包括续接条帽加工机构的中间输送带1,条帽加工机构将条帽压出折皱并逐个切断形成长条状的条帽,条帽通常是浴帽,或者医护人员头戴的防护帽,还包括续接中间输送带1的整理输送带2,整理输送带2包括输送通道3,输送通道3采用通道外壳包围形成,输送通道3的上侧和/或下侧设置有输送带4,所述输送通道3的末端带有用于阻挡条帽的挡件,本专利中挡件设置于图4的输送通道3的最外端,挡件可以阻挡条帽,避免其掉出输送通道3,条帽呈条状沿长度方向从输送通道3的中间输送,所述通道外壳末段的两侧面开设有拨动槽6,本实施例中所述整理输送带2的输送通道3的上侧和下侧均设置有所述输送带4,所述通道外壳包括上壳体71和下壳体72,上壳体71和下壳体72均带有朝向内侧的轨道槽73,两输送带4分别安装于上壳体71和下壳体72的轨道槽73中,所述拨动槽6即为所述上壳体71和下壳体72之间的间隔形成。所述输送通道3的末段配置有可以左右拨动的拨动机构,所述输送通道3的侧面设置有装载机构,拨
动机构将条帽从拨动槽6拨移到装载机构,装载机构将条帽以预定数量为一层、预定层数为一组整齐堆叠。
30.参照图2-6所示,上述装载机构包括具有上方和前方开口的箱体8,箱体8上方设置有横向抽板81,横向抽板81配置有驱动其左右移动的抽板驱动机构,抽板驱动机构为电机,电机驱动丝杆带动与其螺纹联机的横向抽板81移动,横向抽板81上方配置有压料机构,压料机构包括下压板82和下压驱动机构,下压驱动机构带动下压板82上下移动,下压驱动机构可以为伺服电机驱动,也可以采用电机驱动丝杆带动与其螺纹连接的下压板82,所述箱体8内配置有升降板83,升降板83配置有驱动其上下移动的升降驱动机构,升降驱动机构采用电机驱转齿轮组,齿轮组带动固定在升降板83下方的轴杆,并采用设置于升降板83两侧的滑块嵌入两侧滑槽实现导向,所述拨动机构将条帽拨移到横向抽板81上,通过传感计数器计算拨动到横向抽板81上的条帽数量,按一定数量的条帽为单位阈值,当传感计数器监测到条帽数量到达阈值数量时,所述抽板驱动机构驱动横向抽板81横向移动,促使整层的条帽掉落到箱体8的升降板83上,所述压料机构驱动下压板82向下压条帽,同时所述升降驱动机构同步驱动升降板83下降一个条帽的厚度位置,到位后所述横向抽板81复位到所述箱体8上方,由此反复进行直至预定层数的条帽装载在所述升降板83上,所述箱体8的后侧安装有推料机构,推料机构包括前推板84和前推机构,所述条帽装载数量到达预定层数和数量后所述前推机构驱动前推板84将整组所述条帽向前推出,上述装载机构的箱体8出口处配置有打包机构,打包机构兜裹所述由前推板84推出的整组条帽进行打包处理。
31.参照图2-6所示,上述拨动机构包括处于所述拨动槽6处的横向拨杆61,横向拨杆61配置有拨杆驱动机构,横向拨杆61向侧面拨移条帽进入到装载机构,所述拨杆驱动机构包括垂直于所述横向拨杆61分布的驱动杆62,驱动杆62采用电机驱转,驱动杆62上带有两个拨块63,驱动杆62带动两拨块63横向移动,所述横向拨杆61向上连接有受拨件64,受拨件64处于两拨块63之间,两拨块63拨动受拨块64左右移动并带动横向拨杆61平移,所述通道外壳上带有拨动缺口66,所述驱动杆62横向穿过所述拨动缺口66,所述受拨件64和拨块63均在拨动缺口66处来回横向位移。所述受拨件64套接在导向杆67上以限定横向移动轨迹,导向杆67横向固定在机座上并平行于所述驱动杆62,本实施例中设置了两根导向杆67对受拨件进行稳定导向,所述驱动杆62为丝杆,拨块63螺纹连接于驱动杆62上,驱动杆62受电机驱转促使套接其上的拨块63左右移动。为了提高装载效率,本实施例中所述整理输送带末段的两侧各设置有一个装载机构,所述拨动机构来回拨移条帽交替进入两侧的所述装载机构,也就是横向拨杆61向左拨动一个条帽进入左边的箱体8,接着向右再拨动一个条帽进入右边的箱体8,由此反复进行。上述装载机构配置所述传感计数器,传感计数器感应条帽的横向拨动数量并向plc发送计数信号,plc向所述横向抽板驱动机构、推料机构、压料机构和升降驱动机构发出控制指令形成协调驱动动作。
32.参照图2-6所示,所述中间输送带1包括相互续接的第一输送带11和第二输送带12,第一输送带11和第二输送带12均包括长条形输送平台a、左输送带b和右输送带c,左输送带吧和右输送带c分处于所述长条形输送平台a的左右两侧,左输送带b和右输送带c均套装在辊轴上,所述条帽从所述左输送带b、右输送带c和长条形输送平台a包围形成的通道进入并向前输送到所述整理输送带。
33.参照图1-6所示,本发明还提供一种采用上述条帽机整理装置实施的整理打包操
作方法,包括以下步骤:
34.一、条帽加工完成后将所述条帽按顺序逐个从条帽加工装置的中间输送带1输送到整理输送带;
35.二、所述条帽到达整理输送带的末段后,拨杆驱动机构驱动横向拨杆61将所述整理输送带中的条帽拨移到装载机构的横向抽板81上,通过传感计数器传感并计算拨动到横向抽板81上的条帽数量,按一定数量的条帽为单位阈值,例如每25个为一层,当传感计数器监测到条帽数量到达阈值数量25个时,所述抽板驱动机构驱动横向抽板81横向移动,促使整层的条帽掉落到箱体8的升降板83上,此时所述压料机构驱动下压板82向下压条帽,同时所述升降驱动机构同步驱动升降板83下降一个条帽的厚度位置,到位后所述横向抽板81复位到所述箱体8上方,由此反复进行直至预定层数的条帽装载在所述升降板83上,所述条帽装载数量到达预定层数和数量后(即每层25个条帽、码齐4层)所述前推机构驱动前推板84将所述条帽向前整组推出;
36.三、被整组推出的条帽采用人工打包,或者采用打包机构进行打包。
37.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。