1.本发明涉及环保领域污染物处理方法,特别涉及一种含砷及其他重金属的冶金企业污酸废液的处理方法。
背景技术:
2.冶炼行业的污酸主要来源于烟气制酸过程的烟气洗涤过程与烟气制酸各工段。目前大型烟气制酸装置的净化工段大部分都是采用湿法净化技术,在湿法净化过程均会产生污酸,该废水含酸量较高,并且成分复杂,直接排放于水体不仅会使水环境中的ph值发生改变,而且会影响水生动植物的生态环境,严重威胁到人类健康的安全。
3.目前常采用的两种污酸处理方法存在以下问题,一种是石灰中和法,将常温条件下的石灰加入到污酸溶液中,进行溶液ph的调节,该工艺会产生大量的含砷废弃物含砷石膏渣,后续处理费用高;另一种最常用的就是硫化法,该工艺处理成本较高,而且加入硫氢化钠等硫化物来处理污酸,会带入大量钠盐,导致系统含盐量不断富集,回水可用性差。
技术实现要素:
4.本发明提供一种去除污酸中砷的方法,目的是易于实施、降低能耗、减少资源浪费、减少石膏渣的处理费用,可综合实现经济效益和环境效益。
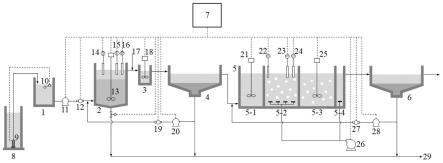
5.本发明采取的技术方案是,包括下列步骤:
6.(1)将污酸进行预热,预热温度为30℃~95℃;
7.(2)反应容器中加入待处理的含砷及其他重金属的污酸,搅拌状态下加入多硫化钙溶液;
8.(3)将加完药的污酸进行曝气,搅拌反应设定时间后得到固液混合物;
9.(4)将步骤(3)的固液混合物分离,滤液加入氧化钙中和处理,出水指标可满足工艺回用标准。
10.本发明所述步骤(1)中,污酸为冶炼烟气制酸所得,冶炼烟气包括铜、铅、锌、硫铁矿冶炼烟气。
11.本发明所述步骤(1)中,污酸为铜冶炼烟气制酸所得。
12.本发明所述步骤(1)中,污酸为硫化铜精矿冶炼烟气制酸所得。
13.本发明所述步骤(1)中,污酸预热温度为35℃~95℃。
14.本发明所述步骤(2)中,多硫化钙水剂为市场直接采购,其中cas5的质量浓度为29%,多硫化钙水剂与as(
ⅴ
)比值为12.9~25.8∶1。
15.本发明所述步骤(3)中,曝气时通入氧气的气液比为3∶1~5∶1;搅拌线速度为0.5m/s~5m/s,处理反应时间为30min~90min。
16.本发明所述步骤(3)中,搅拌线速度为1m/s~5m/s。
17.本发明所述步骤(3)中,处理反应时间为40min~90min。
18.本发明所述步骤(4)中,固液分离方法为过滤。
19.本发明的有益效果:
20.(1)本发明方法中污酸经处理后,溶液ph升高,减少了氧化钙的使用量和石灰渣的生成,节约了时间,减少了环境污染;
21.(2)本发明方法得到颗粒状的沉淀,容易过滤,减少处理时间;
22.(3)本发明方法处理后的滤液中和后可以回用到工段中,减少了环境污染,节省了能源;
23.(4)本发明方法通过采用污酸中加入多硫化钙溶液除砷的方法,生成沉淀的速度快,反应时间大大缩短,反应前后不引入在体系内积累的阳离子;
24.(5)本发明方法采用曝气加入多硫化钙溶液处理含砷的污酸中的砷离子及其他重金属离子,处理成本低,工艺简单,操作安全性高。
具体实施方式
25.实施例1
26.包括下列步骤:
27.(1)将污酸进行预热,污酸为铜冶炼烟气制酸所得,预热温度为30℃;
28.(2)反应容器中加入待处理的含砷及其他重金属的污酸,搅拌状态下加入多硫化钙溶液;多硫化钙水剂为市场直接采购,其中cas5的质量浓度为29%,多硫化钙水剂与as(
ⅴ
)比值为12.9∶1;
29.(3)将加完药的污酸进行曝气,搅拌反应设定时间后得到固液混合物;曝气时通入氧气的气液比为3∶1;搅拌线速度为0.5m/s,处理反应时间为30min;
30.(4)将步骤(3)的固液混合物过滤分离,滤液加入氧化钙中和处理,出水指标可满足工艺回用标准。
31.实施例2
32.包括下列步骤:
33.(1)将污酸进行预热,污酸为铅冶炼烟气制酸所得,预热温度为62℃;
34.(2)反应容器中加入待处理的含砷及其他重金属的污酸,搅拌状态下加入多硫化钙溶液;多硫化钙水剂为市场直接采购,其中cas5的质量浓度为29%,多硫化钙水剂与as(
ⅴ
)比值为19.4∶1;
35.(3)将加完药的污酸进行曝气,搅拌反应设定时间后得到固液混合物;曝气时通入氧气的气液比为4∶1;搅拌线速度为2.5m/s,处理反应时间为60min;
36.(4)将步骤(3)的固液混合物过滤分离,滤液加入氧化钙中和处理,出水指标可满足工艺回用标准。
37.实施例3
38.包括下列步骤:
39.(1)将污酸进行预热,污酸为锌冶炼烟气制酸所得,预热温度为95℃;
40.(2)反应容器中加入待处理的含砷及其他重金属的污酸,搅拌状态下加入多硫化钙溶液;多硫化钙水剂为市场直接采购,其中cas5的质量浓度为29%,多硫化钙水剂与as(
ⅴ
)比值为25.8∶1;
41.(3)将加完药的污酸进行曝气,搅拌反应设定时间后得到固液混合物;曝气时通入
氧气的气液比为5∶1;搅拌线速度为5m/s,处理反应时间为90min;
42.(4)将步骤(3)的固液混合物过滤分离,滤液加入氧化钙中和处理,出水指标可满足工艺回用标准。
43.实施例4
44.包括下列步骤:
45.(1)将污酸进行预热,污酸为硫铁矿冶炼烟气制酸所得,预热温度为35℃;
46.(2)反应容器中加入待处理的含砷及其他重金属的污酸,搅拌状态下加入多硫化钙溶液;多硫化钙水剂为市场直接采购,其中cas5的质量浓度为29%,多硫化钙水剂与as(
ⅴ
)比值为15.0∶1;
47.(3)将加完药的污酸进行曝气,搅拌反应设定时间后得到固液混合物;曝气时通入氧气的气液比为3∶1;搅拌线速度为1m/s,处理反应时间为40min;
48.(4)将步骤(3)的固液混合物过滤分离,滤液加入氧化钙中和处理,出水指标可满足工艺回用标准。
49.本发明除砷原理是,多硫化钙(cas5)具有强还原性,加入后将污酸中的as(v),fe(ⅲ)还原成as(iii)和fe(ⅱ)同时生成s
2-,s
2-与污酸中的as(v),as(iii)生成as2s5和as2s3沉淀去除,处理后回水满足工艺指标要求。此外,反应在曝气条件下,不断将as(iii),fe(ⅱ)氧化为as(v)和fe(ⅲ),使体系中源源不断地提供s
2-,因此反应在曝气条件下是有效去除砷的一个关键因素。
50.反应方程式如下,还原反应为:
51.2fe
3
3s
52-=2fe
2
2s
2- 13s(s)
ꢀꢀ
(1)
52.as
5
3s
52-=as
3
2s
2- 13s(s)
ꢀꢀ
(2)
53.氧化反应:
54.4h
4fe
2
o2=4fe
3
2h2o
ꢀꢀ
(3)
55.4h
2as
3
o2=2as
5
2h2o
ꢀꢀ
(4)
56.方程式(1)、(2)、(3)、(4)合并如下:
57.4h
6s
52- o2=4s
2- 26s(s) 2h2o
ꢀꢀ
(5)
58.除砷反应为:
59.2as
3
3s
2-=as2s3(s)
ꢀꢀ
(6)
60.2as
5
5s
2-=as2s5(s)
ꢀꢀ
(7)
61.下边通过实验例来进一步说明本发明。
62.实验例1:
63.某黄金冶炼企业污酸,ph为0.46,as为492mg/l,fe为9490mg/l,cu为2135mg/l,此外还含有其它重金属离子。取1l污酸置于装有搅拌系统,曝气系统和加热系统的容器中,对污酸进行预热,加热温度至40℃,随后开启搅拌系统,在搅拌线速度为2m/s条件下加入29%多硫化钙溶液10ml,打开曝气系统通入空气,气液比5∶1,曝气反应40min后,停止曝气和搅拌。对处理后污酸固液分离,滤液中as<0.5mg/l,cu<0.2mg/l,加入氧化钙中和后as<0.2mg/l,cu<0.04mg/l满足回用指标要求。
64.实验例2:
65.某黄金冶炼企业污酸,ph为0.7,as为58.5mg/l,fe为4230mg/l,cu为85mg/l,此外
还含有其它重金属离子。取1l污酸置于装有搅拌系统,曝气系统和加热系统的容器中,对污酸进行预热,加热温度至40℃,随后开启搅拌系统,在搅拌线速度为2m/s条件下加入29%多硫化钙溶液2ml,通入空气,气液比为5∶1,曝气反应40min后,停止曝气和搅拌。对处理后污酸固液分离,滤液中as<0.5mg/l,cu<0.2mg/l,加入氧化钙中和后as<0.2mg/l,cu<0.04mg/l满足回用指标要求。
66.实验例3:
67.某黄金冶炼企业污酸,ph为0.53,as为792mg/l,fe为7364mg/l,cu为2135mg/l,此外还含有其它重金属离子。取1l污酸置于装有搅拌系统,曝气系统和加热系统的容器中,对污酸进行预热,加热温度至40℃,随后开启搅拌系统,在搅拌线速度为2m/s条件下加入29%多硫化钙溶液15ml,曝气,气液比5∶1,曝气反应40min后,停止曝气和搅拌。对处理后污酸固液分离,滤液中as<0.5mg/l,cu<0.2mg/l,加入氧化钙中和后as<0.2mg/l,cu<0.04mg/l满足回用指标要求。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。