1.本发明涉及玻璃手机后盖技术领域,尤其涉及一种手机后盖加工工艺。
背景技术:
2.目前,玻璃手机后盖的制备工艺一般为:先用开料机将玻璃开料,然后掰片,再进行cnc加工,最后清洗获得目标尺寸的玻璃手机后盖。但是目前cnc加工的时间很长,使得玻璃手机后盖的产率较低,并且在cnc加工过程中,玻璃手机后盖容易发生破碎,减低产品的良品率。
技术实现要素:
3.基于背景技术存在的技术问题,本发明提出了一种手机后盖加工工艺,本发明用激光切割并结合适宜抛光工艺,避免了cnc加工的繁琐工艺,提高加工效率和产品良率,节约投入成本和加工场地;并且可以改善激光切割带来的多种问题,提高玻璃表面的光洁度。
4.本发明提出了一种手机后盖加工工艺,包括如下步骤:用激光在玻璃表面切割出目标形状的手机后盖,然后进行化学抛光,再裂片,清洗得到手机后盖,其中,激光切割后,目标形状的手机后盖与玻璃仍保持连接;抛光液的原料包括:硫酸、氢氟酸、硝酸和水。
5.激光切割是由激光发射器所发出的水平激光束经45
°
全反射镜变为垂直向下的激光束,后经透镜聚焦,在焦点处聚成一极小的光斑,光斑照射在材料上时,使材料很快被加热至气化温度,蒸发形成孔洞外形等,随着光束对材料的移动,并配合辅助气体(如二氧化碳气体、氧气、氮气等)吹走融化的废渣,使孔洞连续形成宽度很窄的切缝,完成材料切割。在激光切割玻璃后,高温会使手机后盖与原玻璃仍有部分位置保持连接状态。
6.优选地,抛光液的原料按重量百分比包括:浓硫酸5-9%、氢氟酸水溶液2-6%、浓硝酸3-8%、水75-88%,其中,各原料重量百分比总和为100%。
7.优选地,浓硫酸的质量分数为96-98wt%,浓硝酸的质量分数为66-68wt%、氢氟酸水溶液的质量分数为39-41wt%。
8.优选地,抛光处理的温度为34-38℃。
9.优选地,抛光处理的时间为1-4min。
10.优选地,抛光下丝量为0.015-0.1mm。
11.优选地,化学抛光的具体步骤为:用水一次浸泡激光切割后的玻璃5-15s,然后转移至化学抛光液中进行抛光处理,然后再用水二次浸泡5-15s。
12.优选地,激光切割的功率≥30w,切割速度为100-500mm/s,频率为45-55hz。
13.上述下丝量是指抛光后玻璃减少的厚度。
14.上述水可以为纯化水、蒸馏水等。
15.有益效果:
16.本发明选用激光切割并结合适宜抛光工艺,避免了cnc加工的繁琐工艺,可以缩短加工时间,提高加工效率,节约投入成本和加工场地,并且可以提高产品良率;且操作简单,
可实现自动化流水线生产;设备投入成本可节约50-80%,场地空间可节约50%;
17.另外激光切割后,玻璃的边缘呈直角,容易划伤手,且玻璃边缘容易产生砂边、崩边现象,玻璃表面容易出现划痕等,从而影响玻璃的透光率、光洁度和外观;本发明激光切割后结合适宜的抛光工艺和适宜配方的抛光液,可以改善砂边、崩边和表换划痕等问题,并且使得玻璃边缘形成倒角,避免玻璃划伤手;本发明选用合适的抛光液和抛光工艺,可以提高玻璃表面的光洁度。
附图说明
18.图1为本发明激光切割后的玻璃照片。
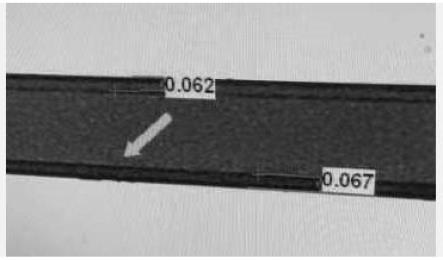
19.图2为本发明化学抛光后玻璃边缘倒角的照片。
具体实施方式
20.下面,通过具体实施例对本发明的技术方案进行详细说明,但是应该明确提出这些实施例用于举例说明,但是不解释为限制本发明的范围。
21.实施例1
22.一种手机后盖加工工艺,包括如下步骤:用激光在玻璃表面切割出目标形状的手机后盖,激光切割的功率为30w,切割速度为500mm/s,频率为45hz;激光切割后,目标形状的手机后盖与玻璃仍保持连接;
23.用水一次浸泡激光切割后的玻璃5s,然后转移至化学抛光液中于38℃抛光1min,然后再用水二次浸泡5s,然后裂片,清洗得到手机后盖;其中,抛光液的原料按重量百分比包括:浓硫酸水溶液5%、质量分数为40wt%的氢氟酸水溶液2%、浓硝酸水溶液5%、水88%。
24.实施例2
25.一种手机后盖加工工艺,包括如下步骤:用激光在玻璃表面切割出目标形状的手机后盖,激光切割的功率为40w,切割速度为100mm/s,频率为55hz;激光切割后,目标形状的手机后盖与玻璃仍保持连接;
26.用水一次浸泡激光切割后的玻璃15s,然后转移至化学抛光液中于34℃抛光4min,然后再用水二次浸泡15s,然后裂片,清洗得到手机后盖;其中,抛光液的原料按重量百分比包括:浓硫酸水溶液9%、质量分数为40wt%的氢氟酸水溶液6%、浓硝酸水溶液8%、水77%。
27.实施例3
28.一种手机后盖加工工艺,包括如下步骤:用激光在玻璃表面切割出目标形状的手机后盖,激光切割的功率为35w,切割速度为200mm/s,频率为50hz;激光切割后,目标形状的手机后盖与玻璃仍保持连接;
29.用水一次浸泡激光切割后的玻璃10s,然后转移至化学抛光液中于36℃抛光3min,然后再用水二次浸泡10s,然后裂片,清洗得到手机后盖;其中,抛光液的原料按重量百分比包括:浓硫酸水溶液7%、质量分数为40wt%的氢氟酸水溶液4%、浓硝酸水溶液6%、水83%。
30.图1为本发明激光切割后的玻璃照片。
31.图2为本发明化学抛光后玻璃边缘倒角的照片。
32.对比例1
33.传统手机后盖加工工艺,包括如下步骤:用开料机将玻璃开料,然后掰片,再进行cnc加工,最后清洗得到手机后盖。
34.对比例2
35.抛光液为质量分数为12wt%的氢氟酸水溶液,其他同实施例3。
36.分别采用实施例1-3和对比例1-2的工艺,连续加工100片尺寸相同的手机后盖,统计所用时间和成本,并对各组的手机后盖进行检测,结果如表1所示。
37.表1检测结果
[0038][0039][0040]
由表1可以看出,本发明加工100片手机后盖,所用时间远小于对比例1,良品率比对比例1提升3%;本发明的手机后盖的下丝量、倒角宽度均大于对比例2。
[0041]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种手机后盖加工工艺,其特征在于,包括如下步骤:用激光在玻璃表面切割出目标形状的手机后盖,然后进行化学抛光,再裂片,清洗得到手机后盖,其中,激光切割后,目标形状的手机后盖与玻璃仍保持连接;抛光液的原料包括:硫酸、氢氟酸、硝酸和水。2.根据权利要求1所述手机后盖加工工艺,其特征在于,抛光液的原料按重量百分比包括:浓硫酸5-9%、氢氟酸水溶液2-6%、浓硝酸3-8%、水75-88%,其中,各原料重量百分比总和为100%。3.根据权利要求2所述手机后盖加工工艺,其特征在于,浓硫酸的质量分数为96-98wt%,浓硝酸的质量分数为66-68wt%、氢氟酸水溶液的质量分数为39-41wt%。4.根据权利要求1-3任一项所述手机后盖加工工艺,其特征在于,抛光处理的温度为34-38℃。5.根据权利要求1-4任一项所述手机后盖加工工艺,其特征在于,抛光处理的时间为1-4min。6.根据权利要求1-5任一项所述手机后盖加工工艺,其特征在于,抛光下丝量为0.015-0.1mm。7.根据权利要求1-6任一项所述手机后盖加工工艺,其特征在于,化学抛光的具体步骤为:用水一次浸泡激光切割后的玻璃5-15s,然后转移至化学抛光液中进行抛光处理,然后再用水二次浸泡5-15s。8.根据权利要求1-7任一项所述手机后盖加工工艺,其特征在于,激光切割的功率≥30w,切割速度为100-500mm/s,频率为45-55hz。
技术总结
本发明公开了一种手机后盖加工工艺,包括如下步骤:用激光在玻璃表面切割出目标形状的手机后盖,然后进行化学抛光,再裂片,清洗得到手机后盖,其中,激光切割后,目标形状的手机后盖与玻璃仍保持连接;抛光液的原料包括:硫酸、氢氟酸、硝酸和水。本发明用激光切割并结合适宜抛光工艺,避免了CNC加工的繁琐工艺,提高加工效率和产品良率,节约投入成本和加工场地;并且可以改善激光切割带来的多种问题,提高玻璃表面的光洁度。璃表面的光洁度。璃表面的光洁度。
技术研发人员:吴建勇 魏中凯 杜同成
受保护的技术使用者:合肥金龙浩科技有限公司
技术研发日:2022.08.11
技术公布日:2022/11/25
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。