1.本发明涉及陶瓷仿生人骨技术领域,尤其涉及基于光固化成型的可控孔结构多孔仿生人骨及其制备方法。
背景技术:
2.在拍射x线片时,金属植入物会吸收大量的x射线,从而在感光底片上留下植入物的影子,影响医生对结果的判断,此外,金属制品的密度很高,会在计算机重建的x射线投影图像上留下以金属植入物为核心的大片图像,称为金属伪影。且金属植入物会在人体内溶解,产生金属离子,导致细胞毒性产生。因此,人们在探究更适合用作人体植入物的材料。
3.氮化硅(si3n4)陶瓷是一种高性能的结构陶瓷,具有高强度、高硬度、良好的化学稳定性和减摩耐磨性。已被广泛应用于航空航天、机械电子、化工冶金等高端技术领域。研究发现si3n4具有良好的生物相容性,无细胞毒性,且具有部分射线可穿透性。
4.si3n4具有优异的生物惰性,在人体内不会产生降解等问题,相对于金属植入物,其更有利于长期存在于人体内并发挥作用。因此si3n4陶瓷被视为一种可以取代金属合金的新型生物医用材料,在骨缺损的修复或替换领域具有重大应用潜能。
5.光固化快速成型技术具有快速且无模具成型的特点,能够根据患者所需定制化的需求来制备特定的复杂结构,在造孔剂的辅助下,可以制备复合孔隙率要求与孔隙形貌结构的陶瓷,从而为多孔仿生人骨的制备提供了可行的方法。数字光处理(dlp)技术,具有成型精度高,相对于模具成型更快,且自动化程度高,可以制备复杂的结构的优点,其缺点是打印后零件强度不高,容易断裂。针对仿生骨结构复杂,具有独一性的特点,运用数字光处理成型技术可以满足在临床实验上的患者定制化的要求。
6.由于人体骨骼具有多层结构,且每一层具有不同孔隙形貌结构与孔隙率的复杂结构从而使得每层的力学性能不同。传统的生物陶瓷人体骨骼技术通常采用单一粉体制备,因此难以对孔隙结构进行有效的调控。虽然使用合适的造孔剂能够制备出所需的孔隙形貌与结构,进一步结合光固化成型技术能够有效地控制仿生骨的孔隙率与孔隙形貌及结构,但目前存在的问题是:由于添加不同的造孔剂,在脱脂工序、烧结工序中,孔形貌与孔隙率均会发生改变,难以有效控制各层的收缩率和孔隙形貌与结构。
技术实现要素:
7.本发明所要解决的技术问题是传统的生物陶瓷人体骨骼的孔形貌与孔隙率难以控制。
8.为了解决上述问题,本发明提出以下技术方案:
9.本发明提供基于光固化成型的可控孔结构多孔仿生人骨的制备方法,包括以下步骤:
10.s1、分别配制不同种类或不同含量造孔剂的光固化陶瓷浆料:按重量份计,将氮化硅粉体90~95份、烧结助剂5~10份及造孔剂10~40份进行球磨混匀,得到陶瓷粉体;将所
述陶瓷粉体40~85份、光敏树脂10~50份、分散剂0.5~3份、光引发剂0.1~3份高速均质搅拌均匀,得到光固化陶瓷浆料;
11.s2、设计模型并进行光固化成型,制备各不同种类造孔剂的多孔坯体,分别测量各多孔坯体的单层光固化深度;
12.s3、对所述多孔坯体进行脱脂、烧结,制得陶瓷件,测量各陶瓷件的孔隙率,通过扫描电子显微镜观测各陶瓷件的孔隙形貌结构;
13.s4、根据仿生人骨的多层不同孔隙结构模型、步骤s2及步骤s3的测量数据调整造孔剂的种类及含量,重新配制光固化陶瓷浆料;
14.s5、将s4配得的光固化陶瓷浆料按仿生人骨模型进行光固化成型,再进行脱脂、烧结,得到孔隙形貌结构与孔隙率均可控的多孔仿生人骨。
15.具体地,步骤s1中取氮化硅粉体90~95份、烧结助剂5~10份、造孔剂10~40份、氮化硅球180~190份,加入溶剂进行球磨,转速为200~350r/min球磨时间为1~4h,将球磨完成的粉体进行烘干除去溶剂,烘干温度为40-60℃,过筛80-120目,得到混合均匀的陶瓷粉体。所述溶剂为甲醇、无水乙醇、异丙醇中的任一种。
16.其进一步的技术方案为,所述氮化硅粉体为α相氮化硅、纯度大于99.8%。
17.其进一步的技术方案为,所述造孔剂包括聚苯乙烯、淀粉、pmma、核桃壳粉、植物纤维中的一种或几种。
18.其中,聚苯乙烯和pmma为微球形状,粒径为10~100μm。
19.其进一步的技术方案为,所述造孔剂的粒径为10~100μm。
20.其进一步的技术方案为,所述烧结助剂包括氟化镁、氟化钇、氧化锶中的一种或几种。
21.更进一步的,所述烧结助剂选自氟化镁、氟化钇、氧化锶中的任意两种,例如,可以是氟化镁和氟化钇、氟化镁和氧化锶、或者氟化钇和氧化锶。
22.其进一步的技术方案为,所述光固化陶瓷浆料的固含量为30vol%~40vol%。
23.其进一步的技术方案为,步骤s1中,所述光敏树脂为乙氧化双酚a二甲基丙烯酸酯,1,6-己二醇二丙烯酸酯,乙氧化季戊四醇四丙烯酸酯,正丁醇中的一种或几种。
24.其进一步的技术方案为,步骤s1中,所述分散剂为disperbyk,聚丙烯酸,聚乙烯醇中的一种或几种。
25.其进一步的技术方案为,步骤s1中,所述光引发剂为819光引发剂,907光引发剂,tp0光引发剂中的一种或几种。
26.其进一步的技术方案为,所述脱脂为真空脱脂与氮气脱脂两步脱脂法;所述烧结的温度为1600-1800℃。
27.需要说明的是,本发明中,用于造孔的造孔剂会在脱脂烧结的高温过程中去除,剩下与造孔剂形貌相似的孔隙结构,再通过实验手段测量出不同造孔剂的陶瓷件在烧结后的孔隙率及其烧结后的孔隙形貌结构。本发明还使用二元氟化物为烧结助剂,降低了烧结温度,提高了力学性能,且烧结助剂中引入了镁离子和锶离子,以提高陶瓷件的生物相容性。
28.本发明根据仿生人骨的多层不同孔隙结构模型,结合步骤s2及步骤s3的测量数据,获知造孔剂的种类及含量与孔隙率和孔隙形貌结构的关系,可以通过控制所添加的造孔剂类型及含量,从而控制所制备的多孔仿生骨每层的孔隙率和孔隙形貌与结构,使其达
到接近人骨的结构,且拥有较好的生物相容性。
29.本发明还提供一种多孔仿生人骨,由所述的基于光固化成型的可控孔结构多孔仿生人骨的制备方法制得。
30.与现有技术相比,本发明所能达到的技术效果包括:
31.本发明提供的基于光固化成型的可控孔结构多孔仿生人骨的制备方法,添加造孔剂除了可获得多孔结构的陶瓷件,造孔剂的加入也提高了氮化硅粉体的光固化能力。本发明根据实验预先获得的添加不同造孔剂种类的陶瓷件孔隙率与其孔隙形貌结构,从而确定每种造孔剂的造孔能力,再重新调整造孔剂种类与含量,达到多孔仿生骨每层的孔隙率与孔的形貌结构均可控的目的,制备出可控孔结构的多孔仿生人骨。进一步的,本发明制得多孔仿生骨的孔隙结构包括纳米级孔,微米级孔、宏观孔等多级孔,使用二元氟化物作为烧结助剂,不仅降低了烧结温度,提高了力学性能,而且由于引入镁离子和锶离子,使陶瓷件获得了更好的生物相容性。
附图说明
32.为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
33.图1为本发明实施例光固化成型打印时的可控孔隙的样品模型,其中(a)为圆柱结构,(b)为方块结构;
34.图2为实施例3制得的多孔仿生人骨的sem形貌;
35.图3为使用造孔剂制备多孔仿生人骨支架;
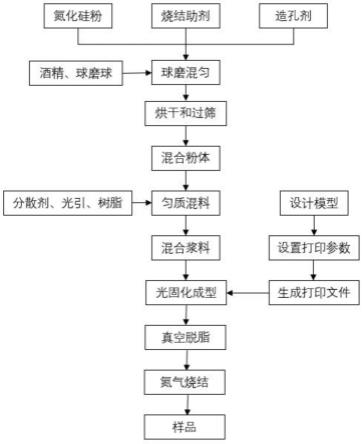
36.图4为本发明实施例制备多孔仿生人骨陶瓷件的工艺流程图;
37.图5为各造孔剂的陶瓷样件孔形貌的sem图;(a)造孔剂为核桃壳粉;(b)
38.造孔剂为聚苯乙烯;(c)造孔剂为pmma;(d)造孔剂为淀粉。
具体实施方式
39.下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整地描述。显然,以下将描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.参见图4,本实施例提供一种基于光固化成型的可控孔结构多孔仿生人骨的制备方法,所使用的陶瓷原材料包括:氮化硅粉体、烧结助剂、造孔剂;包括以下步骤:
41.a)配制陶瓷原料:以不含造孔剂的陶瓷原料为参考体系,设定含不同的造孔剂的陶瓷原料体系;按重量份计,体系中氮化硅粉体90份,烧结助剂10份;含有造孔剂的体系还包括造孔剂30份。
42.b)将上述的各体系中的组分在溶剂中使用行星式球磨机以350r/min球磨4小时,混合均匀,在50℃下进行干燥除去溶剂,过100目筛网,得到陶瓷粉体;
43.c)配制光固化陶瓷浆料:向步骤b)中混匀的陶瓷粉体中加入光敏树脂65份、光引发剂2份、分散剂1份,制得固相含量为35vol%的光固化陶瓷浆料;
44.d)在光固化成型设备中设计多孔仿生骨的圆柱结构与方块结构模型(如图1所示),将光固化陶瓷浆料进行光固化成型,测量坯体的单层光固化深度,曝光能量为60mj/cm2,曝光时间为6s;
45.e)脱脂:采用真空脱脂与氮气脱脂结合的方法对坯体进行脱脂处理;
46.f)将脱脂后的坯体于1650℃下烧结成瓷,得到多孔陶瓷件,测量陶瓷件孔隙率、使用扫描电子显微镜观察孔隙形貌结构;
47.g)根据所测得的孔隙率与孔隙形貌结构,了解不同造孔剂的造孔能力,预测使用不同种类的造孔剂得到的陶瓷件孔隙结构(结果见表1),根据所需仿生骨的孔隙结构模型相应地调整陶瓷粉体中造孔剂的含量与种类,使最终烧结得到的多孔陶瓷的孔隙率与孔隙结构更接近人骨,实现孔隙可控的效果;
48.h)将调整后的陶瓷粉体再经过球磨、制浆、光固化成型、脱脂、烧结,得到最终多孔仿生人骨(如图3)。
49.本实施例中,所述步骤a)所述氮化硅粉体为α相、纯度大于99.8、中位粒径为0.7μm。
50.本实施例中,所述步骤a)中所述烧结助剂为氟化镁和氧化锶。
51.在其他实施例中,所述烧结助剂为氟化镁和氟化钇。
52.在其他实施例中,所述烧结助剂为氟化钇和氧化锶。
53.本实施例中,含有造孔剂的体系的造孔剂选自聚苯乙烯、淀粉、pmma、核桃壳粉、植物纤维中的一种或几种,粒径为10~100μm。
54.本实施例中,所述步骤b)中溶剂为无水乙醇。
55.在其他实施例中,所述步骤b)中溶剂为甲醇。
56.在其他实施例中,所述步骤b)中溶剂为异丙醇。
57.本实施例中,所述步骤e)的光敏树脂包括乙氧化双酚a二甲基丙烯酸酯,1,6-己二醇二丙烯酸酯,乙氧化季戊四醇四丙烯酸酯,正丁醇。
58.本实施例中,所述步骤e)的分散剂为disperbyk。
59.本实施例中,所述步骤e)的光引发剂为819光引发剂。
60.本实施例中,所述步骤e),中浆料固相含量为35vol%。
61.本发明实施例中的光固化成型方式为dlp打印。
62.表1含有30wt%不同种类造孔剂的陶瓷件的特征孔隙形貌结构和孔隙率数据
[0063][0064][0065]
多孔仿生人骨实施例1
[0066]
根据表1的测试结果,以无造孔剂体系为基准,配置多孔仿生骨的造孔剂为聚苯乙烯,将其质量分数调整为氮化硅粉体的20wt%,重新配制光固化陶瓷浆料,经过成型、脱脂、烧结得到陶瓷样件。本实施例制得的陶瓷样件,在光固化快速成型过程中,打印固化深度增加;通过sem观察,孔的大小呈多级分布,孔隙率为61.37%,既有氮化硅α相转变成β相的相变纳米微孔,也有造孔剂球形聚苯乙烯燃烧后剩下的圆形孔隙结构和dlp多孔模型所打印设计的宏观孔隙。
[0067]
多孔仿生人骨实施例2
[0068]
根据表1的测试结果,以无造孔剂体系为基准,配置多孔仿生骨的造孔剂为核桃壳粉,其质量分数为氮化硅粉体的25wt%,重新配制光固化陶瓷浆料,经过成型、脱脂、烧结得到陶瓷样件。本实施例制得的陶瓷样件,在光固化快速成型过程中,由于核桃壳粉为棕色,吸光度大,固化深度提升微弱;通过sem观察,孔的大小呈多级分布,孔隙率为54.59%,孔隙结构既有氮化硅α相转变成β相的相变纳米微孔,也有造孔剂核桃粉燃烧后剩下的椭圆形孔隙结构和dlp多孔模型所打印设计的宏观孔隙。
[0069]
多孔仿生人骨实施例3
[0070]
根据表1的测试结果,以无造孔剂体系为基准,配置多孔仿生骨的造孔剂为pmma与淀粉同比例混合,其质量分数为氮化硅粉体的20wt%,重新配制光固化陶瓷浆料,经过成
型、脱脂、烧结得到陶瓷样件。本实施例制得的陶瓷样件,在光固化快速成型过程中,打印固化深度增加;如图2,通过sem观察,本实施例制得的陶瓷样件,孔的大小呈多级分布,孔隙率为57.28%,孔隙结构既有氮化硅α相转变成β相的相变纳米微孔,也有造孔剂pmma微球与不规则淀粉燃烧后剩下的混合孔隙结构和dlp多孔模型所打印设计的宏观孔隙,且由于混合了两种不同形状的造孔剂,造孔剂相互附着,使得其连通孔隙增加了。
[0071]
多孔仿生人骨对比例1
[0072]
根据表1的测试结果,通过光固化快速成型技术制备无添加造孔剂的多孔陶瓷件,比较添加造孔剂的浆料,固化深度低,且由于无造孔剂的加入,只存在相变引入的不规则纳米级微孔与打印的宏观孔隙结构,孔隙率较低,测得其孔隙率为15.37%。
[0073]
在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详细描述的部分,可以参见其他实施例的相关描述。
[0074]
以上所述,为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。