1.本发明涉及汽车装配技术领域,具体地涉及一种全自动差速器装配生产线。
背景技术:
2.在汽车制造行业,很多部件装配工作都已经实现了自动化生产。但是差速器总成作为汽车车桥传动系统的重要组成部分,其装配过程依然为人工半自动装配,一直没有实现全自动生产,究其原因是由于差速器特有的十字轴行星轮的结构组成,大大增加了其装配难度。中国专利cn112595213a公开了一种车桥差速器装配方法,首先制作一用于检测差速器的半轴齿轮与行星齿轮间隙的测量工装,然后进行预装配工序,将一个半轴齿轮、一个十字形行星齿轮轴以及四个行星齿轮预装配在半片差速器外壳上:再对半轴齿轮与行星齿轮之间的侧隙进行预检测;对比测得的测隙是否满足要求,若满足则进行车桥差速器的完整装配;最后对完成装配的车桥差速器进行整体检测,通过预装配、预检测、校正、完整组装等工序并配合测量工装,实现差速器的装配,减少不合格率,节省返工调整的时间。但仍未实现完全自动化生产,针对此问题,有必要设计一条全自动差速器装配生产线,以实现差速器总成的全自动装配。
技术实现要素:
3.本发明的目的在于克服现有技术存在的缺点,提出设计一种全自动差速器装配生产线,能够实现差速器总成的完全自动化装配。
4.本发明解决其技术问题所采取的技术方案是:一种全自动差速器装配生产线,包括差速器壳体上线输送机、齿轮自动供料专机、垫片自动供料专机、销轴自动供料专机、螺栓自动供料专机、搬运六轴机器人单元、装配六轴机器人单元、自动装配专机、穿螺栓六轴机器人单元、总成下线单元;所述差速器壳体上线输送机沿第一方向设置,所述螺栓自动供料专机、齿轮自动供料专机、垫片自动供料专机由前至后逐一沿第二方向排布;所述销轴自动供料专机位于垫片自动供料专机一侧;所述搬运六轴机器人单元与沿第二方向排布的设备对向设置;所述装配六轴机器人单元、自动装配专机和穿螺栓六轴机器人单元设置于沿第一方向排布的设备及沿第二方向排布的设备之间;所述总成下线单元位于搬运六轴机器人单元外侧。各零部件通过排布于外周的各零部件输送设备进行上料,通过设置于内侧的机器人单元及装配专机进行搬运和装配,装配完成后通过机器人单元搬运至总成下线单元,在总成下线单元作用下达到后续工位。本发明一方面便于零部件输送,另一方面减少了整体设备体积,提高了机器人单元拿取零部件效率及装配效率。
5.进一步的,所述差速器壳体上线输送机用于输送差速器壳体和上盖;所述齿轮自动供料专机用于输送齿轮;所述垫片自动供料专机用于输送垫片;所述销轴自动供料专机用于输送销轴;所述螺栓自动供料专机用于输送螺栓。
6.进一步的,所述搬运六轴机器人单元用于从差速器壳体上线输送机上抓取差速器
壳体并放置到自动装配专机上以及将自动装配专机上的总成转移到总成下线单元上;所述装配六轴机器人单元用于抓取齿轮自动供料专机、垫片自动供料专机、销轴自动供料专机上的零件并放置到自动装配专机上;所述自动装配专机用于差速器总成装配;所述穿螺栓六轴机器人单元用于抓取螺栓自动供料专机上的零件并放置到自动装配专机上;所述总成下线单元用于接收差速器总成并输送至下一工位。
7.进一步的,所述销轴自动供料专机设置于垫片自动供料专机后端或与差速器壳体上线输送机对向设置均可。
8.进一步的,所述装配六轴机器人单元设置于齿轮自动供料专机、垫片自动供料专机、销轴自动供料专机一侧,便于获取齿轮自动供料专机、垫片自动供料专机、销轴自动供料专机上的零部件。
9.进一步的,所述穿螺栓六轴机器人单元设置于螺栓自动供料专机一侧,便于获取螺栓自动供料专机上的零部件。
10.进一步的,所述全自动差速器装配生产线还包括视觉系统和电控系统;所述视觉系统用于全程监控,所述电控系统用于为整体设备供电,确保生产线正常运行并进行实时监控。
11.进一步的,所述齿轮自动供料专机、垫片自动供料专机、销轴自动供料专机、装配六轴机器人单元、自动装配专机设置一组或多组。
12.本发明的技术效果:与现有技术相比,本发明的一种全自动差速器装配生产线,设置有各零件上料装置、搬运机器人、装配机器人、自动装配机、穿螺栓机器人、总成下线单元,将上述设备进行排布,形成差速器总成的全自动高效装配生产线,该生产线不仅便于零部件输送、抓取、放置,还减少了整体设备体积,提高了装配效率。
附图说明
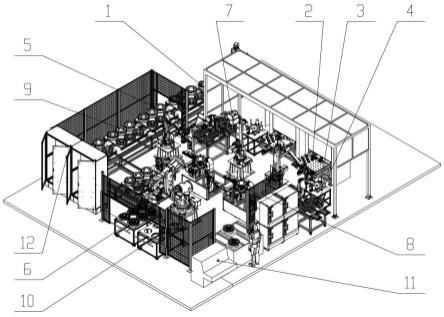
13.图1为本发明全自动差速器装配生产线三维结构示意图;图2为本发明全自动差速器装配生产线俯视图。
14.图中,1、差速器壳体上线输送机;2、齿轮自动供料专机;3、垫片自动供料专机;4、销轴自动供料专机;5、螺栓自动供料专机;6、搬运六轴机器人单元;7、装配六轴机器人单元;8、自动装配专机;9、穿螺栓六轴机器人单元;10、总成下线单元;11、视觉系统;12、电控系统。
具体实施方式
15.为使本发明实施例的目的、技术方案和优点更加清楚,下面结合说明书附图,对本发明实施例中的技术方案进行清楚、完整地描述。
16.实施例1:如图1-2所示,本实施例涉及的一种全自动差速器装配生产线,包括差速器壳体上线输送机1、齿轮自动供料专机2、垫片自动供料专机3、销轴自动供料专机4、螺栓自动供料专机5、搬运六轴机器人单元6、装配六轴机器人单元7、自动装配专机8、穿螺栓六轴机器人单元9、总成下线单元10、视觉系统11、电控系统12。
17.所述差速器壳体上线输送机1沿第一方向设置,用于输送差速器壳体和上盖。
18.所述螺栓自动供料专机5、齿轮自动供料专机2、垫片自动供料专机3由前至后逐一沿第二方向排布;所述齿轮自动供料专机2用于输送齿轮;所述垫片自动供料专机3用于输送垫片;所述螺栓自动供料专机5用于输送螺栓。
19.所述销轴自动供料专机4与差速器壳体上线输送机1对向设置,用于输送销轴;所述搬运六轴机器人单元6与沿第二方向排布的设备对向设置,用于从差速器壳体上线输送机1上抓取差速器壳体并放置到自动装配专机8上以及将自动装配专机8上的总成转移到总成下线单元10上。
20.所述装配六轴机器人单元7、自动装配专机8和穿螺栓六轴机器人单元9设置于沿第一方向排布的设备及沿第二方向排布的设备之间;所述装配六轴机器人单元7设置于齿轮自动供料专机2、垫片自动供料专机3、销轴自动供料专机4一侧,用于抓取齿轮自动供料专机2、垫片自动供料专机3、销轴自动供料专机4上的零件并放置到自动装配专机8上;所述自动装配专机8用于差速器总成装配;所述穿螺栓六轴机器人单元9设置于螺栓自动供料专机5一侧,用于抓取螺栓自动供料专机5上的零件并放置到自动装配专机8上。
21.所述总成下线单元10位于搬运六轴机器人单元6外侧,用于接收差速器总成并输送至下一工位。
22.所述视觉系统11用于全程监控,所述电控系统12用于为整体设备供电,确保生产线正常运行并进行实时监控。本发明对视觉系统11和电控系统12的位置设置不做限定。
23.所述齿轮自动供料专机2、垫片自动供料专机3、销轴自动供料专机4、装配六轴机器人单元7、自动装配专机8设置一组或多组,如本实施例设置两组,不仅节约整体设备空间,还能够提高装配效率,另外,一旦其中一组自动装配专机8发生故障,还能够通过另一组自动装配专机8进行装配,避免生产中断。
24.实施例2:本实施例提供一种基于实施例1中所述全自动差速器装配生产线的使用方法,包括以下步骤,从线外将差速器总成的各零部件投放到自动供料设备上(采用人工或机械投放):在差速器壳体上线输送机1上投放差速器壳体和上盖;在齿轮自动供料专机2上投放齿轮;在垫片自动供料专机3上投放垫片;在销轴自动供料专机4上投放销轴;在螺栓自动供料专机5上投放螺栓;搬运六轴机器人单元6从差速器壳体上线输送机1上抓取差速器壳体放置到自动装配专机8上;装配六轴机器人单元7依次从齿轮自动供料专机2、垫片自动供料专机3、销轴自动供料专机4上取零件,在自动装配专机8上进行装配;穿螺栓六轴机器人单元9从螺栓自动供料专机5上取零件放置到自动装配专机8上完成装配;搬运六轴机器人单元6将自动装配专机8上的总成转移到总成下线单元10上,完成差速器总成的装配。
25.所述全自动差速器装配生产线的使用方法过程中,通过视觉系统11进行全程监控,通过电控系统12为整体设备供电。
26.上述具体实施方式仅是本发明的具体个案,本发明的专利保护范围包括但不限于
上述具体实施方式,任何符合本发明权利要求书且任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应落入本发明的专利保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。