1.本发明涉及焊接技术领域,尤其涉及一种焊接小车的控制方法、装置、终端设备以及计算机存储介质。
背景技术:
2.海洋装备是维护海洋权益的重要载体,船体主要由钢材焊接而成,船体的钢材焊接工作量非常大,因此,越来越多的工人不愿意从事焊接行业。
3.现有技术中的焊接方法非常依赖于经验丰富的焊工,焊工在进行焊接工作时,只能凭着经验设置焊接电流、焊接电压和走速等参数,并且自动化行走焊接小车是一个独立设置调节个体,坐在行走小车的焊工需要调节参数时,只能走回焊机面前进行参数的设置,再回到行走小车进行焊接工作。
4.综上,现有技术中通过焊接小车进行焊接的操作过程非常麻烦。
技术实现要素:
5.本发明的主要目的在于提供一种焊接小车的控制方法、终端设备以及计算机存储介质,旨在实现通过用户在焊接小车的主焊机、行走小车、送丝机和云控制系统中的任一项设备上,仅设置一个焊接小车的行走速度,该焊接小车自动适配主焊机的焊接电流和焊接电压,从而,简化焊接的操作过程。
6.为实现上述目的,本发明提供一种焊接小车的控制方法,所述焊接小车包括:主焊机、行走小车、送丝机和云控制系统,所述主焊机分别与所述行走小车、所述送丝机和所述云控制系统通讯连接,所述焊接小车的控制方法包括以下步骤:
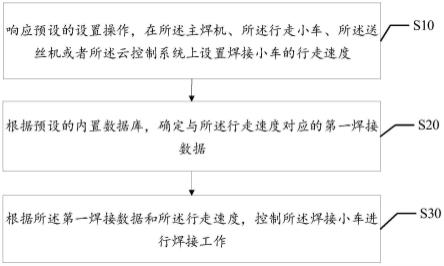
7.响应预设的设置操作,在所述主焊机、所述行走小车、所述送丝机或者所述云控制系统上设置焊接小车的行走速度;
8.根据预设的内置数据库,确定与所述行走速度对应的第一焊接数据;
9.根据所述第一焊接数据和所述行走速度,控制所述焊接小车进行焊接工作。
10.可选地,在所述响应预设的设置操作,在所述主焊机、所述行走小车、所述送丝机或者所述云控制系统上设置焊接小车的行走速度的步骤之前,所述方法还包括:
11.控制所述主焊机与所述行走小车、所述送丝机和所述云控制系统进行联机,令所述主焊机分别与所述行走小车、所述送丝机和所述云控制系统通讯连接。
12.可选地,在所述控制所述主焊机与所述行走小车、所述送丝机和所述云控制系统进行联机的步骤之后,所述方法还包括:
13.控制所述主焊机与所述行走小车、所述送丝机和所述云控制系统进行通讯数据交互,以更新所述主焊机、所述行走小车、所述送丝机和所述云控制系统各自的焊接参数。
14.可选地,在所述在所述主焊机、所述行走小车、所述送丝机或者所述云控制系统上设置焊接小车的行走速度的步骤之后,所述方法还包括:
15.在所述主焊机、所述行走小车、所述送丝机和所述云控制系统中,确定响应所述行
走速度的设置操作的目标单元;
16.将所述目标单元作为所述焊接小车的主控单元,以控制所述焊接小车进行焊接工作。
17.可选地,在所述根据预设的内置数据库,确定与所述行走速度对应的第一焊接数据的步骤之后,所述方法还包括:
18.响应预设的微调操作,在所述主焊机、所述行走小车、所述送丝机或者所述云控制系统上微调所述第一焊接数据;
19.根据微调之后的第一焊接数据和所述行走速度,控制所述焊接小车进行焊接工作。
20.可选地,在所述根据预设的内置数据库,确定与所述行走速度对应的第一焊接数据的步骤之后,所述方法还包括:
21.根据所述内置数据库确定应用数据库;
22.响应预设的选择操作选择目标焊接方法,根据所述应用数据库,确定与所述目标焊接方法和所述行走速度对应的第二焊接数据。
23.可选地,在所述根据所述内置数据库确定应用数据库的步骤之后,所述方法还包括:
24.响应预设的更新操作,在所述云控制系统上更新所述应用数据库。
25.此外,为实现上述目的,本发明还提供一种焊接小车的控制装置,其特征在于,所述焊接小车包括:主焊机、行走小车、送丝机和云控制系统,所述主焊机分别与所述行走小车、所述送丝机和所述云控制系统通讯连接,所述焊接小车的控制装置包括:
26.设置模块,响应预设的设置操作,在所述主焊机、所述行走小车、所述送丝机或者所述云控制系统上设置焊接小车的行走速度;
27.第一确定模块,根据预设的内置数据库,确定与所述行走速度对应的第一焊接数据;
28.第一控制模块,根据所述第一焊接数据和所述行走速度,控制所述主焊机进行焊接工作。
29.此外,为实现上述目的,本发明还提供一种终端设备,所述终端设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的焊接小车的控制程序,所述焊接小车的控制程序被所述处理器执行时实现如上述中的焊接小车的控制方法的步骤。
30.此外,为实现上述目的,本发明还提供一种计算机存储介质,所述计算机存储介质上存储有焊接小车的控制程序,所述焊接小车的控制程序被处理器执行时实现如上所述的焊接小车的控制方法的步骤。
31.本发明提出的焊接小车的控制方法、装置、终端设备以及计算机可读存储介质,所述焊接小车包括:主焊机、行走小车、送丝机和云控制系统,所述主焊机分别与所述行走小车、所述送丝机和所述云控制系统通讯连接,所述焊接小车的控制方法包括以下步骤:响应预设的设置操作在所述主焊机、所述行走小车、所述送丝机或者所述云控制系统上设置焊接小车的行走速度;根据预设的内置数据库,确定与所述行走速度对应的第一焊接数据;根据所述第一焊接数据和所述行走速度,控制所述焊接小车进行焊接工作。
32.本发明的技术方案应用在包括主焊机、行走小车、送丝机和云控制系统的焊接小
车,该主焊机分别与该行走小车、该送丝机和该云控制系统通讯连接,响应预设的设置操作在该主焊机、该行走小车、该送丝机或者该云控制系统上,设置该焊接小车的行走速度,进一步根据预设的内置数据库,确定与该行走速度对应的焊接参数,最后,根据该焊接参数和该行走速度,控制该焊接小车进行焊接工作。
33.相比于传统的方式,本发明通过响应预设的设置操作在该主焊机、该行走小车、该送丝机和该云控制系统上,设置焊接小车的行走速度,然后根据该速度参数数据确定对应的焊接参数数据,最后该主焊机根据该焊接参数和该焊接速度进行焊接工作,从而,本发明实现了通过用户在焊接小车的主焊机、行走小车、送丝机和云控制系统中的任一项设备上,仅设置一个焊接小车的行走速度,该焊接小车自动适配主焊机的焊接电流和焊接电压,从而,极大程度上简化了焊接的操作过程。
附图说明
34.图1是本发明实施例方案涉及终端设备的硬件运行的结构示意图;
35.图2是本发明一种焊接小车的控制方法一实施例的流程示意图;
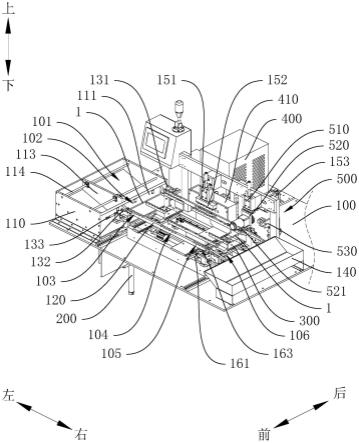
36.图3是本发明一种焊接小车的控制方法一实施例所涉及的焊接小车结构意图;
37.图4是本发明一种焊接小车的控制方法一实施例所涉及的通信数据交互示意图;
38.图5是本发明一种焊接小车的控制系统的结构关系示意图。
39.本发明目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
40.应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
41.如图1所示,图1是本发明实施例方案涉及终端设备的硬件运行环境的结构示意图。
42.需要说明的是,图1即可为终端设备的硬件运行环境的结构示意图。本发明实施例终端设备可以是集成焊接小车控制的设备,该终端设备具体可以是移动终端、数据存储控制终端、pc或者便携计算机等终端。
43.如图1所示,该终端设备可以包括:处理器1001,例如cpu,网络接口1004,用户接口1003,存储器1005,通信总线1002。其中,通信总线1002用于实现这些组件之间的连接通信。用户接口1003可以包括显示屏(display)、输入单元比如键盘(keyboard),可选用户接口1003还可以包括标准的有线接口、无线接口。网络接口1004可选的可以包括标准的有线接口、无线接口(如wi-fi接口)。存储器1005可以是非易失性存储器(如,flash存储器)、高速ram存储器,也可以是稳定的存储器(non-volatile memory),例如磁盘存储器。存储器1005可选的还可以是独立于前述处理器1001的存储装置。
44.本领域技术人员可以理解,图1中示出的终端设备结构并不构成对终端设备的限定,可以包括比图示更多或更少的部件,或者组合某些部件,或者不同的部件布置。
45.如图1所示,作为一种计算机存储介质的存储器1005中可以包括操作系统、网络通信模块、用户接口模块以及焊接小车的控制程序。其中,操作系统是管理和控制样本终端设备硬件和软件资源的程序,支持车载语音助手的设计程序以及其它软件或程序的运行。
46.在图1所示的终端设备中,用户接口1003主要用于与各个终端进行数据通信;网络
接口1004主要用于连接后台服务器,与后台服务器进行数据通信;而处理器1001可以用于调用存储器1005中存储的焊接小车的控制程序。
47.基于上述的终端设备,提出本发明焊接小车的控制方法的各实施例。在本发明焊接小车的控制方法的各实施例中。
48.请参照图2,图2为本发明焊接小车的控制方法第一实施例的流程示意图。在本发明方法的第一实施例中,所述焊接小车包括:主焊机、行走小车、送丝机和云控制系统,所述主焊机、所述行走小车、所述送丝机和所述云控制系统之间互相通讯连接,本发明焊接小车的控制方法包括:
49.步骤s10:响应预设的设置操作,在所述主焊机、所述行走小车、所述送丝机或者所述云控制系统上设置焊接小车的行走速度;
50.在本实施例中,终端设备控制焊接小车进行焊接工作时,响应预设的设置操作在该主焊机、该行走小车、该送丝机或者该云控制系统上,设置焊接小车的行走速度。
51.需要说明的是,如图3所示的焊接小车结构示意图,在本实施例中,焊接小车具体包括电源、送丝机和行走小车3个设备,图3中的电源具体可以为主焊机,应当理解的是,云控制系统通过ip(internet protocol,网际互联协议)网络与基站连接,用户通过手机或者pc等终端设备进入云控制系统服务器,应当理解的是,本发明实现一元化焊接小车,即,用户只设置一个行走速度来控制整个焊接小车进行焊接工作。
52.示例性地,终端设备控制主焊机与行走小车、送丝机和云控制系统进行联机之后,响应用户在主焊机上通过预设的设置操作执行的设置焊接小车的行走速度,或者,响应用户在行走小车上通过预设的设置操作执行的设置焊接小车的行走速度,又或者,响应用户在送丝机上通过预设的设置操作执行的设置焊接小车的行走速度,还或者,响应用户在手机或者pc上进入云控制系统服务器,通过预设的设置操作执行的设置焊接小车的行走速度。
53.可选地,在一些可行的实施例中,步骤s10之前,本发明焊接小车的控制方法,还可以包括以下步骤:
54.步骤s40:控制所述主焊机与所述行走小车、所述送丝机和所述云控制系统进行联机,令所述主焊机分别与所述行走小车、所述送丝机和所述云控制系统通讯连接。
55.在本实施例中,终端设备通过包括主焊机、行走小车、送丝机和云控制系统的焊接小车进行焊接工作时,先控制主焊机与行走小车、送丝机和云控制系统进行联机,令该主焊机分别与该行走小车、该送丝机和该云控制系统通讯连接。
56.示例性地,在本实施例中,终端设备通过焊接小车进行焊接工作时,响应用户执行的开机操作,然后通过can(controller area network,控制器局域网)通讯,控制该主焊机分别向该行走小车、该送丝机和该云控制系统发送联机数据,之后控制该主焊机接收该行走小车、该送丝机和该云控制系统,根据该联机数据分别发送的反馈数据,与该行走小车、该送丝机和该云控制系统进行联机。
57.步骤s20:根据预设的内置数据库,确定与所述行走速度对应的第一焊接数据;
58.在本实施例中,终端设备响应预设的设置操作在主焊机、行走小车、送丝机和云控制系统中的任一单元上,设置焊接小车的行走速度之后,进一步根据预设的内置数据库,确定与该行走速度对应的第一焊接数据。
59.需要说明的是,在本实施例中,终端设备提前在焊接小车上设置好预设的内置数据库,根据该内置数据库,确定与该行走速度对应的第一焊接数据,该第一焊接数据具体可以为焊接电流和/或者焊接电压,还可以为焊接电流曲线和/或者焊接电压曲线。
60.示例性地,在本实施例中,终端设备通过预设的设置操作,响应用户执行的设置行走速度之后,在内置数据库中找到与该行走速度匹配的焊接电流和/或者焊接电压,或者,在内置数据库中找到与该行走速度匹配的焊接电流曲线和/或者焊接电压曲线。
61.步骤s30:根据所述第一焊接数据和所述行走速度,控制所述焊接小车进行焊接工作。
62.在本实施例中,终端设备根据预设的内置数据库,确定与行走速度对应的第一焊接数据之后,进一步根据该第一焊接数据和该行走速度,控制该焊接小车进行焊接工作。
63.示例性地,在本实施例中,终端设备根据预设的内置数据库,确定与行走速度对应的焊接电流和/或者焊接电压之后,进一步根据该焊接电流和/或者焊接电压和该行走速度,控制该焊接小车进行焊接工作。
64.或者,示例性地,在本实施例中,终端设备根据预设的内置数据库,确定与行走速度对应的焊接电流曲线和/或者焊接电压曲线之后,进一步根据该焊接电流曲线和/或者焊接电压曲线和该行走速度,控制该焊接小车进行焊接工作。
65.如此,在本实施例中,通过终端设备控制焊接小车进行焊接工作时,响应预设的设置操作在该主焊机、该行走小车、该送丝机或者该云控制系统上,设置焊接小车的行走速度;之后,终端设备响应预设的设置操作在主焊机、行走小车、送丝机和云控制系统中的任一单元上,设置焊接小车的行走速度之后,进一步根据预设的内置数据库,确定与该行走速度对应的第一焊接数据;最后,终端设备根据预设的内置数据库,确定与行走速度对应的第一焊接数据之后,进一步根据该第一焊接数据和该行走速度,控制该焊接小车进行焊接工作。
66.综上,本发明通过控制主焊机与行走小车、送丝机和云控制系统进行联机,响应预设的设置操作在该主焊机、该行走小车、该送丝机和该云控制系统中的任一单元上,设置焊接小车的行走速度,然后根据该速度参数数据确定对应的焊接参数数据,最后该主焊机根据该焊接参数和该焊接速度进行焊接工作,从而,本发明实现了通过用户在焊接小车的主焊机、行走小车、送丝机和云控制系统中的任一项设备上,仅设置一个焊接小车的行走速度,该焊接小车自动适配主焊机的焊接电流和焊接电压,从而,极大程度上简化了焊接的操作过程。
67.可选地,基于上述本发明焊接小车的控制方法的第一实施例,提出本发明焊接小车的控制方法的第二实施例。
68.在本实施例中,步骤s40中的所述“控制所述主焊机与所述行走小车、所述送丝机和所述云控制系统进行联机”的步骤之后,本发明焊接小车的控制方法,还可以包括以下步骤:
69.步骤a:控制所述主焊机与所述行走小车、所述送丝机和所述云控制系统进行通讯数据交互,以更新所述主焊机、所述行走小车、所述送丝机和所述云控制系统各自的焊接参数。
70.在本实施例中,终端设备控制主焊机与行走小车、送丝机和云控制系统进行联机
之后,控制该主焊机与该行走小车、该送丝机和该云控制系统进行通讯数据交互,以更新该主焊机、该行走小车、该送丝机和该云控制系统各自的焊接参数。
71.需要说明的是,在本实施例中,终端设备控制主焊机分别向行走小车、送丝机和云控制系统发送通讯数据进入一问一答的轮询模式,如图4所示的通讯数据交互示意图,终端设备控制主焊机向送丝机的地址“f01通讯”发送通讯数据,并等待预设的时间接收该送丝机发送的应答数据,然后终端设备控制主焊机向行走小车的地址“f02通讯”发送通讯数据,并等待预设的时间接收该行走小车发送的应答数据,然后终端设备控制主焊机向云控制系统的地址“f03通讯”发送通讯数据,并等待预设的时间接收该云控制系统发送的应答数据,又重新向送丝机的地址“f01通讯”发送通讯数据。
72.需要说明的是,在本实施例中,主焊机、行走小车和送丝机分别有控制面板和显示界面,该送丝机、该行走小车、该云控制系统和主焊机按照每秒钟50帧的频率刷新数据,保证数据的实时性与连贯性,显示界面按照每秒钟1帧的刷新频率保证设备的数据变换肉眼可见。
73.可选地,基于上述本发明焊接小车的控制方法的第二实施例,提出本发明焊接小车的控制方法的第三实施例。
74.在本实施例中,步骤s10中的所述“在所述主焊机、所述行走小车、所述送丝机或者所述云控制系统上设置焊接小车的行走速度”的步骤之后,本发明焊接小车的控制方法,还可以包括以下步骤:
75.步骤b:在所述主焊机、所述行走小车、所述送丝机和所述云控制系统中,确定响应所述行走速度的设置操作的目标单元;
76.在本实施例中,终端设备响应预设的设置操作在主焊机、行走小车、送丝机和云控制系统上,设置焊接小车的行走速度的操作之后,进一步在该主焊机、该行走小车、该送丝机和该云控制系统中,确定响应该行走速度的设置操作的目标单元。
77.步骤c:将所述目标单元作为所述焊接小车的主控单元,以控制所述焊接小车进行焊接工作。
78.在本实施例中,终端设备在主焊机、行走小车、送丝机和云控制系统中,确定响应该行走速度的设置操作的目标单元之后,进一步将该目标单元作为焊接小车的主控单元,以控制该焊接小车进行焊接工作。
79.需要说明的是,在本实施例中,多站式设备通讯可随意切换主从站关系,主焊机、送丝机、行走小车和云控制系统中的任一单元操作设备时,即可转移主站控制权,内部系统已拟定好相关优先级。
80.本发明通过主焊机、行走小车、送丝机和云控制系统中的任一单元上进行操作时,主控权就转移到该单元,即,主焊机、行走小车、送丝机和云控制系统中的任一单元都可以针对焊接小车进行操作,从而,极大程度上简化了焊接的操作过程。
81.可选地,基于上述本发明焊接小车的控制方法的第三实施例,提出本发明焊接小车的控制方法的第四实施例。
82.在本实施例中,所述内置数据库设置在所述焊接小车,步骤s20,根据预设的内置数据库,确定与所述行走速度对应的第一焊接数据的步骤之后,本发明焊接小车的控制方法,还可以包括以下步骤:
83.步骤50:响应预设的微调操作,在所述主焊机、所述行走小车、所述送丝机或者所述云控制系统上微调所述第一焊接数据;
84.在本实施例中,终端设备根据预设的内置数据库,确定与行走速度对应的第一焊接数据之后,响应预设的微调操作,在该主焊机、该行走小车、该送丝机或者该云控制系统上,微调该第一焊接数据。
85.示例性地,在本实施例中,终端设备根据预设的内置数据库,确定与行走速度对应的焊接电流和/或者焊接电压之后,响应预设的微调操作在该主焊机、该行走小车、该送丝机或者该云控制系统上,微调该焊接电流和/或者该焊接电压。
86.需要说明的是,在本实施例中,终端设备若响应预设的微调操作在主焊机上,微调该焊接电流和/或者该焊接电压,则送丝机、行走小车和云控制系统同步该微调该焊接电流和/或者该焊接电压。
87.需要说明的是,在本实施例中,终端设备接收如检气、送丝、气弧指令等状态指令控制时,系统按照内部拟定的优先级工作,确保不出现控制权冲突的情况,即,焊接小车的焊接工作最优先,然后状态指令的工作优先,最后为微调工作的顺序,针对焊接小车进行优先级控制。
88.步骤60:根据微调之后的第一焊接数据和所述行走速度,控制所述焊接小车进行焊接工作。
89.在本实施例中,终端设备响应预设的微调操作在主焊机、行走小车、送丝机和云控制系统的任一单元上,微调该第一焊接数据之后,根据微调之后的第一焊接数据和行走速度,控制焊接小车进行焊接工作。
90.本发明通过根据行走速度确定第一焊接数据之后,进一步响应用户执行的微调操作微调该第一焊接数据,最后根据微调之后的第一焊接数据和行走速度,控制焊接小车进行焊接工作,从而,极大程度上简化了焊接的操作过程。
91.基于上述本发明焊接小车的控制方法的第四实施例,提出本发明焊接小车的控制方法的第五实施例。
92.在本实施例中,步骤s20,根据预设的内置数据库,确定与所述行走速度对应的第一焊接数据的步骤之后,本发明焊接小车的控制方法,还可以包括以下步骤:
93.步骤s70:根据所述内置数据库确定应用数据库;
94.在本实施例中,终端设备响应预设的设置操作在主焊机、行走小车、送丝机和云控制系统上,设置焊接小车的行走速度之后,根据设置在焊接小车的内置数据库确定应用数据库。
95.需要说明的是,在本实施例中,根据设置在焊接小车的该内置数据库进行拓展得到应用数据库。
96.步骤s80:响应预设的选择操作选择目标焊接方法,根据所述应用数据库,确定与所述目标焊接方法和所述行走速度对应的第二焊接数据,其中,所述应用数据库包括所述内置数据库。
97.在本实施例中,终端设备根据内置数据库确定应用数据库之后,在该主焊机、该行走小车、该送丝机和该云控制系统上,响应预设的选择操作选择目标焊接方法,根据包括内置数据库的应用数据库,确定与该目标焊接方法和该行走速度对应的第二焊接数据。
98.需要说明的是,在本实施例中,在预设的角焊、拼接、立焊、环管焊、立焊等焊接方法中,终端设备响应预设的选择操作选择目标焊接方法,根据包括内置数据库的预设的应用数据库,确定与该目标焊接方法和该行走速度对应的电流焊接曲线和/或者电压焊接曲线。
99.可选地,在一些可行的实施例中,步骤s70之后,本发明焊接小车的控制方法,还可以包括以下步骤:
100.步骤s90:响应预设的更新操作,在所述云控制系统上更新所述应用数据库。
101.在本实施例中,终端设备响应预设的更新操作,在焊接小车的云控制系统上更新应用数据库。
102.需要说明的是,用户通过终端设备进入焊接小车的云控制系统的服务器来更新应用数据库。
103.本发明通过设置不同的焊接方法和行走速度,焊接小车自行找到与该焊接方法和该行走速度对应的焊接电流曲线和焊接电压曲线,从而,极大程度上简化了焊接的操作过程。
104.此外,请参照图5,本发明实施例还提出一种焊接小车的控制装置,本发明焊接小车的控制装置包括:
105.设置模块10,响应预设的设置操作,在所述主焊机、所述行走小车、所述送丝机或者所述云控制系统上设置焊接小车的行走速度;
106.第一确定模块20,根据预设的内置数据库,确定与所述行走速度对应的第一焊接数据;
107.第一控制模块30,根据所述第一焊接数据和所述行走速度,控制所述主焊机进行焊接工作。
108.可选地,本发明焊接小车的控制装置,还包括:
109.第二控制模块,用于控制所述主焊机与所述行走小车、所述送丝机和所述云控制系统进行联机,令所述主焊机分别与所述行走小车、所述送丝机和所述云控制系统通讯连接。
110.可选地,本发明焊接小车的控制装置,还包括:
111.交互模块,用于控制所述主焊机与所述行走小车、所述送丝机和所述云控制系统进行通讯数据交互,以更新所述主焊机、所述行走小车、所述送丝机和所述云控制系统各自的焊接参数。
112.可选地,本发明焊接小车的控制装置,还包括:
113.第二确定模块,用于在在所述主焊机、所述行走小车、所述送丝机和所述云控制系统的任一单元中,确定响应所述行走速度的设置操作的目标单元;
114.第三控制模块,用于将所述目标单元作为所述焊接小车的主控单元,以控制所述焊接小车进行焊接工作。
115.可选地,本发明焊接小车的控制装置,还包括:
116.微调模块,用于响应预设的微调操作,在所述主焊机、所述行走小车、所述送丝机或者所述云控制系统上微调所述第一焊接数据;
117.第四控制模块,用于根据微调之后的第一焊接数据和所述行走速度,控制所述焊
接小车进行焊接工作。
118.可选地,本发明焊接小车的控制装置,还包括:
119.第一确定单元,用于根据所述内置数据库确定应用数据库;
120.第二确定单元,用于响应预设的选择操作选择目标焊接方法,根据预设的应用数据库,确定与所述目标焊接方法和所述行走速度对应的第二焊接数据。
121.可选地,本发明焊接小车的控制装置,还包括:
122.第二更新模块,用于响应预设的更新操作在所述云控制系统上,更新所述应用数据库。
123.此外,本发明实施例还提出一种终端设备,该终端设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的焊接小车的控制程序,该焊接小车的控制程序被所述处理器执行时实现如上述中的焊接小车的控制方法的步骤。
124.其中,在所述处理器上运行的焊接小车的控制程序被执行时所实现的步骤可参照本发明焊接小车的控制方法的各个实施例,此处不再赘述。
125.此外,本发明实施例还提出一种计算机存储介质,应用于计算机,该计算机存储介质可以为非易失性计算机可读计算机存储介质,该计算机存储介质上存储有焊接小车的控制程序,所述焊接小车的控制程序被处理器执行时实现如上所述的焊接小车的控制方法的步骤。
126.其中,在所述处理器上运行的焊接小车的控制程序被执行时所实现的步骤可参照本发明焊接小车的控制方法的各个实施例,此处不再赘述。
127.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者系统中还存在另外的相同要素。
128.上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
129.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到上述实施例方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个计算机存储介质(如flash存储器、rom/ram、磁碟、光盘)中,包括若干指令用以使得一台终端设备(可以是手机,计算机,服务器,或者网络设备等)中,用于控制该存储介质进行数据读写操作的控制器执行本发明各个实施例所述的方法。
130.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。