1.本发明属于自动化设备技术领域,具体为一种包边机。
背景技术:
2.随着经济的发展,电子产品的应用越来越广泛,而液晶屏幕是电子产品的重要组成部分,在液晶显示屏的生产加工过程中,常常需要在显示屏的边缘上粘贴包边材料,主要利用包边材料的特性来保护显示屏幕。
3.现有的包边方式主要通过人工进行包边,人工包边存在较多的弊端,如人工操作会耗费大量的时间和人力,不但增加了企业的生产成本,还降低了企业的生产效率;人工操作难以保证品质,人工粘贴包边材料无法保证贴边的准确性,容易出现包边不平整的问题,会给产品质量带来较大的负面影响。另外,市面上也有用特定的包边设备进行包边,但现有的包边机的膜材贴附及包边均在一个工位上进行,每个产品的包边所占用的时间较长,包边效率较低。
技术实现要素:
4.为解决上述背景技术中的问题,本发明提供一种包边机,通过设置四个定位载台和相匹配的四个顶升模组,依次实现了短边贴膜、短边包边、长边贴膜、长边包边的工序,将产品的包边工序拆分成四个包边过程,缩短了每个产品的包边时间,提高了生产效率。
5.本发明采用以下技术方案:一种包边机,包括机台和依次设置在机台上的上料装置和包边装置;
6.包边装置包括沿x轴方向设置的顶升搬运机构、依次位于顶升搬运机构上方的第一定位载台、第二定位载台、第三定位载台和第四定位载台,第一定位载台和第三定位载台的两侧设有膜材上料机构,第二定位载台和第四定位载台一侧或两侧设有包边机构;
7.顶升搬运机构包括第一x轴直线模组和依次设置于第一x轴直线模组上的第一顶升模组、第二顶升模组、第三顶升模组和第四顶升模组,第一顶升模组往复移动在上料装置和第一定位载台之间,第二顶升模组往复移动在第一定位载台和第二定位载台之间,第三顶升模组包括第一升降组件以及位于升降组件升降端的第一旋转组件,第三顶升模组往复移动在第二定位载台和第三定位载台之间,第四顶升模组往复移动在第三定位载台和第四定位载台之间。
8.进一步的,第一定位载台、第二定位载台、第三定位载台和第四定位载台均包括两个间隔设置的y向滑轨和相对滑动设置在y向滑轨上的两个置物架,两个置物架分别位于顶升搬运机构的两侧。
9.进一步的,上料装置包括入料流水线以及设于入料流水线末端一侧的ng出料流水线;
10.入料流水线包括依次位于入料流水线下方的第一阻挡气缸和顶升气缸,入料流水线的两侧设有校正组件,顶升气缸位于校正组件的中间;
11.入料流水线的中后部位置架设有第一下料手臂,第一下料手臂包括第一y轴直线模组和设置在第一y轴直线模组的滑块上的第一吸盘组件,第一吸盘组件的旁侧设有线性激光检测仪,第一吸盘组件吸附入料流水线上的ng产品至ng出料流水线上。
12.进一步的,入料流水线的旁侧设有锁螺丝机器人和螺丝上料机。
13.进一步的,第一顶升模组往复移动在第一下料手臂和第一定位载台之间,第一顶升模组包括第二升降组件以及位于第二升降组件升降端的第二旋转组件,第二旋转组件顶升入料流水线末端的产品,并旋转90
°
后放置于第一定位载台上。
14.进一步的,膜材上料机构包括膜材料仓、上料手臂、中转校正平台、撕膜组件以及贴合机器人,上料手臂包括第二y轴直线模组和设置于第二y轴直线模组的滑块上的第二吸盘组件,第二吸盘组件从膜材料仓内吸附膜材至中转校正平台,贴合机器人从中转校正平台上搬运膜材至撕膜组件。
15.进一步的,撕膜组件包括底膜回收框、位于底膜回收框一侧的撕膜夹爪以及沿x轴方向往复移动的拔膜组件,拔膜组件包括伸缩气缸和与伸缩气缸连接的拔杆。
16.进一步的,位于第二定位载台两侧的包边机构为短边包边机构,短边包边机构包括固定于置物架上的第三y轴直线模组、固定在第三y轴直线模组的滑块上的第一z轴直线模组,第一z轴直线模组的滑块上固定有短边滚轮支架,短边滚轮支架上安装有短边滚动轮。
17.进一步的,位于第四定位载台一侧的包边机构为长边包边机构,长边包边机构包括固定于其中一个置物架上的第四y轴直线模组、固定在第四y轴直线模组的滑块上的第二z轴直线模组,第二z轴直线模组的滑块上固定有长边滚轮支架,长边滚轮支架上安装有长边滚动轮。
18.进一步的,顶升搬运机构的后端设有中转搬运机构,中转搬运机构包括第三x轴直线模组和设置于第三x轴直线模组上的第五顶升模组,第五顶升模组包括第三升降组件以及位于第三升降组件升降端的第三旋转组件,中转搬运机构的上方设有中转流水线,中转流水线的上方设有精度检测模组和第二下料手臂,中转流水线末端的相邻两侧分别设有出料流水线和抛料流水线。
19.与现有技术相比,本发明的有益效果为:
20.(1)本发明的包边机通过设置四个定位载台和相匹配的四个顶升模组,依次实现了短边贴膜、短边包边、长边贴膜、长边包边的工序,将产品的包边工序拆分成四个包边过程,缩短了每个产品的包边时间,提高了生产效率。
21.(2)本发明的包边机的膜材上料机构通过膜材料仓、上料手臂、中转校正平台、撕膜组件以及贴合机器人实现了贴膜自动上料,自动校正,以及自动撕膜的过程,实现了贴膜上料的自动化,极大地提高了产品的生产效率。
附图说明
22.为了更清楚的说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见的,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
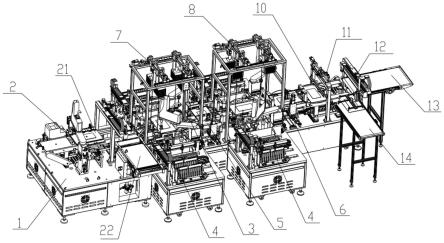
23.图1为本发明实施例中包边机的整体结构图;
24.图2为本发明实施例中的包边机构结构图;
25.图3为本发明实施例中的顶升搬运机构结构图;
26.图4为本发明实施例中的第一定位载台结构图;
27.图5为本发明实施例中的第二定位载台结构图;
28.图6为本发明实施例中的第三定位载台结构图;
29.图7为本发明实施例中的第四定位载台结构图;
30.图8为本发明实施例中的入料流水线结构图;
31.图9为本发明实施例中的锁螺丝机器人结构图;
32.图10为本发明实施例中的第一下料手臂结构图;
33.图11为本发明实施例中的膜材上料机构结构图;
34.图12为本发明实施例中的膜材料仓结构图;
35.图13为本发明实施例中的上料手臂结构图;
36.图14为本发明实施例中的中转校正平台结构图;
37.图15为本发明实施例中的撕膜组件结构图;
38.图16为本发明实施例中的中转搬运机构结构图;
39.图17为本发明实施例中的第一ccd相机组件结构图;
40.图18为本发明实施例中的中转流水线结构图;
41.图19为本发明实施例中的精度检测模组结构图;
42.图20为本发明实施例中的第二下料手臂结构图;
43.其中:1-机台,2-上料装置,21-入料流水线,211-第一阻挡气缸,212-顶升气缸,213-校正组件,22-ng出料流水线,23-第一下料手臂,231-第一y轴直线模组,232-第一吸盘组件,233-线性激光检测仪,24-锁螺丝机器人,3-包边装置,31-顶升搬运机构,311-第一x轴直线模组,312-第一顶升模组,3121-第二升降组件,3122-第二旋转组件,313-第二顶升模组,314-第三顶升模组,3141-第一升降组件,3142-第一旋转组件,315-第四顶升模组,32-第一定位载台,321-y向滑轨,322-置物架,323-第一电机,324-从动带轮,325-皮带,33-第二定位载台,34-第三定位载台,35-第四定位载台,4-膜材上料机构,41-膜材料仓,411-滑轨,412-固定板,413-活动板,42-上料手臂,421-第二y轴直线模组,422-第二吸盘组件,43-中转校正平台,431-平台支架,432-校正平台,433-固定条形板,434-活动条形板,435-推动组件,4351-推动气缸,4352-推动架,44-撕膜组件,441-底膜回收框,442-撕膜夹爪,443-拔膜组件,4431-第二x轴直线模组,4432-伸缩气缸,4433-拔杆支架,4434-拔杆,45-贴合机器人,46-膜材ccd下相机,5-短边包边机构,51-第三y轴直线模组,52-第一z轴直线模组,53-短边滚轮支架,54-短边滚动轮,55-第一压紧气缸,6-长边包边机构,61-第四y轴直线模组,62-第二z轴直线模组,63-长边滚轮支架,64-长边滚动轮,65-第二压紧气缸,7-第一ccd相机组件,71-框形支架,72-第一滑轨,73-长条安装板,74-第一伺服电机,75-第一ccd相机,8-第二ccd相机组件,9-中转搬运机构,91-第三x轴直线模组,92-第五顶升模组,93-第三升降组件,94-第三旋转组件,10-中转流水线,101-第二阻挡气缸,11-精度检测模组,111-安装架,112-第三ccd相机,12-第二下料手臂,121-第五y轴直线模组,122-第三吸盘组件,13-出料流水线,14-抛料流水线。
具体实施方式
44.下面将结合本发明中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通的技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本发明的保护范围。
45.需要说明的是,本发明中的x轴方向是指产品的输送方向,y轴方向是指在水平面上与x轴的垂直方向。
46.下面结合附图1至附图20以及具体实施例详细论述本发明。
47.如图1-20所示,本发明提供一种包边机,包括机台1和依次设置在机台1上的上料装置2和包边装置3;包边装置3包括沿x轴方向设置的顶升搬运机构31、依次位于顶升搬运机构31上方的第一定位载台32、第二定位载台33、第三定位载台34和第四定位载台35,顶升搬运机构31用于在上料装置2、第一定位载台32、第二定位载台33、第三定位载台34和第四定位载台35之间搬运产品,第一定位载台32和第三定位载台34的两侧设有膜材上料机构4,膜材上料机构4用于为产品提供包边用贴膜,第二定位载台33和第四定位载台35一侧或两侧设有包边机构。可以知道,如果产品是显示屏幕,则有一边是不需要包边处理的,所以本发明的包边机构数量的设置可根据具体产品的结构来设置。
48.具体的,如图2、图3所示,顶升搬运机构31包括第一x轴直线模组311和依次设置于第一x轴直线模组311上的第一顶升模组312、第二顶升模组313、第三顶升模组314和第四顶升模组315,第一顶升模组312往复移动在上料装置2和第一定位载台32之间,实现将上料装置2上的产品搬运至第一定位载台32上;第二顶升模组313往复移动在第一定位载台32和第二定位载台33之间,实现将第一定位载台32上的产品搬运至第二定位载台33上;第三顶升模组314包括第一升降组件3141以及位于升降组件3141升降端的第一旋转组件3142,第三顶升模组314往复移动在第二定位载台33和第三定位载台34之间,实现将第二定位载台33上的产品旋转90
°
并搬运至第三定位载台34上,优选的,第一升降组件3141为气缸,第一旋转组件3142为旋转电机,旋转电机的旋转端安装有用于顶升产品的支撑板;第四顶升模组315往复移动在第三定位载台33和第四定位载台35之间,实现将第三定位载台33上的产品搬运至第四定位载台35上。上述通过设置4个顶升模组匹配四个定位载台,实现了产品不间断的包边动作,且将长边、短边的贴膜动作和包边动作拆分开,在单位时间内大大提高了产品的生产效率。
49.具体的,如图4至图7所示,第一定位载台32、第二定位载台33、第三定位载台34和第四定位载台35均包括两个间隔设置在机台1上的y向滑轨321和相对滑动设置在y向滑轨321上的两个置物架322,两个置物架322分别位于顶升搬运机构31的两侧。两个置物架322上均有支撑平台,产品放置于支撑平台上,且通过调节两个置物架322之间的距离,实现了对不同型号和大小产品的包边加工。两个置物架322由驱动机构驱动滑动,驱动机构包括固定在机台1上的第一电机323、与第一电机323输出轴传动连接的主动带轮(图中未显示)、与主动带轮配合的从动带轮324以及套装在主动带轮和从动带轮上的皮带325,两个置物架322均通过固定件与皮带325固定连接。需要说明的是,两个置物架322分别固定在两个朝相反方向移动的皮带上,由此,通过第一电机323的正反转实现两个置物架322之间距离的调节。
50.具体的,如图1和图8所示,上料装置2包括入料流水线21以及设于入料流水线21末端一侧的ng出料流水线22;入料流水线21包括依次位于入料流水线21下方的第一阻挡气缸211和顶升气缸212,入料流水线21的两侧设有校正组件213,顶升气缸212位于校正组件213的中间;当产品输送至入料流水线21中段时,底部的第一阻挡气缸211升起,入料流水线21停止,此时顶升气缸212升起后由两侧的校正组件213对产品进行定位。校正组件213包括相对设置的第一校正组件和第二校正组件,第一校正组件和第二校正组件均包括校正气缸、与校正气缸伸缩端固定连接的校正板,产品顶升气缸顶起后放置于校正板上进行校正,校正板上还设有压料气缸,通过压料气缸将产品固定。
51.具体的,如图1和图10所示,入料流水线21的中后部位置架设有第一下料手臂23,第一下料手臂23包括第一y轴直线模组231和设置在第一y轴直线模组231的滑块上的第一吸盘组件232,第一y轴直线模组231沿y轴方向由入料流水线21的一侧延伸至另一侧,第一吸盘组件232通过安装板固定在第一y轴直线模组231的滑块上,第一吸盘组件232的旁侧设有线性激光检测仪233,线性激光检测仪233固定在安装板上,当线性激光检测仪233检测出产品不合格时,则第一吸盘组件232吸附入料流水线21上的ng产品至ng出料流水线22上。当线性激光检测仪233检测出产品合格时,则由第一顶升模组312顶升搬运至第一定位载台32上。
52.具体的,如图1和图9所示,入料流水线21的旁侧设有锁螺丝机器人24和螺丝上料机,锁螺丝机器人24从螺丝上料机上取螺丝至产品上,产品为显示屏幕时,对产品的fpc处进行锁螺丝工序。
53.具体的,如图3所示,第一顶升模组312往复移动在第一下料手臂23和第一定位载台32之间,第一顶升模组312包括第二升降组件3121以及位于第二升降组件3121升降端的第二旋转组件3122,第二旋转组件3122顶升入料流水线21末端的产品,并旋转90
°
后放置于第一定位载台32上,此时,产品的两个短边搭接在第一定位载台32的置物架的支撑平台上。优选的,第二升降组件3121为气缸,第二旋转组件3122为旋转电机,旋转电机的旋转端安装有用于顶升产品的支撑板。
54.具体的,如图11-15所示,膜材上料机构4包括膜材料仓41、上料手臂42、中转校正平台43、撕膜组件44以及贴合机器人45,上料手臂42包括第二y轴直线模组421和设置于第二y轴直线模组421的滑块上的第二吸盘组件422,第二吸盘组件422从膜材料仓41内吸附贴膜至中转校正平台43,贴合机器人45从中转校正平台43上搬运贴膜至撕膜组件44。膜材料仓41至少有一个,包括沿x轴方向延伸的固定板412和与固定板412平行的活动板413,活动板413下方的机台上固定有沿y轴延伸的滑轨411,活动板413通过滑块滑动连接在滑轨411上,通过调节固定板412与活动板413之间的距离,使膜材料仓41可以容纳不同尺寸的膜材。
55.具体的,如图13所示,第二吸盘组件422通过连接板固定在第二y轴直线模组421的滑块上,第二吸盘组件422包括固定在连接板上的升降气缸、与升降气缸的升降端固定连接的吸盘安装板以及固定在吸盘安装板下端的第二吸盘,第二吸盘沿x轴方向至少有两个,且至少一个位于膜材料仓41的一端,至少一个位于膜材料仓41的另一端。优选的,第二吸盘有三个,分别位于膜材料仓41的两端及中间位置,即第二吸盘吸附贴膜的时候正好吸附在贴膜的两端和中间位置,使贴膜受力均匀不易变形。
56.具体的,如图14所示,中转校正平台43包括沿x轴方向间隔设置的两个平台支架
431、固定在两个平台支架431上的校正平台432、以及沿y轴方向间隔设置在校正平台432上的固定条形板433和活动条形板434,且活动条形板434由推动组件435推动其接近或远离固定条形板433,推动组件435包括固定在机台1上的气缸安装支架、固定在气缸安装支架上的推动气缸4351、以及与推动气缸4351的伸缩端固定连接的推动架4352,推动架4352与活动条形板434固定连接,推动架4352沿y轴方向进行伸缩运动。本实施例的贴膜放置于固定条形板433和活动条形板434之间,通过推动活动条形板434的向靠近固定条形板433的方向移动,实现了对贴膜位置的校正。
57.具体的,如图15所示,撕膜组件44包括底膜回收框441、位于底膜回收框441一侧的撕膜夹爪442以及沿x轴方向往复移动的拔膜组件443,拔膜组件443包括第二x轴直线模组4431、固定在第二x轴直线模组4431的滑块上的伸缩气缸4432、固定在伸缩气缸4432伸缩端的拔杆支架4433以及固定在拔杆支架上4433的拔杆4434,拔杆4434沿y轴方向延伸,且伸缩气缸4432驱动拔杆4434沿y轴方向往复移动;撕膜夹爪442包括固定在底膜回收框短边一侧的支撑杆、固定在支撑杆上的驱动气缸、与驱动气缸伸缩端固定连接的夹爪支架以及固定在夹爪支架上的夹爪气缸和夹爪,撕膜时,支撑杆上的气缸控制夹爪靠近贴膜,同时夹爪气缸控制夹爪夹住贴膜耳朵起角,随后第二x轴直线模组上的滑块移动带动拔杆沿x轴方向移动,同时,伸缩气缸4432控制拔杆4434伸入贴膜起角位置,拔杆4434从底膜回收框441的一端移动到另一端将贴膜底膜拔掉。
58.具体的,如图1所示,底膜回收框441和第一定位载台32之间还设有膜材ccd下相机46,用于对膜的位置进行拍照并通讯至贴合机器人,通过贴合机器人准确的将贴膜贴附在产品的边缘。
59.具体的,如图5所示,位于第二定位载台33两侧的包边机构为短边包边机构5,短边包边机构5包括固定于置物架上的第三y轴直线模组51、固定在第三y轴直线模组51的滑块上的第一z轴直线模组52,第一z轴直线模组52的滑块上固定有短边滚轮支架53,短边滚轮支架53上安装有短边滚动轮54。同时,在第二定位载台33的每个置物架的上方固定有第一压紧气缸55,第一压紧气缸55用于对产品压紧定位,定位后由短边滚动轮54对两侧的短边进行包边动作。
60.具体的,如图7所示,位于第四定位载台35一侧的包边机构为长边包边机构6,长边包边机构6包括固定于其中一个置物架上的第四y轴直线模组61、固定在第四y轴直线模组61的滑块上的第二z轴直线模组62,第二z轴直线模组62的滑块上固定有长边滚轮支架63,长边滚轮支架63上安装有长边滚动轮64。同时,在第四定位载台35的每个置物架的上方固定有第二压紧气缸65,第二压紧气缸65用于对产品压紧定位,定位后由长边滚动轮64对一侧的长边进行包边动作。
61.具体的,如图17所示,第一定位载台32的上方设有第一ccd相机组件7,第三定位载台34的上方设有第二ccd相机组件8,第一ccd相机组件7通过架设在机台1上的框形支架71活动设置在第一定位载台32的上方,框形支架71上间隔设有两个沿x轴方向延伸的第一滑轨72,第一ccd相机组件7滑动连接在第一滑轨72上,第一ccd相机组件7包括沿x轴方向间隔设置的两个移动相机组件,移动相机组件包括滑动设置在滑轨上的长条安装板73、固定在长条安装板73上的第一伺服电机74、与第一伺服电机74输出端固定连接的丝杠,丝杠上套装有两个螺母,两个螺母的上均固定有一个第一ccd相机75,第一ccd相机75朝向第一定位
载台32设置。第二ccd相机组件8和第一ccd相机组件7的结构相同,此处不再赘述。
62.具体的,如图16、图18所示,顶升搬运机构31的后端设有中转搬运机构9,中转搬运机构9包括第三x轴直线模组91和设置于第三x轴直线模组91上的第五顶升模组92,第五顶升模组92包括第三升降组件93以及位于第三升降组件93升降端的第三旋转组件94,优选的,第三升降组件93为气缸,第三旋转组件94为旋转电机,旋转电机的旋转端安装有用于顶升产品的支撑板;中转搬运机构9的上方设有中转流水线10,中转流水线10的上方设有精度检测模组11和第二下料手臂12,中转流水线10末端的相邻两侧分别设有出料流水线13和抛料流水线14,中转流水线10的末端设有第二阻挡气缸101。
63.具体的,如图19所示,精度检测模组11包括架设在中转流水线10上的安装架111、设于安装架111上的沿y轴方向延伸的轨道、以及滑动设置在轨道上的两个第三ccd相机112,第三ccd相机112朝向中转流水线设置,且两个第三ccd相机112之间的距离可调。
64.具体的,如图20所示,第二下料手臂12包括第五y轴直线模组121和固定在第五y轴直线模组121的滑块上的第三吸盘组件122,第三吸盘组件122由升降气缸驱动升降动作。
65.本发明的工作原理如下:投料至入料流水线21后流至中段,底部的第一阻挡气缸211升起,入料流水线21停止,顶升气缸212将产品顶起后由两侧的校正组件213定位产品,并通过压料气缸将产品固定。锁螺丝机器人24从螺丝上料机上取得螺丝给产品锁好螺丝,之后,入料流水线21启动将产品送至末端。通过第一下料手臂23上的线性激光检测仪233对产品进行检测,检测ok的产品输送由第一顶升模组213搬运至第一定位载台32上,检测ng的产品由第一下料手臂23上的第一吸盘组件232吸附产品送至ng出料流水线22上。待ok产品通过第一顶升模组213搬运至第一定位载台32上后,上料手臂42通过第二吸盘组件422从膜材料仓41中取出膜材,放至中转校正平台43上,通过推动气缸4351对产品进行机械定位,然后,贴合机器人45将膜材从中转校正平台43上移至撕膜组件44进行撕膜处理,之后夹爪气缸控制夹爪夹住撕膜耳朵起角,随后通过第二x轴直线模组4431和伸缩气缸4432控制拔杆4434伸进去拔掉底膜,后由膜材ccd下相机46对贴膜进行拍照定位,并移至第一定位载台32上,通过贴合机器人45的贴合吸板进行膜材贴合。顶升搬运机构31的第一顶升模组312将产品移至第一定位载台32上后经第一ccd相机75对产品进行拍照定位,通过第二升降组件3121和第二旋转组件3122将产品顶升和将产品调整为横向进行膜材贴合,短边膜材贴合完成后,由第二顶升模组313将贴合后的产品移至第二定位载台33,通过第一压紧气缸55将产品压紧定位,再控制短边滚动轮54进行包边。短边包边完成后由第三顶升模组314将产品移至第三定位载台34上,经第二ccd相机对产品进行拍照定位,通过第一升降组件3141和第一旋转组件3142将产品调整为纵向进行膜材贴合。由第四顶升模组315将长边膜材贴合后的产品移至第四定位载台上,通过第二压紧气缸将产品压紧定位,再控制长边滚动轮64进行包边。随后由中转搬运机构9的第五顶升模组92将产品移动至中转流水线10上,并调整为横向,流至中转流水线10的末端,第二阻挡气缸101升起,中转流水线10停止,精度检测模组11通过第三ccd相机112拍照抓取贴合滚压后的精度,贴合后膜材与本体产品的间距小于0.1mm即为ok产品,反之则为ng产品,第二下料手臂12读取系统信息,判断中转流水线10上的产品是否为通过检测的产品,若为ng产品,第二下料手臂12则将产品放至抛料流水线14上,若为ok产品则随中转流水线10流至出料流水线13上,等待下料。
66.以上借助具体实施例对本发明做了进一步描述,但是应该理解的是,这里具体的
描述,不应理解为对本发明的实质和范围的限定,本领域内的普通技术人员在阅读本说明书后对上述实施例做出的各种修改,都属于本发明所保护的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。