一种低模量亚稳
β
钛合金及其制备方法和金属植入物
技术领域
1.本发明涉及合金材料技术领域,尤其涉及一种低模量亚稳β钛合金及其制备方法和金属植入物。
背景技术:
2.生物金属材料是指能够植入人体(或动物体)以修复器官和恢复功能的金属材料,金属生物材料凭借其良好的综合性能,如高强度和抗疲劳性,且易于加工成型,被广泛用作硬组织如骨骼的植入材料。
3.目前常用的金属植入材料包括不锈钢、钴基合金以及ti-6al-4v合金,但使用这些金属植入材料面临的一个普遍问题是其弹性模量与人体骨骼的弹性模量不匹配,如不锈钢的弹性模量为200~210gpa,钴基合金的弹性模量为210~253gpa,ti-6al-4v合金的弹性模量为110gpa,而人体骨骼的弹性模量仅为10~30gpa。显然,上述金属植入材料的弹性模量明显大于人体骨骼的弹性模量,这会导致应力屏蔽效应,损害植入物的机械相容性。
技术实现要素:
4.本发明的目的在于提供一种低模量亚稳β钛合金及其制备方法和金属植入物,本发明提供的钛合金具有较低的弹性模量,与人体骨骼的弹性模量匹配性好,可有效规避应力屏蔽效应,利用该钛合金制备的金属植入物具有较好的机械相容性。
5.为了实现上述发明目的,本发明提供以下技术方案:
6.本发明提供了一种低模量亚稳β钛合金,包括nb 20~30wt%,zr 0.1~9wt%,sn 0.1~8wt%,mo 0.1~5wt%,ta 0.1~5wt%,余量为ti。
7.优选地,包括nb 23~28wt%,zr 2~6wt%,sn 3~7wt%,mo 0.3~2wt%,ta0.5~3wt%,余量为ti。
8.优选地,包括nb 25~26wt%,zr 3~4wt%,sn4~5wt%,mo 0.5~1wt%,ta 1~2wt%,余量为ti。
9.优选地,所述低模量亚稳β钛合金的主相为β相。
10.本发明提供了上述技术方案所述低模量亚稳β钛合金的制备方法,包括以下步骤:
11.按照上述技术方案所述低模量亚稳β钛合金的元素组成,将原料配料后进行熔炼,经冷却得到铸锭;
12.将所述铸锭依次进行热轧、固溶、水淬和冷轧,得到低模量亚稳β钛合金。
13.优选地,所述熔炼的温度为3200~3500℃,所述熔炼的次数为3~4次,单次熔炼的时间为10~15min。
14.优选地,所述热轧的温度为850~950℃,所述热轧在厚度方向上的总变形量为60~80%。
15.优选地,所述固溶的温度为950~1050℃,保温时间为20~30min。
16.优选地,所述冷轧为多道次冷轧,所述冷轧在厚度方向上的总变形量为0~90%。
17.本发明提供了一种金属植入物,由上述技术方案所述低模量亚稳β钛合金或上述技术方案所述制备方法制备得到的低模量亚稳β钛合金制备得到。
18.本发明提供了一种低模量亚稳β钛合金,包括nb 20~30wt%,zr 0.1~9wt%,sn 0.1~8wt%,mo 0.1~5wt%,ta 0.1~5wt%,余量为ti。在本发明中,通过严格控制各元素含量,降低β相的稳定性,使钛合金具有较低的弹性模量,与人体骨骼的弹性模量匹配性好,可有效规避应力屏蔽效应,可以满足人体骨骼植入物的需求。
附图说明
19.图1为实施例1制备的钛合金的xrd图;
20.图2为对实施例制备的钛合金进行拉伸测试所需拉伸样品的示意图;
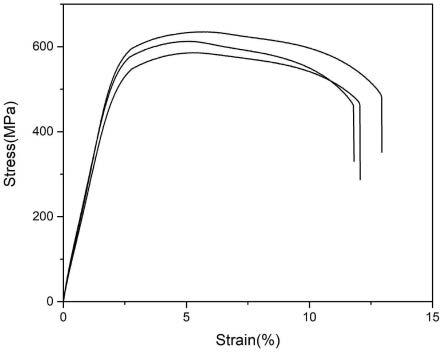
21.图3为对实施例1制备的钛合金进行拉伸测试所得真应力应变曲线;
22.图4为实施例2和实施例3制备的钛合金的xrd图;
23.图5为对实施例2和实施例3制备的钛合金进行拉伸测试所得真应力应变曲线;
24.图6为图5中真应力应变曲线的弹性阶段的放大图。
具体实施方式
25.本发明提供了一种低模量亚稳β钛合金,包括nb 20~30wt%,zr 0.1~9wt%,sn 0.1~8wt%,mo 0.1~5wt%,ta 0.1~5wt%,余量为ti。
26.本发明提供的低模量亚稳β钛合金包括nb 20~30wt%,优选为23~28wt%,更优选为25~26wt%,进一步优选为25.2~25.3wt%。在本发明中,所述nb作为β相稳定元素用于调控β相稳定性。
27.本发明提供的低模量亚稳β钛合金包括zr 0.1~9wt%,优选为2~6wt%,更优选为3~4wt%,进一步优选为3.9~4.0wt%。在本发明中,所述zr作为弱β相稳定元素,在与其他β相稳定元素交互作用下调控β相稳定性。
28.本发明提供的低模量亚稳β钛合金包括sn 0.1~8wt%,优选为sn3~7wt%,更优选为4~5wt%,进一步优选为4.3~4.4wt%。在本发明中,所述sn作为弱β相稳定元素,在与其他β相稳定元素交互作用下调控β相稳定性;同时sn金属本身的低模量可以有效降低整体合金模量。
29.本发明提供的低模量亚稳β钛合金包括mo 0.1~5wt%,优选为0.3~2wt%,更优选为0.5~1wt%,进一步优选为0.8~0.9wt%。在本发明中,所述mo作为强β相稳定元素用于调控β相稳定性。
30.本发明提供的低模量亚稳β钛合金包括ta0.1~5wt%,优选为0.5~3wt%,更优选为1~2wt%,进一步优选为1.3~1.4wt%。在本发明中,所述ta作为β相稳定元素用于调控β相稳定性。
31.本发明提供的低模量亚稳β钛合金包括余量的ti。
32.在本发明中,所述低模量亚稳β钛合金的主相为β相。
33.本发明提供了上述技术方案所述低模量亚稳β钛合金包括的制备方法,包括以下步骤:
34.按照上述技术所述低模量亚稳β钛合金的元素组成,将原料配料后进行熔炼,经冷
却得到铸锭;
35.将所述铸锭依次进行热轧、固溶、水淬和冷轧,得到低模量亚稳β钛合金。
36.本发明按照上述技术所述低模量亚稳β钛合金的元素组成,将原料配料后进行熔炼,经冷却得到铸锭。在本发明中,制备所述低模量亚稳β钛合金的原料优选为金属ti、金属nb、金属zr、金属mo、金属ta和ti-sn中间合金;所述金属ti、金属nb、金属zr、金属mo和金属ta的纯度优选≥99.99wt%;所述ti-sn中间合金中ti含量优选为20wt%。
37.将原料配料后,本发明将配料后所得混合原料进行熔炼,所得熔炼液经冷却得到铸锭。在本发明中,所述熔炼的温度优选为3300~3500℃,更优选为3500℃;所述熔炼的次数为3~4次,更优选为3次;单次所述熔炼的时间优选为10~15min,更优选为15min;所述熔炼优选在保护气氛中进行,本发明对提供保护气氛的保护气体种类没有特殊限定,采用本领域技术人员熟知的保护气体即可,具体如氩气。在本发明中,所述熔炼优选为真空非自耗电弧熔炼。本发明对所述冷却的具体操作方式没有特殊限定,采用本领域技术人员熟知的方式即可。在本发明的实施例中,所述铸锭具体为直径120mm、高45mm的半圆形。
38.得到铸锭后,本发明将所述铸锭依次进行热轧、固溶、水淬和冷轧,得到低模量亚稳β钛合金。在本发明中,所述热轧的温度优选为850~950℃,更优选为880~920℃,进一步优选为900℃;所述热轧在厚度方向上的总变形量优选为60~80%,更优选为70~78%,进一步优选为77.8%。本发明优选在上述条件下进行热轧,可以获得小厚度的规整合金,降低后续冷轧工序中所需轧机吨位。
39.在本发明中,所述固溶的温度优选为950~1050℃,更优选为980~1020℃,进一步优选为1000℃;保温时间优选为20~30min,更优选为20min。本发明优选在上述条件下进行固溶,能够通过短时固溶处理消除可能在热轧工序中生成的第二相。
40.本发明对所述水淬没有特殊的限定,采用本领域技术人员熟知的水淬方法即可。本发明优选通过水淬获得室温下β相占主导的组织。
41.所述水淬后,本发明优选将所得合金进行表面打磨,然后进行冷轧。本发明对所述表面打磨没有特殊限定,采用本领域技术人员熟知的方法进行表面打磨即可。在本发明中,所述冷轧优选为多道次冷轧,所述多道次冷轧的次数优选为4~6次,更优选为5次;相邻道次冷轧之间优选无中间退火;所述冷轧在厚度方向上的总变形量优选为0~90%,更优选为0~70%,进一步优选为25~35%,更进一步优选为30%。本发明优选在上述条件下进行冷轧,能够在进一步降低β相稳定性的同时提高位错密度,获得的弹性模量低于30gpa且屈服强度、抗拉强度显著提升,满足人体骨骼植入物需要。
42.本发明提供了一种金属植入物,由上述技术方案所述低模量亚稳β钛合金或上述技术方案所述制备方法制备得到的低模量亚稳β钛合金制备得到。在本发明中,所述金属植入物优选为人体骨骼植入物。
43.下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.实施例1
45.将金属ti、金属nb、金属zr、金属mo、金属ta和ti-sn中间合金进行配料,得到混合
原料;所述金属ti、金属nb、金属zr、金属mo和金属ta的纯度均为99.99wt%,所述ti-sn中间合金中ti含量为20wt%;
46.在氩气保护氛围中,将所述混合原料进行真空非自耗电弧熔炼3次,其中熔炼温度为3500℃,单次熔炼时间为15min;将熔炼后所得熔炼液冷却,得到直径为120mm、高为45mm的半圆形的铸锭;
47.将所述铸锭在900℃条件下进行热轧,得到厚度为10mm的热轧板材,其厚度方向的变形量为77.8%;
48.将所述热轧板材在1000℃条件下进行固溶20min,得到固溶板材;
49.将所述固溶板材依次进行水淬、表面打磨和多道次冷轧,其中冷轧道次为5次,相邻道次冷轧之间无中间退火,得到厚度为7mm的低模量亚稳β钛合金,其厚度方向的变形量为30%。
50.对本实施例制备的钛合金在ultim max 40(mira4 lmh)扫描电镜下进行能谱分析,其化学成分具体如表1所示。
51.表1实施例1中钛合金的化学成分(质量百分含量)
52.化学成分tinbzrmosnta名义64264141实测64.1225.283.990.874.361.38
53.对本实施例制备的钛合金进行表征和性能测试,具体如下:
54.1、使用电火花切割机从钛合金大块样品中切割出测量仪尺寸为10mm(长)
×
10mm(宽)
×
7mm(厚)的样品,对样品表面进行打磨抛光以便进行xrd分析,所用设备为d/max 2550型x射线衍射仪,实验采用cu辐射,石墨单色器滤波,工作电压为40kv,电流为450ma,扫描采用步进式扫描,扫描速率为5
°
/min,扫描范围为10~80
°
。结果如图1所示,xrd分析可以看出仅存在单一β相。
55.2、使用电火花切割机从钛合金大块样品中切割出测量仪尺寸为30mm(长)
×
4mm(宽)
×
1.5mm(厚)的拉伸样品(如图2所示),按gb4338-1995金属材料高温拉伸实验的标准进行拉伸性能测试,为了获得准确的应变,使用了引伸计,设备为instron 3369型电子万能材料试验机,每项测试进行三组取平均值,拉伸速率为2.0mm/min。所得真应力应变曲线如图3所示,取其前端线性部分拟合,测得钛合金的弹性模量为27.47
±
1.69gpa,名义屈服强度为512.57
±
38.56mpa,抗拉强度为612.30
±
32.06mpa,延伸率为12.27
±
0.75%。
56.实施例2
57.按照实施例1的方法制备钛合金,不同之处仅在于冷轧变形量为0。
58.实施例3
59.按照实施例1的方法制备钛合金,不同之处仅在于冷轧变形量为70%。
60.图4为实施例2和实施例3制备的钛合金的xrd图,结果显示实施例2和实施例3制备的钛合金仍仅存在单一β相,但是其位错密度随变形量的增加而提高,通过位错强化,显著提高了合金的屈服强度和抗拉强度。
61.对实施例2和实施例3制备的钛合金进行拉伸测试,每项测试进行三组取平均值,所得真应力应变曲线如图5所示(为了便于比较,将实施例1制备的钛合金经拉伸测试所得真应力应变曲线也体现在图5中)。根据图5可知,实施例2制备的钛合金的弹性模量为48.89
±
2.49gpa,名义屈服强度为247.71
±
15.01mpa,抗拉强度为689.17
±
18.42mpa,延伸率为34.30
±
2.16%;实施例3制备的钛合金的弹性模量为42.52
±
3.49gpa,名义屈服强度为783.53
±
38.63mpa,抗拉强度为875.99
±
42.56mpa,延伸率为7.52
±
1.5%。放大图5中真应力应变曲线的弹性阶段,结果如图6所示,可以发现,本发明实施例1~3中制备的钛合金均具有较低的弹性模量,可以满足人体骨骼植入物的需求;尤其实施例1中30%的冷轧变形量可以更为有效的降低钛合金的弹性模量,且综合性能优异,可以有效满足人体骨骼植入物的需求。
62.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。