1.本实用新型涉及捆扎机,特别是涉及捆扎机的开口式穿带装置。主要用适用于多圈环绕的环形产品的捆扎打包,例如多圈环绕的水管卷、电缆卷、电线卷。
背景技术:
2.捆扎机又称打包机或者束带机或者捆包机或者扎带机,利用捆扎带捆扎产品或包装件,然后收紧并将两端通过热压板热融粘接方式结合。目前市面上已经存在多种类型的捆扎机,分为自动捆扎机、半自动捆扎机、全自动捆扎机、加压式捆扎机等等,已有捆扎机的主要结构包括主体,主体中或者主体的侧壁设置整卷的捆扎带,捆扎带由动力带动正向输出或者反向抽紧,主体上设置穿带导向框架,当要对产品进行打包捆扎时,将该产品放在主体上方的穿带导向框架中间,然后由动力将捆扎带输出,捆扎带绕着穿带导向框架输出,捆扎带绕一圈后,其头部再输送至产品的下方,此时夹紧捆扎带头部,动力带动捆扎带卷反向旋转,将捆扎带反向抽紧在产品表面,最后将其剪断,并通过热压板将捆扎带头部和尾部热融后黏连在一起,达到对产品表面的捆扎束紧。如中国实用新型专利202121891955.2,专利名称为“一种一体式全自动打包机”, 包括打包机,打包机的底部固定安装有支腿,打包机的一侧固定安装有打包带盘,打包机顶部的一侧固定安装有控制面板,打包机的顶部固定安装有龙门架。该类捆扎机的穿带导向框(即龙门架)通常为“∏”形状,且其下部与主体装配在一起,形成一个封闭的结构,因此只能对产品的整个外圈进行捆扎打包,若产品为多圈环绕的卷管或者电缆等等,由于卷管、电缆等结构为圆环形结构,若直接对其外圈进行捆扎,捆扎带容易脱落,捆扎不可靠,因此需要将捆扎带的头部穿过圆环中心,对其单边或者两边或者两边以上进行环绕捆扎,但是已有的自动捆扎机都无法穿过圆环中心进行捆扎,人们通常只能手动进行捆扎,操作麻烦,导致捆扎效率低。
技术实现要素:
3.本实用新型的目的是为了克服已有技术存在的缺点,提供一种针对多圈环绕的产品包装,实现进行自动捆扎,捆扎可靠,操作方便,提高捆扎效率的捆扎机的开口式穿带装置。
4.本实用新型捆扎机的开口式穿带装置的技术方案是:包括主体,主体中设置捆扎带卷,捆扎带卷经动力带动正向旋转自动输出或反向旋转自动抽紧,主体上设置穿带导向框,穿带导向框中设置热压板,热压板经动力带动作前后移动,所述的穿带导向框包括下导向板、侧导向板、上导向板和圆弧导向板,所述的下导向板下部与主体相固定,下导向板的一侧制有侧导向板,下导向板与侧导向板之间经圆弧过度,侧导向板上制有上导向板,侧导向板与上导向板经圆弧过度,侧导向板上制有圆弧导入板,在主体上设置下导入板,下导入板的一侧有导出口,下导入板与圆弧导向板之间形成侧开口。
5.本实用新型公开了一种捆扎机的开口式穿带装置,由下导向板、侧导向板、上导向板和圆弧导向板组成穿带导向框,穿带导向框的一侧与下导入板之间形成侧开口,当要对
卷管或者电缆等呈多圈环绕结构的产品进行捆扎时,可用手握住该产品,使圆弧导向板和上导向板穿过产品的圆心,也可以将捆扎机直接与卷管机(卷管机的具体结构为已有技术,卷管机具有卷盘,卷盘由动力带动旋转,卷盘上设置卡爪,卡爪卡住产品进行卷绕)相对应,在产品完成卷绕后,通过平移结构将捆扎机向卷管机一侧移动,使捆扎机上的圆弧导向板和上导向板穿过产品的圆心,然后由主体(主体的具体结构为已有技术,与已有捆扎机的主体结构一致)带动捆扎带卷正向旋转,将捆扎带的头部向下导向板一侧输送,并沿着下导向板——圆弧过度——侧导向板——圆弧过度——上导向板——圆弧导向板输送至下导入板,再沿着下导入板输送至导出口,捆扎带的头部输送至热压板位置,并将捆扎带的头部夹紧(可通过动力带动夹紧板将捆扎带头部夹紧,夹紧结构为捆扎机中的已有技术),此时由动力带动捆扎带卷反向旋转,使捆扎带卷反向卷绕,捆扎带对环形结构产品的下部进行束紧,并通过剪切结构(剪切结构为捆扎机中的已有技术)将束紧后的捆扎带尾部进行剪切,并由热压板对剪断后的捆扎带头部及尾部进行加热热融,使捆扎带的头部和尾部熔接在一起,从而完成第一次捆扎,人们也可以根据需要将产品旋转一定角度,进行多次捆扎。本方案捆扎机的开口式穿带装置,主要是在穿带导向框的一侧制有开口,通过将多圈环绕结构产品的圆心穿过该穿带导向框的圆弧导向板和上导向板,便能实现对该产品的单边进行捆扎,捆扎可靠,操作方便,捆扎效率高。
6.本实用新型捆扎机的开口式穿带装置,所述的下导入板的一侧制有弧形导入板,弧形导入板与圆弧导向板相对应。弧形导入板稍凸出于圆弧导向板的外壁,这样可以保证捆扎带的头部在输送时,能够顺利输入下导入板上。
7.所述的主体的下方设置导轨,导轨中设置滑块,滑块与主体相固定,在导轨的一侧设置左右移动气缸,左右移动气缸的活塞杆连接滑块。当要将该捆扎机与卷管机配合使用时,在卷管机对产品完成卷绕后,由左右移动气缸的活塞杆推动滑块向卷管机一侧移动,滑块带动主体沿着导轨移动,使主体能够移动至与产品相对应。
8.所述的滑块与主体的底部之间设置支撑气缸或者气弹簧。当要将该捆扎机与卷管机配合使用时,将主体向卷管机一侧输送,卷绕好的产品下部与热压板仍然存在一定的间距,便会导致捆扎带无法捆扎紧密,有了支撑气缸或气弹簧,在上夹紧板与热压板对捆扎带的头部夹紧,捆扎带卷反向旋转束紧捆扎带时,支撑气缸或气弹簧便会带动整个主体向上移动一小段距离,使热压板和捆扎带的头部能与产品下部贴近,这样就能保证捆扎带能够捆扎更加的紧密、可靠。
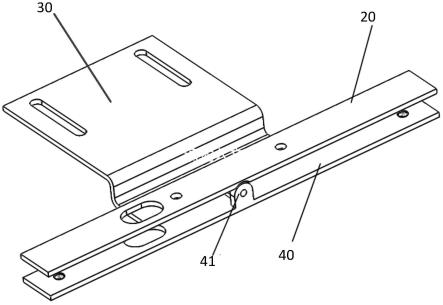
9.所述的主体上设置限位挡板,限位挡板上设置限位传感器,限位挡板沿着主体左右滑动。限位挡板可在主体上作左右移动,当要对产品进行捆扎打包时,可根据产品的宽度,先将限位挡板移动至合适的位置,当要将准备打包的产品送入穿带导向框中时,产品从穿带导向框的侧开口送入时,产品与限位挡板相接触,限位挡板上的限位传感器感应到(限位传感器的具体结构为已有技术,限位传感器可连接到控制面板上)产品输送到位,产品停止移动,捆扎机自动开始输送捆扎带,开始捆扎。
10.所述的下导向板、侧导向板、上导向板和圆弧导向板的前后两侧分别制有导向边框。
附图说明
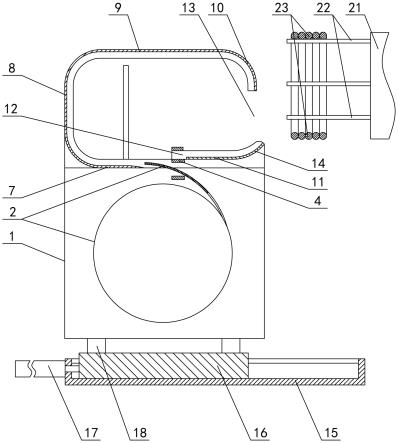
11.图1是本实用新型捆扎机的开口式穿带装置的结构示意图;
12.图2是穿带导向框的下导向板和侧导向板穿过卷管机上产品的圆心,且捆扎带输出状态结构示意图;
13.图3是穿带导向框的下导向板和侧导向板穿过卷管机上产品的圆心,且捆扎带对产品捆扎束紧状态结构示意图;
14.图4是多圈环绕的环形产品被捆扎带单边捆扎状态立体示意图。
具体实施方式
15.本实用新型涉及一种捆扎机的开口式穿带装置,如图1—图4所示,包括主体1,主体中设置捆扎带卷2,捆扎带卷经动力带动正向旋转自动输出或反向旋转自动抽紧,主体上设置穿带导向框,穿带导向框中设置热压板4,热压板经动力带动作前后移动,所述的穿带导向框包括下导向板7、侧导向板8、上导向板9和圆弧导向板10,所述的下导向板7下部与主体1相固定,下导向板的一侧制有侧导向板8,下导向板与侧导向板之间经圆弧过度,侧导向板上制有上导向板9,侧导向板与上导向板经圆弧过度,侧导向板上制有圆弧导入板10,在主体1上设置下导入板11,下导入板的一侧有导出口12,下导入板与圆弧导向板10之间形成侧开口13。由下导向板7、侧导向板8、上导向板9和圆弧导向板10组成穿带导向框,穿带导向框的一侧与下导入板11之间形成侧开口13,当要对卷管或者电缆等呈多圈环绕结构的产品23进行捆扎时,可用手握住该产品,使圆弧导向板10和上导向板9穿过产品的圆心,也可以将捆扎机直接与卷管机(卷管机的具体结构为已有技术,卷管机具有卷盘21,卷盘由动力带动旋转,卷盘上设置卡爪22,卡爪卡住产品23进行卷绕)相对应,在产品23完成卷绕后,通过平移结构将捆扎机向卷管机一侧移动,使捆扎机上的圆弧导向板10和上导向板9穿过产品的圆心,然后由主体1(主体的具体结构为已有技术,与已有捆扎机的主体结构一致)带动捆扎带卷2正向旋转,将捆扎带的头部向下导向板7一侧输送,并沿着下导向板7——圆弧过度——侧导向板8——圆弧过度——上导向板9——圆弧导向板10输送至下导入板11,再沿着下导入板输送至导出口12,捆扎带的头部输送至热压板4位置,并将捆扎带的头部夹紧(可通过动力带动夹紧板将捆扎带头部夹紧,夹紧结构为捆扎机中的已有技术),此时由动力带动捆扎带卷2反向旋转,使捆扎带卷反向卷绕,捆扎带对环形结构产品23的下部进行束紧,并通过剪切结构(剪切结构为捆扎机中的已有技术)将束紧后的捆扎带尾部进行剪切,并由热压板4对剪断后的捆扎带头部及尾部进行加热热融,使捆扎带的头部和尾部熔接在一起,从而完成第一次捆扎,人们也可以根据需要将产品23旋转一定角度,进行多次捆扎。本方案捆扎机的开口式穿带装置,主要是在穿带导向框的一侧制有开口,通过将多圈环绕结构产品23的圆心穿过该穿带导向框的圆弧导向板10和上导向板9,便能实现对该产品的单边进行捆扎,捆扎可靠,操作方便,捆扎效率高。所述的下导入板11的一侧制有弧形导入板14,弧形导入板与圆弧导向板10相对应。弧形导入板14稍凸出于圆弧导向板10的外壁,这样可以保证捆扎带的头部在输送时,能够顺利输入下导入板11上。所述的主体1的下方设置导轨15,导轨中设置滑块16,滑块与主体相固定,在导轨的一侧设置左右移动气缸17,左右移动气缸的活塞杆连接滑块16。当要将该捆扎机与卷管机配合使用时,在卷管机对产品23完成卷绕后,由左右移动气缸17的活塞杆推动滑块16向卷管机一侧移动,滑块带动主体1沿
着导轨15移动,使主体能够移动至与产品23相对应。所述的滑块16与主体1的底部之间设置支撑气缸18或者气弹簧。当要将该捆扎机与卷管机配合使用时,将主体1向卷管机一侧输送,卷绕好的产品下部与热压板4仍然存在一定的间距,便会导致捆扎带无法捆扎紧密,有了支撑气缸18或气弹簧,在上夹紧板5与热压板4对捆扎带的头部夹紧,捆扎带卷2反向旋转束紧捆扎带时,支撑气缸18或气弹簧便会带动整个主体1向上移动一小段距离,使热压板和捆扎带的头部能与产品下部贴近,这样就能保证捆扎带能够捆扎更加的紧密、可靠。所述的主体1上设置限位挡板20,限位挡板上设置限位传感器,限位挡板沿着主体左右滑动。限位挡板20可在主体1上作左右移动,当要对产品进行捆扎打包时,可根据产品的宽度,先将限位挡板移动至合适的位置,当要将准备打包的产品送入穿带导向框中时,产品从穿带导向框的侧开口13送入时,产品与限位挡板20相接触,限位挡板上的限位传感器感应到(限位传感器的具体结构为已有技术,限位传感器可连接到控制面板上)产品输送到位,产品停止移动,捆扎机自动开始输送捆扎带,开始捆扎。所述的下导向板7、侧导向板8、上导向板9和圆弧导向板10的前后两侧分别制有导向边框19。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。