1.本实用新型涉及刀具技术领域,尤其涉及一种加工刀具。
背景技术:
2.现有的加工刀具在加工螺栓时,先使用插刀刀具对螺栓的外周侧进行加工处理,再使用铣刀刀具对螺栓的上表面进行加工处理,最后再使用倒角刀对螺栓的棱边进行倒角处理。然而,频繁切换刀具加工处理螺栓,导致加工时间大幅度延长,降低了加工效率,且由于螺栓结构较小,切换不同刀具加工处理螺栓时,易偏离预定加工位置。
技术实现要素:
3.鉴于上述状况,有必要提供一种加工刀具,以解决上述的加工效率低且加工精度低的技术问题。
4.本实用新型实施例提供一种加工刀具,包括:刀柄;刀体,所述刀体的一端连接于所述刀柄,所述刀体的另一端设有刀头,所述刀头包括间隔设置的第一切削部和第二切削部,所述第一切削部背离所述刀柄的一端设有用于加工工件的第一表面的第一切削刃,所述第二切削部上靠近所述第一切削部的一侧设有用于加工倒角的所述第二切削刃。
5.在一些实施例中,所述刀头还包括排屑槽,所述排屑槽位于所述第一切削部和所述第二切削部之间。
6.在一些实施例中,所述刀体和所述刀柄具有同一中心轴线,所述第一切削刃与所述中心轴线呈第一预设夹角,所述刀头具有直径φ,所述第一切削刃的长度范围为
7.在一些实施例中,所述工件包括与所述第一表面相对上下的第二表面及连接所述第一表面、所述第二表面的外侧面;所述第二切削部还包括:第三切削刃,设于所述第二切削部靠近所述第一切削部的一侧并连接于所述第二切削刃远离所述排屑槽的一端,用于加工所述外侧面。
8.在一些实施例中,所述第二切削部还包括:第四切削刃,设于所述第二切削部背离所述刀柄的一端并连接于所述第三切削刃远离所述第二切削刃的一端,用于加工所述第二表面。
9.在一些实施例中,所述第四切削刃的延伸方向平行于所述第一切削刃的延伸方向,且垂直于所述第三切削刃的延伸方向,以使所述刀头抵接于待加工的物料。
10.在一些实施例中,所述第二切削刃与所述中心轴线呈第二预设夹角,所述第二预设夹角的角度范围为40
°‑
55
°
。
11.在一些实施例中,所述加工刀具还包括:导液通道,所述导液通道设置于所述刀柄和所述刀体的中部且贯穿所述刀柄和所述刀体,所述排屑槽设置有多个出液孔,多个所述出液孔与所述导液通道连通,以使所述刀头切削时降温。
12.在一些实施例中,所述刀柄和所述刀体为一体成型结构;所述第二切削部凸出于
所述第一切削部。
13.在一些实施例中,所述刀体的外表面覆盖有硬质合金涂层。
14.上述的加工刀具加工工件时,第一切削刃抵接于待加工工件的第一表面,第二切削刃抵接于待加工工件的棱边,刀体在刀柄的带动下转动,使得第一切削刃和第二切削刃在刀体的带动下同时加工工件,以完整地加工工件的第一表面和倒角。通过第一切削刃和第二切削刃,实现同时加工工件的第一表面和倒角,提高了加工效率,且一次完成加工工件,提高了加工精度。
附图说明
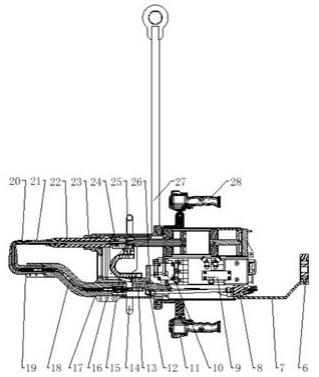
15.图1为本实用新型实施例提供的加工刀具的立体结构示意图。
16.图2为图1所示的加工刀具的另一角度的立体结构示意图。
17.图3为图1所示的加工刀具的局部平面示意图。
18.图4为图1所示的加工刀具的局部放大图。
19.主要元件符号说明
20.加工刀具100
21.刀柄10
22.刀体20
23.刀头30
24.第一切削部31
25.第一切削刃311
26.第二切削部32
27.第二切削刃321
28.第三切削刃322
29.第四切削刃323
30.排屑槽33
31.导液通道40
32.出液孔41
33.物料200
34.第一表面201
35.棱边202
36.外侧面203
37.工件300
38.第二表面301
39.中心轴线l
具体实施方式
40.下面为了能够更清楚地理解本实用新型的目的、特征和优点,下面结合附图和具体实施例对本实用新型进行详细描述。需要说明的是,在不冲突的情况下,本实用新型的实施例及实施例中的特征可以相互结合。在下面的描述中阐述了很多具体细节以便于充分理
解本实用新型,所述描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。
41.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多所述特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
42.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
43.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化涵括在本实用新型内。
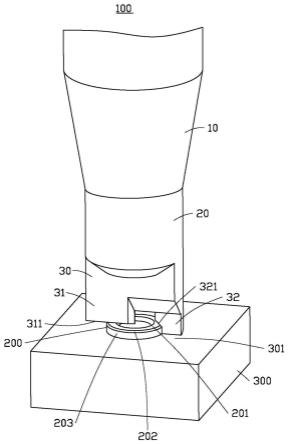
44.本实用新型实施例提供一种加工刀具,用于加工嵌设或螺纹连接于工件的物料,工件包括物料、相对上下的第一表面和第二表面及连接第一表面、第二表面的外侧面,第一表面位于凸出于第二表面的物料上,物料可以螺栓,工件可以为手机中框,以提高加工效率和加工精度。加工刀具包括:刀柄;刀体,刀体的一端连接于刀柄,刀体的另一端设有刀头,刀头包括间隔设置的第一切削部和第二切削部,第一切削部背离刀柄的一端设有用于加工工件的第一表面的第一切削刃,第二切削部上靠近第一切削部的一侧设有用于倒角的第二切削刃。
45.上述的加工刀具加工工件时,第一切削刃抵接于待加工工件的第一表面,第二切削刃抵接于待加工工件的棱边,刀体在刀柄的带动下转动,使得第一切削刃和第二切削刃在刀体的带动下同时加工工件,以完整地加工工件的第一表面和倒角。通过第一切削刃和第二切削刃,实现同时加工工件的第一表面和倒角,提高了加工效率,且一次完成加工工件,提高了加工精度。
46.下面结合附图,对本实用新型的实施例作进一步说明。
47.请参阅图1,一种加工刀具100包括刀柄10和刀体20。刀体20的一端连接于刀柄10,刀体20的另一端设有刀头30,刀头30包括间隔设置的第一切削部31和第二切削部32,第二切削部32凸出于第一切削部31,第一切削部31背离刀柄10的一端设有第一切削刃311,第二切削部32上靠近第一切削部31的一侧设有第二切削刃321。本实施例中,工件300包括一物料200、相对上下的第一表面201和第二表面301及连接第一表面201、第二表面301的外侧面203,第一表面201位于凸出于第二表面301的物料200上,物料200为螺柱,但不限于此。
48.上述加工刀具100加工物料200时,先将刀柄10连接于外部驱动设备(例如:机械手、机床等);接着,第一切削部31抵接于待加工物料200的第一表面201,第二切削部32抵接于待加工物料200的棱边202(即第一表面201与外侧面203的交界处),以此实现对待加工物料200的固定;最后,外部驱动设备驱动刀柄10带动刀体20转动,从而使第一切削刃311连续加工物料的第一表面201,实现对物料200的平面处理,同时,第二切削刃321在刀柄10的带动下连续加工物料200的棱边202,以对物料200进行倒角处理并去除棱边202的毛刺。
49.如此,通过第一切削刃311,能够替代铣刀刀具以对物料200进行平面加工,通过第二切削刃321,能够替代倒角刀具以对物料200进行倒角加工,可实现第一切削刃311和第二切削刃321在刀柄10的带动下同步加工物料200的平面和倒角,有效地避免了频繁切换不同类型的加工刀具,节约了加工时间,提高了加工效率。并且,由于加工物料200时需确定加工基准面,以便不同类型的加工刀具精准加工物料200的平面和倒角,通过本实施例提供的加工刀具100,可实现一次完成加工物料200的平面和倒角,避免了切换不同类型的加工刀具时加工基准面发生偏移,提高了加工精度。
50.请参阅图2,在一些实施例中,刀头30还包括排屑槽33,排屑槽33位于第一切削部31和第二切削部32之间。如此,通过排屑槽33,能够排出第一切削刃311和第二切削刃321加工物料200时所产生的碎屑,以避免碎屑与物料200产生摩擦而使物料200的表面出现毛刺,提高了加工精度和物料200的品质。
51.在一些实施例中,刀柄10和刀体20为一体成型结构,且刀体20的外表面覆盖有硬质合金涂层。在本实施例中,硬质合金涂层可以为氮化钛涂层、氮碳化钛涂层、氮钛铝涂层和氮化铬涂层等。
52.如此,通过设置硬质合金涂层,能够避免刀体20受到腐蚀,且降低刀体20的磨损率,提高加工刀具100的耐磨性和使用寿命。
53.请参阅图3,在一些实施例中,刀体20和刀柄10具有同一中心轴线l,第一切削刃311与中心轴线l呈第一预设夹角θ1,第一切削刃311的长度范围其中,为刀头30的直径。
54.如此,由于第一表面201可为平面,也可以为斜面,通过设置第一预设夹角θ1,以适配于第一表面201的倾斜角度,能够使第一切削刃311精准地抵接于第一表面201,使得第一切削刃311准确加工第一表面201,提高了加工精度;通过设置第一切削刃311的长度为能够使第一切削刃311在刀柄10的带动下转动360度时,第一切削刃311的加工面积完整地覆盖加工物料200的第一表面201,以使第一表面201被完整地加工,提高了加工精度。若第一切削刃311的长度小于时,则物料200的第一表面201未被第一切削刃311完整覆盖,使得第一表面201未被第一削刀刃3111完整地加工;若第一切削刃311的长度大于时,则使得第一切削部31和第二切削部32之间的间隙过小,即排屑槽33的宽度尺寸也减小,从而使第一切削部31和第二切削部32加工物料200所产生的碎屑难以通过排屑槽33及时排除,进而使碎屑与物料200及刀头30产生摩擦,降低了物料200的品质和加工刀具100的使用寿命。
55.在一些实施例中,第二切削部32还包括第三切削刃322,第三切削刃322设于第二切削部32靠近第一切削部31的一侧并连接于第二切削刃321远离排屑槽33的一端。
56.如此,通过第三切削刃322,能够抵接于物料200的外侧面203,以使第三切削刃322在刀柄10的带动下加工物料200的外侧面203,进一步地提高了物料200的品质,避免频繁切换加工刀具加工物料200的第一表面201、棱边202和外侧面203,提高了加工效率。在一些实施例中,第三切削刃322也可被设置为用于研磨外侧面203的工具、用于与外侧面203贴合定位的滑面等。
57.在一些实施例中,第二切削部32还包括第四切削刃323,第四切削刃323设于第二
切削部32背离刀柄10的一端并连接于第三切削刃322远离第二切削刃321的一端。
58.如此,由于物料200嵌设于或螺纹连接于工件300上,工件300上的第二表面301连接于物料200的外侧面203,通过第四切削刃323,能够抵接于第二表面301,以使第四切削刃323在刀柄10的带动下加工第二表面301,以提高工件300的品质。
59.在一些实施例中,第四切削刃323的延伸方向平行于第一切削刃311的延伸方向,且垂直于第三切削刃322的延伸方向。如此,能够使刀头30准确卡接于物料200和工件300,以使刀头30准确地贴合于第一表面201、棱边202、外侧面203和第二表面301,使得刀头30在刀柄10的带动下准确加工第一表面201、外侧面203和第二表面301,提高了加工精度。
60.在一些实施例中,第二切削刃321与中心轴线l形成第二预设夹角θ2。如此,通过设置第二预设夹角θ2,能够使第二切削刃321在刀柄10的带动下对物料200进行倒角处理,以使形成的倒角的角度与第二预设夹角θ2的角度相同。
61.在本实施例中,第二预设夹角θ2的角度范围为40
°‑
55
°
,能够使物料200所形成的倒角难以形成毛刺且美观度较高,若第二预设夹角θ2小于40
°
时,则使物料200形成的倒角的角度过小,从而难以去除棱边202的毛刺;若第二预设夹角θ2大于55
°
时,则使物料200形成的倒角的角度过大,从而使物料200的端部发生变形,降低了物料200的品质。
62.在其他实施例中,也可根据物料200的不同加工预设值,调整第二预设夹角θ2的角度范围,在此不再赘述。
63.请参阅图2和图4,在一些实施例中,加工刀具100还包括用于导入切削液或冷却液的导液通道40,导液通道40设置于刀柄10和刀体20的中部且贯穿刀柄10和刀体20,排屑槽33设置有多个出液孔41,多个出液孔41与导液通道40连通。
64.如此,由于第一切削部31和第二切削部32加工物料200时,第一切削部31和第二切削部32会产生大量的切削热,冷却液流经导液通道40,并通过出液孔41输送至第一切削部31和第二切削部32,以降低刀体20加工物料200时所产生的切削热,避免刀体20因温度过高而受损,提高了加工刀具100的使用寿命。
65.上述的加工刀具100加工物料200的工作过程为:
66.首先,将刀柄10连接于外部驱动设备;
67.接着,第一切削部31抵接于第一表面201,第二切削部32抵接于棱边202,第三切削刃322抵接于外侧面203,第四切削刃323抵接于第二表面301;
68.最后,外部驱动设备驱动刀柄10转动,刀体20在刀柄10的带动下转动,第一切削刃311在刀柄10的带动下加工物料的第一表面201,以对物料200进行平面处理,同时第二切削刃321在刀柄10的带动下加工物料200的棱边202,以对物料200进行倒角处理并去除棱边202的毛刺,且第三切削刃322和第四切削刃323也同时加工外侧面203和第二表面301。
69.上述的加工刀具100加工物料200时,第一切削刃311抵接于待加工物料200的第一表面201,第二切削刃321抵接于待加工物料200的棱边202,刀体20在刀柄10的带动下转动,使得第一切削刃311和第二切削刃321在刀体20的带动下同时加工物料200,以完整地加工物料200的第一表面201和进行倒角。通过第一切削刃311和第二切削刃321,实现同时加工物料200的第一表面201和进行倒角,提高了加工效率,且一次完成加工物料200,提高了加工精度。
70.最后应说明的是,以上实施例仅用以说明本技术的技术方案而非限制,尽管参照
较佳实施例对本技术进行了详细说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或等同替换,而不脱离本技术技术方案的精神和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。