1.本发明属于工装技术领域,具体是涉及一种销轴类工件焊接用自动装夹工装。
背景技术:
2.销轴是一类标准化的紧固件,既可静态固定连接,亦可与被连接件做相对运动,主要用于两零件的铰接处,构成铰链连接,销轴通常用开口销锁定,工作可靠,拆卸方便,有一些销轴类的工件在生产加工时需要将顶端焊接安装垫,以便于后期销轴在使用时进行安装固定。
3.现有公开号为:cn215919527u一种销轴焊接工装,包括支撑框架、高度调节机构、轴径调节机构和定位机构;支撑框架包括底板、支撑杆和定位板;支撑杆设置于底板和定位板之间;定位板上设置通孔;高度调节机构包括支座和千斤顶;支座设置于前述底板上;支座的顶部设置第一垫块;千斤顶设置于第一垫块上;千斤顶的顶部设置第二垫块。通过支撑框架提供焊接框架,通过高度调节机构、轴经调节机构实现满足对于不同尺寸销轴的焊接需求;通过定位机构时间对于待焊接的销轴的定位;且结构简单、操作便捷,可对销轴焊接过程中产生的变形加以控制、且能实现多种轴径与长度规格的销轴焊接,适于推广应用。
4.此装置在使用时通过千斤顶将销轴和焊接工件固定在装置内,此装置在焊接时不便于根据销轴直径进行调节,工装的用途单一,且焊接过程中焊渣会不断的堆积在衬套口,造成堆积,焊接出来的焊缝质量差,影响后续使用,使用效果不佳。
技术实现要素:
5.本发明的目的就在于提供一种销轴类工件焊接用自动装夹工装。
6.本发明所采用的技术方案如下:一种销轴类工件焊接用自动装夹工装,包括底板、用于固定焊枪的焊接组件,还包括用于快速装夹销轴类零件的固定组件、用于带动固定组件旋转的旋转组件;焊接组件设置在底板的上方,旋转组件的下方且位于底板上方设置有调节组件,固定组件安装在旋转组件的输出端;旋转组件包括固定安装在调节组件输出端的齿轮箱,齿轮箱外部连接有步进电机,齿轮箱的上方连接有旋转座;固定组件包括转动安装在旋转座上的安装外套,安装外套上开设有多个l形卡槽,l形卡槽的一侧且位于安装外套的内壁固定设置有卡块,旋转座上固定连接有弹簧,弹簧上方固定有卡盘,卡盘的内壁固定连接有防滑圈,卡盘上且与l形卡槽对应处固定设置有固定块,安装外套的一侧设置有伸缩杆,且伸缩杆固定在旋转座上,伸缩杆的输出端固定连接有支撑板,支撑板上固定设置有固定螺栓,固定螺栓的外部活动安装有压板。
7.优选地:卡盘设置为弹性材料,防滑圈设置为橡胶材质,且胶接在卡盘内壁。
8.优选地:卡盘的外壁且与防滑圈相对应处开设有环形槽。
9.优选地:卡块设置有锥度,且窄口端靠近旋转座。
10.优选地:调节组件包括两个固定安装在底板上的导轨,导轨之间设置有丝杆,且丝杆通过轴承安装在底板上,丝杆的输入端联轴器连接有伺服电机,导轨和丝杆的外部活动安装有移动座。
11.优选地:焊接组件包括固定在底板上的支撑梁,支撑梁内部开设有滑槽,滑槽内固定安装有滑动杆,滑动杆的外部滑动安装有安装座,且安装座通过紧固螺栓与支撑梁固定,安装座内部开设有安装孔。
12.本发明的有益效果为:通过将销轴插进卡盘内,由于销轴的直径不同,销轴与卡盘接触的位置也不同,此时销轴带动卡盘移动,卡盘脱离l形卡槽,卡盘上的固定块不断的与卡块配合,同时卡盘不断的变形,卡盘内的防滑圈贴紧销轴,并将销轴固定,同时固定块移动至合适位置并被卡块固定,销轴完成固定后将伸缩杆调整至合适高度,将安装垫固定在压板和支撑板之间,通过步进电机利用齿轮箱带动旋转座旋转,使得销轴旋转并配合焊枪进行焊接,如此便可快速的进行装夹,同时可以提高焊接质量。
附图说明
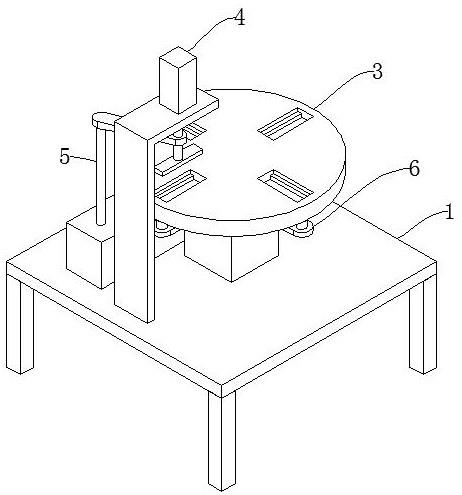
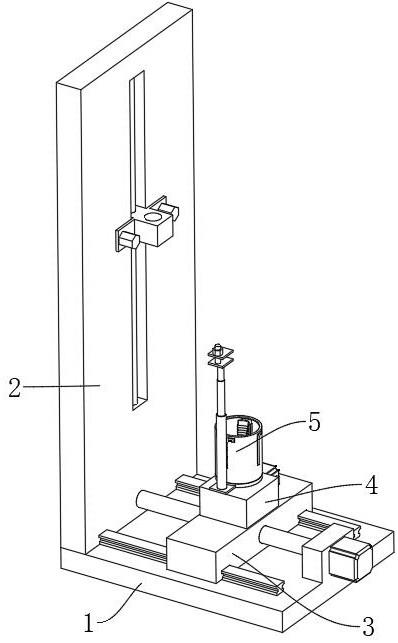
13.附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:图1是本发明所述一种销轴类工件焊接用自动装夹工装的第一结构示意图;图2是本发明所述一种销轴类工件焊接用自动装夹工装的第二结构示意图;图3是本发明所述一种销轴类工件焊接用自动装夹工装的俯视图;图4是图3中a-a的剖视图;图5是图4中m的局部示意图;图6是本发明所述一种销轴类工件焊接用自动装夹工装的旋转组件和固定组件的连接结构示意图;图7是本发明所述一种销轴类工件焊接用自动装夹工装的安装外套的结构示意图;图8是本发明所述一种销轴类工件焊接用自动装夹工装的安装外套的连接结构爆炸示意图。
14.附图标记说明如下:1、底板;2、焊接组件;3、调节组件;4、旋转组件;5、固定组件;21、支撑梁;22、滑动杆;23、安装座;31、导轨;32、丝杆;33、伺服电机;34、移动座;41、齿轮箱;42、步进电机;43、旋转座;51、安装外套;52、l形卡槽;53、卡块;54、弹簧;55、卡盘;56、固定块;57、防滑圈;58、伸缩杆;59、支撑板;501、固定螺栓;502、压板。
具体实施方式
15.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
16.下面通过实施例结合附图进一步说明本发明。
实施例
17.如图1-图8所示,一种销轴类工件焊接用自动装夹工装,包括底板1、用于固定焊枪的焊接组件2,还包括用于快速装夹销轴类零件的固定组件5、用于带动固定组件5旋转的旋转组件4;焊接组件2设置在底板1的上方,旋转组件4的下方且位于底板1上方设置有调节组件3,固定组件5安装在旋转组件4的输出端。
18.在本实施例中,如图2、图3所示,焊接组件2包括通过螺栓固定在底板1上的支撑梁21,支撑梁21内部开设有滑槽,滑槽内通过螺栓固定安装有滑动杆22,滑动杆22的外部滑动安装有安装座23,且安装座23通过紧固螺栓与支撑梁21固定,安装座23内部开设有安装孔,设置的安装孔用于固定焊枪,且焊枪固定在安装座23上,便于调节高度。
19.在本实施例中,如图2-图4所示,调节组件3包括两个通过螺栓固定安装在底板1上的导轨31,导轨31之间设置有丝杆32,且丝杆32通过轴承安装在底板1上,丝杆32的输入端联轴器连接有伺服电机33,导轨31和丝杆32的外部活动安装有移动座34,移动座34与丝杆32螺纹连接,移动座34与导轨31滑动连接,伺服电机33带动丝杆32旋转,使得移动座34沿着导轨31移动。
20.在本实施例中,如图2-图6所示,旋转组件4包括通过螺栓固定安装在移动座34上的齿轮箱41,齿轮箱41外部连接有步进电机42,齿轮箱41的上方连接有旋转座43,步进电机42的输出端通过齿轮箱41与旋转座43的输入端连接并带动其旋转。
21.在本实施例中,如图2-图8所示,固定组件5包括转动安装在旋转座43上的安装外套51,安装外套51与旋转座43摩擦连接,安装外套51上开设有多个l形卡槽52,l形卡槽52的一侧且位于安装外套51的内壁焊接有卡块53,卡块53设置有锥度,且窄口端靠近旋转座43,旋转座43上焊接有弹簧54,弹簧54上方焊接有卡盘55,卡盘55的内壁固定连接有防滑圈57,卡盘55设置为弹性材料,防滑圈57设置为橡胶材质,且胶接在卡盘55内壁,卡盘55的外壁且与防滑圈57相对应处开设有环形槽,卡盘55上且与l形卡槽52对应处焊接有固定块56,安装外套51的一侧设置有伸缩杆58,且伸缩杆58通过螺栓固定在旋转座43上,伸缩杆58的输出端焊接有支撑板59,支撑板59上焊接有固定螺栓501,固定螺栓501的外部活动安装有压板502,弹簧54起到连接和复位的作用,卡块53起到固定卡盘55的作用,卡盘55和防滑圈57用于固定销轴类工件,防止在焊接过程中移动,伸缩杆58便于调节高度,以便于和销轴适配,固定螺栓501和压板502将焊接的安装垫固定。
22.工作原理:在对销轴类工件进行焊接的时候,先将焊枪固定在安装座23内,调节好安装座23的位置并将其固定,通过伺服电机33带动丝杆32旋转,使得移动座34沿着导轨31移动,从而调节焊枪与焊缝之间的距离,将销轴插进卡盘55内,由于销轴的直径不同,销轴与卡盘55接触的位置也不同,此时销轴带动卡盘55移动,卡盘55脱离l形卡槽52,卡盘55上的固定块56不断的与卡块53配合,同时卡盘55不断的变形,卡盘55内的防滑圈57贴紧销轴,并将销轴固定,直至固定块56移动至合适位置并被卡块53固定,此时的弹簧54被压缩,销轴完成固定,再将伸缩杆58调整至合适高度,将安装垫固定在压板502和支撑板59之间,启动步进电机42利用齿轮箱41带动旋转座43旋转,使得销轴旋转并配合焊枪进行焊接,完成后
松开固定螺栓501,此时旋转安装外套51,使得固定块56从卡块53移动到l形卡槽52内,弹簧54带动卡盘55复位,使得焊接好的销轴取消固定,将焊接好的销轴取下,换上待焊接的销轴即可,如此循环使用。
23.以上结合附图对本发明的优选实施方式做了详细说明,但本发明并不限于上述实施方式,在所属技术领域技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。