技术特征:
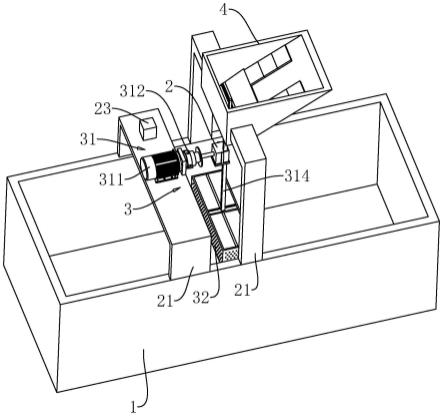
1.一种高耐蚀连续热镀锌铝镁型钢的制备方法,其特征在于,包括以下步骤:s1、预处理:将待镀型钢经脱脂处理、酸洗处理和漂洗处理后,得预处理型钢;s2、助镀:将预处理型钢浸入助镀剂中助镀,得助镀型钢;s3、热浸镀锌镁铝:将助镀型钢放入热镀浴池(1)中,热镀浴池(1)内容纳有锌合金浴,按质量百分比计,所述锌合金浴包括:0.01%-1%al、0.01%-1%mg、0.01%-1%稀土元素、余量为zn,所述mg与al的质量比为1:(0.2-10);所述热镀浴池(1)上设置有合金添加装置(3),所述合金添加装置(3)包括升降设置的合金篮(32),所需添加的所述zn、al、mg和稀土元素通过放置于合金篮(32)中压入热镀浴池(1)内;使助镀型钢浸入熔融的锌合金浴中,并使助镀型钢于锌合金浴中移动,进行热镀处理,继而再从锌合金浴中移动出,得镀层型钢;s4、精制:将镀层型钢经气刀或电磁吹抹后,得锌镁铝型钢。2.根据权利要求1所述的一种高耐蚀连续热镀锌铝镁型钢的制备方法,其特征在于:所述热镀浴池(1)上设置有安装架(2),所述合金添加装置(3)还包括升降组件(31),所述升降组件(31)设置于安装架(2)上,所述合金篮(32)通过升降组件(31)于热镀浴池(1)内升降,根据所述待镀型钢所需镀层的厚度和锌合金浴的成分,调整所述合金篮(32)中al、mg和稀土元素的用量以及合金篮(32)升降的高度;所述升降组件(31)包括转动电机(311)、调节齿轮(313)和调节齿条(314);所述转动电机(311)设置于安装架(2)上,所述转动电机(311)用于驱动调节齿轮(313)转动,所述安装架(2)上开设有供调节齿条(314)升降的滑槽(3141),所述调节齿条(314)与调节齿轮(313)啮合,所述合金篮(32)连接于调节齿条(314)上。3.根据权利要求2所述的一种高耐蚀连续热镀锌铝镁型钢的制备方法,其特征在于:所述安装架(2)上设置有自动报警装置(23),所述自动报警装置(23)用于定期提醒向合金篮(32)中添加合金。4.根据权利要求2所述的一种高耐蚀连续热镀锌铝镁型钢的制备方法,其特征在于:所述安装架(2)上设置有进料斗(4),所述调节齿条(314)沿进料斗(4)的轴向穿过进料斗(4);所述进料斗(4)上设置有进料齿轮(42)、进料齿条(43)和进料挡板(44);所述进料齿轮(42)转动连接在进料斗(4)的下部,所述进料齿条(43)连接于调节齿条(314)的顶部且与进料齿轮(42)啮合;所述进料斗(4)的内壁上开设有容纳槽(5),所述进料挡板(44)转动设置在进料斗(4)内,所述进料挡板(44)的一端通过连接杆(45)连接于进料齿轮(42)上,所述连接杆(45)与进料齿轮(42)同轴设置;所述进料挡板(44)可转动至完全容纳于容纳槽(5)内,所述进料挡板(44)亦可转动至进料挡板(44)远离连接杆(45)的一端位于容纳槽(5)外且与进料斗(4)的内壁之间形成限位台(6)。5.根据权利要求1所述的一种高耐蚀连续热镀锌铝镁型钢的制备方法,其特征在于:所述助镀剂包括有机材料和无机材料;所述有机材料包括n-十二烷基二甲基甜菜碱、脂肪醇聚氧乙烯醚、十二烷基硫酸钠及磷酸酯中的至少一种;
所述无机材料包括氯化锌、氯化铵、氯化钾、氯化钠、氯化铈、碳酸钠、碳酸氢铵、氯化钡、硝酸铈、硝酸钠中的至少两种。6.根据权利要求1所述的一种高耐蚀连续热镀锌铝镁型钢的制备方法,其特征在于:所述步骤s3中,锌合金浴的温度为440-465℃;助镀型钢浸入熔融的锌合金浴中时间为10-60s;所述步骤s4中,吹抹压力为0.5-0.8mpa,吹抹气体温度为60-100℃,所述吹抹气体包括氮气或空气。7.根据权利要求1所述的一种高耐蚀连续热镀锌铝镁型钢的制备方法,其特征在于:所述步骤s2中,所述助镀剂的温度为20-65℃,所述预处理型钢浸入助镀剂中的时间为30s-90s。8.根据权利要求1所述的一种高耐蚀连续热镀锌铝镁型钢的制备方法,其特征在于:所述步骤s1中,在所述脱脂处理中采用质量百分浓度为1-10%的氢氧化钠水溶液为脱脂液,并于脱脂液中添加质量百分浓度为1-2%的低温高效碱性脱脂剂;所述脱脂处理的温度为40-50℃,所述脱脂处理的时间为5-15min。9.根据权利要求7所述的一种高耐蚀连续热镀锌铝镁型钢的制备方法,其特征在于:所述步骤s1中,在所述酸洗处理中采用质量百分浓度为10%-20%的盐酸水溶液为酸洗液,所述酸洗处理的温度为20℃-30℃,所述酸洗处理的时间为10min-60min。10.一种高耐蚀锌铝镁型钢,其特征在于:采用如权利要求1-8任意一项所述的一种高耐蚀连续热镀锌铝镁型钢的制备方法制得,所述高耐蚀锌铝镁型钢包括待镀型钢和镀于待镀型钢上的锌铝镁合金层,所述锌铝镁合金层的厚度为10-50μm。
技术总结
本申请涉及钢铁表面防腐领域,具体公开了一种高耐蚀连续热镀锌铝镁型钢的制备方法,包括以下步骤:S1、预处理;S2、助镀;S3、热浸镀锌镁铝:将助镀型钢放入热镀浴池中,热镀浴池内容纳有锌合金浴,按质量百分比计,所述锌合金浴包括:0.01%-1%Al、0.01%-1%Mg、0.01%-1%稀土元素、余量为Zn;所述热镀浴池上设置有合金添加装置,所述合金添加装置包括升降设置的合金篮,所需添加的所述Zn、Al、Mg和稀土元素通过放置于合金篮中压入热镀浴池内;S4、精制。另外,本申请的制备方法具有提高连续热镀锌铝镁型钢耐腐蚀性能的同时简化工艺的优点。钢耐腐蚀性能的同时简化工艺的优点。钢耐腐蚀性能的同时简化工艺的优点。
技术研发人员:袁冲 李志强 朱更友 蒋伟 张景文 孔纲
受保护的技术使用者:华南理工大学
技术研发日:2022.09.14
技术公布日:2022/11/18
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。