1.本发明涉及某配气阀座(带锥度的孔)的检测,属于机械制造行业的质量检测领域,具体为一种测量锥孔空间角度的装置及方法。
背景技术:
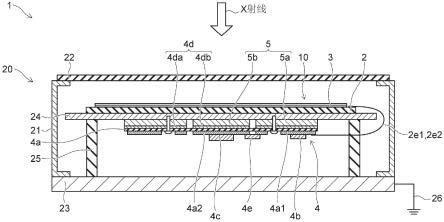
2.某产品上使用的配气阀座(带锥度的孔),如附图1、2所示。
3.技术要求:配气阀座材料为浸银石墨m209g q/kjs001-93,各表面不得有气孔、裂纹及碰伤等缺陷;内锥面60
°±
1',锥面之贴合面应达到80%~90%;外锥面20
°±
2',锥面之贴合面不小于85%。通常情况下,配气阀座加工中5个锥孔研磨到φ5.5
0.0750
后用塞规5.5h11检测孔径,拉槽后用塞规1.56h9q/sp541-85检测槽的宽度;后续内锥、外锥加工完后,槽的位置及5孔的位置度有可能发生变化。
4.配气阀座定位槽1.5
0.085 0.060
的分中角度36
°±
30
′
及5-φ5.5
0.0750
锥孔的均布角度72
°±
30
′
为空间角度,较难测量,一般在三坐标测量机上检测;由于5孔是带锥度的孔,检测时还需要专配量棒,且配气阀座材料特殊,容易掉块,无法直接计量检测。
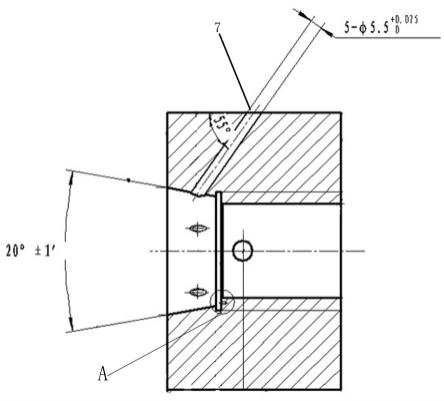
5.目前只是在其加工设备坐标镗床上进行打表比对检测,如附图3所示。检测方法如下:a. 通过锥面找正配气阀座;b. 用块规插入槽,找槽中心,定为0点;c. 工作台旋转55
°
;d. 依次找正孔中心,读出各个位置对应的角度(
①‑②‑③‑④‑⑤
);同时拉孔的母线,观察孔的倾斜程度。因加工设备与计量检测设备精度不同,故该检测方法所得数据仅供参考,不能正式作为正式检测结果。
技术实现要素:
6.本发明为解决目前因产品材料特殊,容易掉块,无法直接在三坐标测量机上测量锥孔的均布角度的技术问题,提供了一种全新的测量锥孔空间角度的装置及方法。
7.本发明是采用如下技术方案实现的:一种测量锥孔空间角度的装置,包括配气阀座量规体和圆柱销;所述配气阀座量规体中心开有与其轴线同轴的通孔,所述通孔包括靠近配气阀座量规体顶部的呈向外扩口的锥形孔、位于配气阀座量规体中下部的直孔以及连接锥形孔和直孔的退刀槽;所述锥形孔的底部内径大于直孔的内径,退刀槽的内径大于锥形孔的底部内径;锥形孔的锥角与待测配气阀座的外锥角相配合;直孔的顶部端面开有一个与配气阀座量规体轴向平行的用于限位配气阀座定位槽的销孔并配有销;配气阀座量规体外壁上开有五个等间距环绕轴线分布的测量孔,所述测量孔由配气阀座量规体外壁伸至锥形孔内,所述圆柱销能够伸入测量孔内;测量孔与配气阀座量规体轴线所成夹角与待测
配气阀座的五个锥孔与配气阀座轴线所成角度相同,且测量孔与配气阀座五个锥孔的内径相同。
8.本发明所述的一种测量锥孔空间角度的方法采用如下技术方案实现:将加工完的配气阀座装在配气阀座量规体的锥形孔中,并确保定位槽卡在锥形孔底面的定位销上,检查配气阀座的5个φ5.5
0.0750
锥孔应与量规体的5个测量孔一一对齐,不允许有错位偏斜;再用圆柱销插入锥孔和测量孔中应能轻松的进去,并能插到底,即尽量保证两孔完全对齐;用手按配气阀座的上端面,应稳定可靠,感觉不到晃动,则该配气阀座定位槽的分中角度和锥孔的均布角度合格。
9.本发明与现有空间角度测量方法相比具有如下有益效果:(1)提供了一种全新的对空间角度的测量方法,并设计专用量规进行间接测量。
10.(2) 拓展测量思路,实现了因材料特殊,易掉块产品带锥度孔的空间角度的综合测量。
附图说明
11.图1配气阀座主视结构示意图。
12.图2 为图1的侧视图。
13.图3传统方法中配气阀座检测时的示意图。
14.图4配气阀座量规体结构示意图。
15.图5为图4中a的局部放大示意图之一(3:1)。
16.图6为图4中a的局部放大示意图之二(5:1)。
17.图7圆柱销的结构示意图。
18.图8量规检测配气阀座示意图。
19.1-配气阀座量规体,2-圆柱销,3-销,4-配气阀座,5-定位槽,6-锥孔,7-测量孔。
具体实施方式
20.实施例1一种测量锥孔空间角度的装置,包括配气阀座量规体1和圆柱销2;所述配气阀座量规体1中心开有与其轴线同轴的通孔,所述通孔包括靠近配气阀座量规体顶部的呈向外扩口的锥形孔、位于配气阀座量规体1中下部的直孔以及连接锥形孔和直孔的退刀槽;所述锥形孔的底部内径大于直孔的内径,退刀槽的内径大于锥形孔的底部内径;锥形孔的锥角与待测配气阀座4的外锥角相配合;直孔的顶部端面开有一个与配气阀座量规体1轴向平行的用于限位配气阀座定位槽5的销孔并配有销3;配气阀座量规体1外壁上开有五个等间距环绕轴线分布的测量孔7,所述测量孔7由配气阀座量规体1外壁伸至锥形孔内,所述圆柱销2能够伸入测量孔7内;测量孔7与配气阀座量规体1轴线所成夹角与待测配气阀座4的五个锥孔6与配气阀座4轴线所成角度相同,且测量孔7与配气阀座4五个锥孔6的内径相同。
21.实施例2所述配气阀座量规体1高度为50mm,外径为80mm;锥形孔锥角为20
±1°
,锥形孔最大内径为45
0.0160 mm;直孔内径为33-0.030
mm,退刀槽内径为41mm;锥形孔高度为17.5mm,退刀槽高度为2mm;测量孔7内径为5.5
0.0750 mm,测量孔7轴线与配气阀座量规体1轴线的夹角
为55
°
;销孔内径为1.5
0.040
mm,深度为3
0.40
mm,销3的规格为1.5
×
6mm,销孔中心线与配气阀座量规体1轴线的间距为18.5mm。
22.直孔与退刀槽的交界部分呈30
°
斜角。
23.圆柱销2外径为φ5.2
0-0.05
mm,长70mm,圆柱销2两端面均倒45度圆角。
24.本发明的创新点如下:一种测量锥孔空间角度的装置及方法,通过设计专用量规,对某配气阀座(带锥度的孔)定位槽的分中角度及锥孔的均布角度进行综合检测。
25.具体步骤包括:a.设计专用量规依据相关产品(配气阀座、气缸体、气缸体部件)图纸的尺寸和形位公差要求,参考配气阀座装配在气缸体部件上的实际状态,设计一套配气阀座专用量规,包括配气阀座量规体(lg1)和圆柱销(lg2),对加工好的配气阀座的定位槽的分中情况及孔的均布性进行综合检测,完全符合要求的判定为合格产品。
26.配气阀座量规体(lg1)技术要求:热处理hrc28-30;材料:1cr17ni2(gb/t1220-92)。
27.圆柱销(lg2)技术要求:热处理hrc40-45,允许两端留中心孔;材料:9cr18(gb/1220-92)。
28.b.检测方法将加工完的配气阀座装在量规体20
°
锥形孔中,注意槽1.5
0.085 0.060
应卡在锥形孔底面的定位销上,检查配气阀座的5个φ5.5
0.0750
锥孔应与量规体的5测量孔一一对齐,不允许有错位偏斜。再用φ5.2
0-0.05
的圆柱销插入孔中应能轻松的进去,并能插到底,即尽量保证两孔完全对齐。用手按配气阀座的上端面,应稳定可靠,感觉不到晃动。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。