1.本发明创造属于金属显微组织测定领域,尤其是涉及一种高强度钛合金金相制样方法。
背景技术:
2.随着航空航天技术高速发展,飞行器的各类紧固件零件都对高强度钛合金提出了越来越高的要求,这使得抗拉强度超过1500mpa的高强度、高韧性钛合金成为非常重要的发展方向。根据钛合金室温状态下的平衡组织,可把钛合金分为α钛合金、近α钛合金、α β钛合金、近β钛合金和β钛合金。ti-1500近β钛合金由于其韧性好,在金相试样制备时,磨抛试样检测面经常出现“橘皮”现象,如图11-12所示,腐蚀后显微组织无法清晰显示,如图13-14所示。
发明创造内容
3.有鉴于此,本发明创造旨在提出一种高强度钛合金金相制样方法,以避免出现“橘皮”现象,使显微组织能够清晰显示金相腐蚀。
4.为达到上述目的,本发明创造的技术方案是这样实现的:
5.一种高强度钛合金金相制样方法,包括以下步骤:
6.s1:将待检测样品加工出测试面并进行金相镶嵌;优选地,通过线切割将ti-1500材料的紧固件切剖后形成测试面,再通过透明金相镶嵌料进行镶嵌,确保样品表面与镶嵌料之间无缝隙,避免腐蚀过程中无酸浸出造成样品测试面污染;
7.s2:在磨抛机上使用砂纸对测试面进行磨制;
8.s3:通过金刚石抛光剂对磨制后的测试面进行抛光,以能够去除细小划痕及“橘皮”现象为止;
9.s4:使用混合腐蚀剂对抛光后的测试面进行擦拭,然后用无水乙醇进行清洗并吹干,得到所需的干净无划痕金相试样。
10.进一步地,步骤s2中依次使用120#砂纸、600#砂纸及2000#砂纸进行磨制,磨抛盘的转速为200rpm,磨制压力为1.8dan,夹具转速为120rpm,磨抛盘与夹具转动方向相同。
11.进一步地,120#砂纸的磨制时间为250s,600#砂纸的磨制时间为180s,2000#砂纸的磨制时间为120s。
12.进一步地,步骤s3中以丝绒作为抛光布,依次以3.5μm及0.5μm金刚石抛光剂进行抛光,抛光布的转速为200rpm,抛光压力为1.8dan,夹具转速为120rpm,抛光布与夹具转动方向相同。
13.进一步地,所述混合腐蚀剂按体积份数包括以下组分:氢氟酸2份、盐酸3份、硝酸5份、水190份。
14.进一步地,混合腐蚀剂擦拭时间为30-120s。
15.相对于现有技术,本发明创造所述的高强度钛合金金相制样方法具有以下优势:
16.本发明创造所述的高强度钛合金金相制样方法操作简单,解决了ti-1500等类似的近β钛合金在制样过程中出现划痕及“橘皮”现象,从而造成金相腐蚀无法清晰显示金相组织的问题,能够得到组织结构清晰无划痕的近β钛合金金相试样。
附图说明
17.构成本发明创造的一部分的附图用来提供对本发明创造的进一步理解,本发明创造的示意性实施例及其说明用于解释本发明创造,并不构成对本发明创造的不当限定。在附图中:
18.图1为本发明创造实施例1抛光后的样品测试面50倍放大示意图;
19.图2为本发明创造实施例1抛光后的样品测试面500倍放大示意图;
20.图3为本发明创造实施例1腐蚀后的样品测试面200倍放大示意图;
21.图4为本发明创造实施例1腐蚀后的样品测试面500倍放大示意图;
22.图5为本发明创造对比例1抛光后的样品测试面100倍放大示意图;
23.图6为本发明创造对比例1抛光后的样品测试面200倍放大示意图;
24.图7为本发明创造对比例1抛光后的样品测试面500倍放大示意图;
25.图8为本发明创造对比例2抛光后的样品测试面100倍放大示意图;
26.图9为本发明创造对比例2抛光后的样品测试面200倍放大示意图;
27.图10为本发明创造对比例2抛光后的样品测试面500倍放大示意图;
28.图11为现有技术中对ti-1500近β钛合金磨抛后的样品测试面出现“橘皮”现象的示意图;
29.图12为现有技术中对ti-1500近β钛合金磨抛后的样品测试面出现“橘皮”现象的示意图;
30.图13为现有技术中对ti-1500近β钛合金腐蚀后的样品测试面放大示意图;
31.图14为现有技术中对ti-1500近β钛合金腐蚀后的样品测试面放大示意图。
具体实施方式
32.需要说明的是,在不冲突的情况下,本发明创造中的实施例及实施例中的特征可以相互组合。
33.下面将参考附图并结合实施例来详细说明本发明创造。
34.本实施例中的高强度钛合金金相制样方法包括以下步骤:
35.s1:通过线切割将ti-1500材料的紧固件切剖后形成测试面,再通过透明金相镶嵌料进行镶嵌,确保样品表面与镶嵌料之间无缝隙;
36.s2:在磨抛机上依次使用120#砂纸、600#砂纸及2000#砂纸对测试面进行磨制,磨制工艺参数如表1所示;
37.序号123磨抛盘120#砂纸600#砂纸2000#砂纸转速(rpm)200200200润滑剂水水水力(dan)1.81.81.8
夹具转速(rpm)120120120旋转方向同向同向同向时间(s)250s180s120s
38.表1磨制工艺参数
39.s3:以丝绒作为抛光布,依次以3.5μm及0.5μm金刚石抛光剂对磨制后的测试面进行抛光,抛光工艺参数如表2所示,以能够去除细小划痕及“橘皮”现象为止,抛光后的测试面放大50倍如图1所示,放大500倍如图2所示;
[0040][0041][0042]
表2抛光工艺参数
[0043]
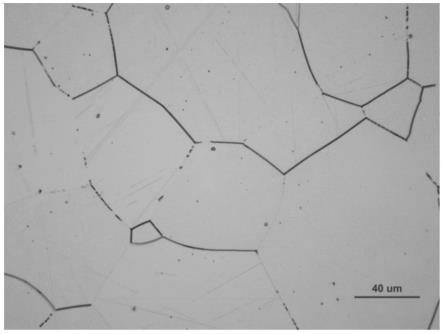
s4:使用混合腐蚀剂对抛光后的测试面进行擦拭,混合腐蚀剂按体积份数包括以下组分:氢氟酸2份、盐酸3份、硝酸5份、水190份,混合腐蚀剂擦拭时间为30-120s,然后用无水乙醇进行清洗并吹干,得到干净无划痕金相试样,放大200倍如图3所示,放大500倍如图4所示。
[0044]
对比例1
[0045]
本对比例中的高强度钛合金金相制样方法包括以下步骤:
[0046]
s1:通过线切割将ti-1500材料的紧固件切剖后形成测试面,再通过透明金相镶嵌料进行镶嵌,确保样品表面与镶嵌料之间无缝隙;
[0047]
s2:在磨抛机上依次使用120#砂纸、600#砂纸及2000#砂纸对测试面进行磨制,磨制工艺参数如表3所示;
[0048]
序号123磨抛盘120#砂纸600#砂纸2000#砂纸转速(rpm)150150150润滑剂水水水力(dan)1.51.51.5夹具转速(rpm)808080旋转方向同向同向同向时间(s)100s180s180s
[0049]
表3磨制工艺参数
[0050]
s3:以丝绒作为抛光布,以3.5μm金刚石抛光剂对磨制后的测试面进行抛光,抛光
工艺参数如表4所示,抛光后的测试面放大100倍如图5所示,放大200倍如图6所示,放大500倍如图7所示;
[0051]
步骤4抛光布抛光布转速(rpm)150润滑剂3.5μm金刚石力(dan)1.5夹具转速(rpm)80旋转方向同向时间(s)180s
[0052]
表4抛光工艺参数
[0053]
根据图5-7可知,本对比例制得的金相试样表面有大量划痕,无法清晰观察金相试样组织。
[0054]
对比例2
[0055]
本对比例中的高强度钛合金金相制样方法包括以下步骤:
[0056]
s1:通过线切割将ti-1500材料的紧固件切剖后形成测试面,再通过透明金相镶嵌料进行镶嵌,确保样品表面与镶嵌料之间无缝隙;
[0057]
s2:在磨抛机上依次使用120#砂纸、600#砂纸及2000#砂纸对测试面进行磨制,磨制工艺参数如表5所示;
[0058][0059][0060]
表5磨制工艺参数
[0061]
s3:以丝绒作为抛光布,以3.5μm金刚石抛光剂对磨制后的测试面进行抛光,抛光工艺参数如表6所示,抛光后的测试面放大100倍如图8所示,放大200倍如图9所示,放大500倍如图10所示;
[0062]
步骤4抛光布抛光布转速(rpm)200
润滑剂3.5μm金刚石力(dan)1.8夹具转速(rpm)120旋转方向同向时间(s)120s
[0063]
表6抛光工艺参数
[0064]
根据图8-10可知,本对比例制得的金相试样表面有较多细微划痕,无法清晰观察金相试样组织。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。