1.本发明涉及一种连铸大包回转台轴承间隙测量方法。
背景技术:
2.大包回转台是炼钢连铸部分的重要设备,自投产以后,大包回转台回转轴承没有更换过,回转轴承间隙测量数据是决定更换回转轴承的关键数据。在论文《大包回转台故障原因分析及处理》中,有一种使用内径千分尺测量大包回转台轴承间隙的方法,在回转轴承内圈测量基准,当回转台空载及重载分别转到两个位置时,使用内径千分尺测量旋转座与固定座之间的尺寸,得出回转轴承间隙数据。
3.对比资料1:大包回转台故障原因分析及处理
4.在论文《大包回转台故障原因分析及处理》一文中,提到一种使用内径千分尺测量大包回转台轴承间隙的方法,在回转轴承内圈测量基准,当回转台空载及重载分别转到两个位置时,使用内径千分尺测量旋转座与固定座之间的尺寸,得出回转轴承间隙数据。此方法受到大包回转台构造限制,不能适用于所有种类的大包回转台轴承间隙测量。而且受到千分尺倾斜、上下表面平面度等因素的影响,会使得测量精度降低。
5.对比资料2:一种轴承磨损测量仪器及其制造工艺
6.本发明公开了一种轴承磨损测量仪器及其制造工艺,本发明涉及磨损测量仪技术领域。下壳体的内部中间固定安装有硬板,下壳体的上端且位于硬板的一侧固定安装有软板,另一侧分别固定安装有相对称的第一高温连接线和第二高温连接线,下壳体、上壳体、硬板、软板和第一高温连接线共同形成一个整体,上壳体和下壳体的内部分别开设有第一穴口和第二穴口,所以,不仅避免发生导线缠绕的问题,而且还解决了导线延长线缆对测量精度影响的问题,同时还降低了传感器探头与被测轴之间的测量间隙,从而提高了整体的测量精度,可有效直观的测量轴承磨损量,同时具有防尘方式,防电磁干燥,提高了抗冲击性能,进一步的提高了测量效率。此发明未能采用激光跟踪仪进行测量,且不适用于连铸大包回转台轴承间隙测量。
7.对比资料3:用于重型采掘设备的滑动轴承磨损量检测方法及系统
8.本发明公开一种用于重型采掘设备的滑动轴承磨损量检测方法及系统,采掘设备包括支撑轴、滑动轴承、轮体以及轴座;其中,滑动轴承与支撑轴之间具有磨损间隙,所述检测方法包括在轴座上开设检测孔或检测槽,检测孔或检测槽的延伸方向与支撑轴的轴线平行;沿检测孔或检测槽插入检测棒直至磨损间隙内;检测棒根据直径大小设置若干个,按直径由小至大的顺序依次插入,直至检测棒的上壁与磨损间隙的上壁接触或检测棒无法插入磨损间隙内;根据支撑轴直径、检测孔的轴线至支撑轴的轴线的距离以及检测棒的直径确定磨损间隙的大小;或者,根据检测棒的直径确定磨损间隙的大小。本发明解决了现有重型采掘设备滑动轴承磨损量的检测方法操作难度较高的问题。此发明未能采用激光跟踪仪进行测量,且不适用于连铸大包回转台轴承间隙测量。
技术实现要素:
9.本发明的目的是提供一种连铸大包回转台轴承间隙测量方法,用于连铸大包回转台轴承间隙测量,无需拆除大包回转台任何部件即可对大包回转台轴承间隙进行精密测量,测量精度高。
10.为解决上述技术问题,本发明采用如下技术方案:
11.本发明一种连铸大包回转台轴承间隙测量方法,包括如下步骤:
12.架设激光跟踪仪,进行粗平;
13.使用胶水将激光跟踪仪测量底座粘在回转臂下方稳定位置,在一、二号回转臂位置分别粘两个控制点;
14.检查并校准激光跟踪仪;打开测量软件,进行虚拟水平,并建立大地水平面;一、二号回转臂空置时,测量四个测量底座的z坐标值;一号回转臂放置标准罐时测量一号回转臂上的一号底座和二号底座的z坐标值;二号回转臂放置标准罐时测量二号回转臂上的三号底座和四号底座的z坐标值;
15.通过公式计算出一、二号臂位置的间隙值。
16.进一步的,所述激光跟踪仪为api激光跟踪仪。
17.进一步的,当|z
标2-z2|-|z
标1-z1|或者|z
标4-z4|-|z
标3-z3|的值大于0.1mm时,应重新进行测量。
18.进一步的,具体包括如下步骤:
19.s1.将激光跟踪仪放置于大包回转台所在平台的稳定地面,对仪器三脚架圆水准气泡进行粗平;
20.s2.使用热熔胶枪及502胶水将激光跟踪仪测量底座粘在回转臂下方稳定位置,尽量靠近齿轮边缘的地方,在一号回转臂位置分别粘两个控制点:一号底座和二号底座,这两个底座相互检核测量效果;在二号回转臂位置分别粘两个控制点:三号底座和四号底座,这两个底座相互检核测量效果;
21.s3.对激光跟踪仪进行前后式检查,确认其精度符合测量要求时,打开测量软件准备测量,如果前后式检查其精度不符合测量要求时,使用qvc功能校准激光跟踪仪,直到其前后式检查精度符合测量要求时,进行下一步;
22.s4.打开测量软件,进行虚拟水平,并建立大地水平面;
23.s5.将一号回转臂转到正对激光跟踪仪架设位置,测量一号底座和二号底座的z值,分别为z1、z2;将回转臂转动180度再采集二号回转臂位置三号底座和四号底座的z值,分别为z3、z4;
24.s6.在一号回转臂放置标准罐,二号回转臂位置不放罐情况下,将回转臂转动180度,测量一号底座和二号底座的z值,分别为z
标1
、z
标2
;
25.s7.回转臂转动180度,将一号回转臂放置标准罐吊起,回转臂转动180度,再将二号回转臂放置标准罐,回转臂转动180度,再采集二号回转臂位置三号底座和四号底座的z值,分别为z
标3
、z
标4
;
26.s8.通过公式一计算出一号臂位置的间隙值:
27.公式一:j1=(|z
标1-z1| |z
标2-z2|)/2
28.其中:
29.j1为一号回转臂位置的轴承间隙;
30.z
标1
为一号回转臂放置标准罐时一号底座的z坐标值;
31.z
标2
为一号回转臂放置标准罐时二号底座的z坐标值;
32.z1为一、二号回转臂空置时,一号底座的z坐标值;
33.z2为一、二号回转臂空置时,二号底座的z坐标值;
34.通过公式二计算出二号臂位置的间隙值:
35.公式二:j2=(|z
标3-z3| |z
标4-z4|)/2
36.其中:
37.j2为二号回转臂位置的轴承间隙;
38.z
标3
为二号回转臂放置标准罐时三号底座的z坐标值;
39.z
标4
为二号回转臂放置标准罐时四号底座的z坐标值;
40.z3为一、二号回转臂空置时,三号底座的z坐标值;
41.z4为一、二号回转臂空置时,四号底座的z坐标值。
42.与现有技术相比,本发明的有益技术效果:
43.解决传统测量方法通用性不强,测量误差大等问题,且本发明无需拆除大包回转台任何部件即能够使用激光跟踪仪进行大包回转台轴承间隙精密测量,测量精度高。
附图说明
44.下面结合附图说明对本发明作进一步说明。
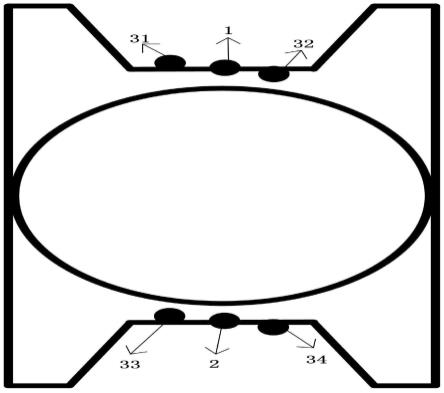
45.图1为本发明原理示意图;
46.图2为本发明流程示意图;
47.附图标记说明:1-一号回转臂,2-二号回转臂,3-测量底座,31-一号底座,32-二号底座,33-三号底座,34-四号底座。
具体实施方式
48.结合图1至图2,下面就通过这个给出的实施例来对本发明一种连铸大包回转台轴承间隙测量方法进行示例性说明。
49.一种连铸大包回转台轴承间隙测量方法,具体步骤包括:
50.s1.将激光跟踪仪(本文以api激光跟踪仪为例进行说明)放置于大包回转台所在平台的稳定地面,对仪器三脚架圆水准气泡进行粗平,本文以激光跟踪仪架设到铸机侧为例进行说明;
51.s2.使用热熔胶枪及502胶水将激光跟踪仪测量底座3粘在回转臂下方稳定位置,尽量靠近齿轮边缘的地方,在一号回转臂1位置分别粘两个控制点:一号底座31和二号底座32,这两个底座相互检核测量效果。在二号回转臂2位置分别粘两个控制点:三号底座33和四号底座34,这两个底座相互检核测量效果;
52.s3.对api激光跟踪仪进行前后式检查,确认其精度符合测量要求时,打开测量软件准备测量,如果前后式检查其精度不符合测量要求时,使用qvc功能校准激光跟踪仪,直到其前后式检查精度符合测量要求时,进行下一步;
53.s4.打开测量软件,进行虚拟水平,并建立大地水平面;
54.s5.将一号回转臂1转到正对激光跟踪仪架设位置,测量一号底座31和二号底座32的z值,分别为z1、z2。将回转臂转动180度再采集二号回转臂2位置三号底座33和四号底座34的z值,分别为z3、z4;
55.s6.在一号回转臂1放置标准罐,二号回转臂2位置不放罐情况下,将回转臂转动180度,测量一号底座31和二号底座32的z值,分别为z
标1
、z
标2
;
56.s7.回转臂转动180度,将一号回转臂1放置标准罐吊起,回转臂转动180度,再将二号回转臂2放置标准罐,回转臂转动180度,再采集二号回转臂2位置三号底座33和四号底座34的z值,分别为z
标3
、z
标4
;
57.s8.通过公式一计算出一号臂位置的间隙值:
58.公式一:j1=(|z
标1-z1| |z
标2-z2|)/2
59.其中:
60.j1为一号回转臂1位置的轴承间隙;
61.z
标1
为一号回转臂1放置标准罐时一号底座31的z坐标值;
62.z
标2
为一号回转臂1放置标准罐时二号底座32的z坐标值;
63.z1为一、二号回转臂1、2空置时,一号底座31的z坐标值;
64.z2为一、二号回转臂1、2空置时,二号底座32的z坐标值;
65.1、通过公式二计算出二号臂位置的间隙值。
66.公式二:j2=(|z
标3-z3| |z
标4-z4|)/2
67.其中:
68.j2为二号回转臂2位置的轴承间隙;
69.z
标3
为二号回转臂2放置标准罐时三号底座33的z坐标值;
70.z
标4
为二号回转臂2放置标准罐时四号底座34的z坐标值;
71.z3为一、二号回转臂1、2空置时,三号底座33的z坐标值;
72.z4为一、二号回转臂1、2空置时,四号底座34的z坐标值。
73.值得注意的是当|z
标2-z2|-|z
标1-z1|或者|z
标4-z4|-|z
标3-z3|的值大于0.1mm(根据测量技术要求调整此值,此值不限定该发明的保护范围)时,应重新进行测量。
74.按照上述测量方法对我厂五号铸机轴承座间隙进行测量,测量结果如下:
[0075][0076][0077]
注:测量单位为毫米(mm)。
[0078]
从上表可以看出使用内径千分尺对大包回转台轴承间隙测量的结果和使用此方法得到的结果偏差在允许范围之内,且使用本发明精度更高。
[0079]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。