1.本实用新型属于建筑机械领域,具体涉及一种施工升降机吊笼底框结构成型装置。
背景技术:
2.目前施工升降机的吊笼底框制作大多在固定的人工装置上完成,模具内部缺少夹具,定位依靠固定支座或顶板,焊接过程需要进行重复的点焊固定,不具备一次模具内焊接成型的制作能力,模具内焊接仅能完成底框结构制作工作50%,需在模具外进行二次补焊,才能完成整个底框的结构成型制作工作。成型装置灵活性不够,成型工艺过程管控不到位,产品合格率低,使用过程费时费人工,生产效率较低,不利于大批量配套生产。
技术实现要素:
3.本实用新型的目的在于提供施工升降机吊笼底框结构成型装置,本实用新型的成型装置灵活性高,精度质量可控,合格率高,配合翻转机构,可实现一次焊接成型,较传统成型装置在制作效率上提高1倍以上,省时省人工。为了实现上述目的,本实用新型采用以下技术方案:
4.一种施工升降机吊笼底框结构成型装置,所述成型装置包括两个相对设置的翻转支座以及设置在翻转支座间的成型拼焊组件,所述成型拼焊组件包括拼焊底座,所述拼焊底座为镂空结构,该拼焊底座的两端与翻转支座活动连接,所述拼焊底座上固定设置有紧固组件。
5.进一步地,所述紧固组件包括固定式组件和活动式组件。
6.进一步地,所述固定式组件为固定式等高夹紧组件,该固定式等高夹紧组件包括支撑部和夹紧部,所述支撑部的底部与拼焊底座固定连接,该支撑部的顶部一端与所述夹紧部的底端与固定连接,所述夹紧部与支撑部之间呈一夹角。
7.进一步地,所述活动式组件包括插销式夹紧组件和活动式夹紧组件,所述插销式夹紧组件固定在拼焊底座的一端,所述活动式夹紧组件固定在拼焊底座的另一端。
8.进一步地,所述活动式组件还包括活动式压紧组件,所述活动式压紧组件有多个,该活动式压紧组件均匀分布固定在拼焊底座的中部区域。
9.进一步地,所述翻转支座包括支撑底座,所述支撑底座的上固定设置有变位盘,该变位盘上均匀开设有固定孔。
10.进一步地,与所述支撑底座活动连接的拼焊底座的两端均开设有与固定孔相匹配的定位孔。
11.综上所述,由于本实用新型采用了上述技术方案,本实用新型具有以下技术效果:
12.1、本实用新型的施工升降机吊笼底框结构成型装置通过将拼焊底座与翻转支座活动连接,使得在拼焊过程中,无需重新拆卸安装即可随时根据工况调整拼焊底座的方位,便于施工人员操作,提高了本实用新型成型装置的灵活性,提高了工作效率。
13.2、本实用新型的拼焊底座为镂空结构,且避开了吊笼底框结构所有焊缝位置,固定式等高加紧组件可以将吊笼底框结构整体支撑起来,避免了吊笼底框结构与拼焊底座直接接触,为进枪填充焊缝提供预留空间,进一步提升了操作人员焊接时的便携性,降低了焊接工作难度,提升了工作效率;插销式夹紧组件和活动式夹紧组件分别固定分布在拼焊底座的两端,用于对吊笼底框结构中的边梁起到定位固定作用,避免了加工过程中,吊笼底框结构的滑动;活动式压紧组件分布在拼焊底座的中部区域,对吊笼底框结构起到竖向压紧的作用,进一步提升了焊接加工稳定性。
附图说明
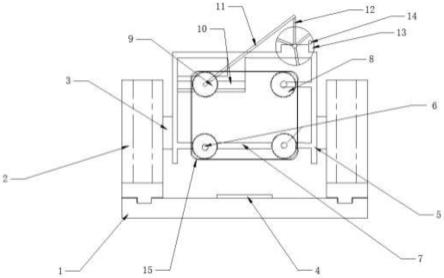
14.图1是本实用新型一种施工升降机吊笼底框结构成型装置的示意图;
15.图2是本实用新型一种施工升降机吊笼底框结构成型装置的俯视图;
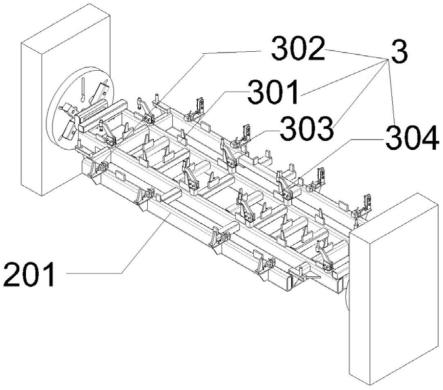
16.图3是本实用新型一种施工升降机吊笼底框结构成型装置的主视图;
17.图4是本实用新型一种施工升降机吊笼底框结构成型装置的左视图。
18.附图中,1-翻转支座,101-支撑底座,102-变位盘,2-拼焊组件,201-拼焊底座,3-紧固组件,301-固定式等高夹紧组件,302-活动式夹紧组件,303-插销式夹紧组件,304-活动式压紧组件。
具体实施方式
19.为使本实用新型的目的、技术方案及优点更加清楚明白,以下参照附图并举出优选实施例,对本实用新型进一步详细说明。然而,需要说明的是,说明书中列出的许多细节仅仅是为了使读者对本实用新型的一个或多个方面有一个透彻的理解,即便没有这些特定的细节也可以实现本实用新型的这些方面。
20.为了使本技术领域的人员更好的理解本实用新型的方案,下面结合附图和具体实施方式对本实用新型作进一步的详细说明。
21.实施例1
22.如图1-4所示,本实用新型公开了一种施工升降机吊笼底框结构成型装置,成型装置包括两个相对设置的翻转支座1以及设置在翻转支座1间的成型拼焊组件2,成型拼焊组件2包括拼焊底座201,拼焊底座201为镂空结构,该拼焊底座201的两端与翻转支座1活动连接,拼焊底座201上固定设置有紧固组件3。在本实用新型中,将拼焊底座201设置成镂空状,使吊笼底框结构的焊缝加工处位于拼焊底座201的镂空处,为吊笼底框焊接加工提供空间,便于操作人员进行焊接成型工作;将拼焊底座201与翻转支座1活动连接,便于操作人员根据工况随时调整拼焊底座201方位,进而调整吊笼底框方位,省时省力;拼焊底座201上紧固组件3的设置,避免了在工作过程中出现吊笼底框移位甚至掉落的情况,提升了本实用新型成型装置的工作稳定性。
23.紧固组件3包括固定式组件和活动式组件。固定式组件为固定式等高夹紧组件301,该固定式等高夹紧组件301包括支撑部(图中未标出)和夹紧部(图中未标出),支撑部的底部与拼焊底座201固定连接,该支撑部的顶部一端与所述夹紧部的底端与固定连接,夹紧部与支撑部之间呈一夹角。在本实用新型中,固定式等高夹紧组件301有多个,且均匀分布在整个焊接底座201上,对吊笼底框结构中的主梁、副梁、中心梁等组成结构起到定位作
用,将吊笼底框结构放置在支撑部与夹持部的夹角处起到卡紧定位的作用,该夹角的大小可根据实际工况决定,能起到卡紧定位的作用即可,同时该支撑部具有一定高度,可以将吊笼底框结构整体支撑起来,避免了吊笼底框结构与拼焊底座直接接触,进一步提升了操作人员焊接时的便携性,降低了焊接工作难度,提升了工作效率。活动式组件包括插销式夹紧组件和活动式夹紧组件,插销式夹紧组件固定在拼焊底座201的一端,活动式夹紧组件固定在拼焊底座21的另一端。在本实用新型中,插销式夹紧组件303和活动式夹紧组件302分别固定设置在拼焊底座的侧端,用于对吊笼底框结构中的边梁进行夹紧定位,提高操作过程中的焊接稳定性。该插销式夹紧组件303包括夹紧部(图中未标出)和挡板,该夹紧部与挡板相对设置,该挡板上设置有活动插销(图中未标出)。该活动式夹紧组件302包括夹紧部(图中未标出)和挡块(图中未标出),该夹紧部和挡块相对设置。在本实用新型中,插销式夹紧组件303和活动式夹紧组件302的夹紧部均为快夹,快夹为市场上现有存在的夹具,活动式夹紧组件302松开后,可提供3-5mm的脱模空间;插销式夹紧组件303松开后,可提供50-200m的脱模空间。
24.活动式组件还包括活动式压紧组件304,活动式压紧组件有多个,该活动式压紧组件均匀分布固定在拼焊底座201的中部区域。活动式压紧组件对吊笼底框结构起竖向压紧作用;当活动式压紧组件304松开后,整个底框结构出模方便快捷,在本实用新型中,活动式压紧组件304包括底座(图中未标出)和压紧支撑部(图中未标出),该压紧支撑部的一端与底座通过螺钉连接,可根据实际工况通过螺钉调整压紧支撑部的工作角度,该压紧支撑部的另一端贯穿竖直设置有压紧构件,该压紧构件可在压紧支撑部上进行上下调节,根据实际工况调整压紧构件的位置来进行对吊笼底框结构的压紧与出模工作。
25.翻转支座1包括支撑底座101,支撑底座101的上固定设置有变位盘102,该变位盘102上均匀开设有固定孔(图中未标出)。与支撑底座101活动连接的拼焊底座201的两端均开设有与固定孔相匹配的定位孔(图中未标出),通过在固定孔和定位孔中放入活动销实现拼焊底座101和翻转支座的固定。
26.本实用新型在使用时,首先松开活动式压紧组件、快夹,将组成吊笼底框的主梁、副梁、中心梁放到结构成型装置的拼焊底座201上,通过固定式等高夹紧构件301完成对主梁、副梁、中心梁尺寸定位;将边梁依次放到结构成型装置拼焊底座201上,通过插销式夹紧组件303、活动式夹紧组件302、固定式等高夹紧构件301对边梁做好尺寸定位;将封板、连接梁放到结构成型装置拼焊底座201上,通过固定式等高夹紧构件301完成对封板、连接梁的尺寸定位;锁紧活动式压紧组件302、快夹,完成对整个底框结构部件的焊前定位固定。有序完成底框结构部件的正面焊缝焊接后,松开翻转支座活动销,完成成型拼焊模翻转,锁紧翻转支座活动销。继续完成底框结构部件的背面焊缝焊接。焊接成型过程中,固定式等高夹紧构件301将底框结构托起,保证了底框结构与成型拼焊模之间进枪空间,避免因底框结构与拼焊底座201直接接触而对进枪焊接产生干涉;活动式压紧组件304将底框沿成型拼焊模竖向压紧,保证了即使对整个模具进行翻转也不会发生焊件始终掉落。完成整个底框结构焊接成型后,松开活动式夹紧组件302、活动式压紧组件304、插销式夹紧组件303,底框结构成品沿活动式夹紧组件302方向及活动式压紧组件304的前后方向出模。出模过程中,活动式夹紧组件松开后,可提供3-5mm的脱模空间;插销式夹紧组件松开后,可提供50-200mm的脱模空间,活动式压紧组件松开后,整个底框结构出模方便快捷。
27.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。