1.本实用新型属于高压铸造设备领域,具体涉及一种快速更换高压铸造模具标识块的装置。
背景技术:
2.目前,在压铸厂生产过程中的高压铸造模具上,经常会用到标识块,现有的标识块是通过标识座、顶棒和压板等零件安装固定,每次更换标识时都需要把模具从设备上拆卸下来,从模具背面把压板打开才能更换标识。对于批量生产的压铸厂来说既要考虑到生产效率又要降低生产成本,因此目前迫切需要一种更换快捷,通用性强,成本低廉的机构装置。
技术实现要素:
3.本实用新型为了克服现有技术存在的问题,提供了高压铸造模具快速更换标识装置。通过简单操作机构,便可实现对标识块的伸出或缩回动作,达到更换标识块目的。
4.本实用新型是采用如下技术方案实现的:
5.一种快速更换高压铸造模具标识块的装置,安装在压铸模具模框中,用于对压铸模具模框正面下方的工件表面打标识并快速更换打标识用的标识块,包括一个后部带有偏心盘的偏心轴,一个轴线沿竖直方向设置的柱状的传动连杆的上部沿径向开有贯通的圆形通孔,偏心轴的偏心盘设置在传动连杆的圆形通孔中,传动连杆的下端通过一个定位销转动连接一个杆状的标识座的上端形成一个连杆机构,标识座的下端连接有一个可拆卸的用于给工件打标识的标识块,偏心轴的前端伸出压铸模具模框的侧壁并焊接有一个六角螺母,一个限制偏心轴转动的止转块卡接在偏心轴前端位于六角螺母后方的部位上并固定在压铸模具模框的侧壁的外侧,偏心轴的后部位于传动连杆前方的部位通过一个第一固定座与压铸模具模框连接,偏心轴的后端和中前部分别通过一个第二固定座与压铸模具模框连接。
6.进一步的技术方案包括:
7.偏心轴的前端带有平键,止转块为上部开口的叉形的板状结构,止转块的两个竖直部位的内侧紧贴偏心轴前端平键两侧的弧形外表面,止转块的水平部位的上表面紧贴偏心轴前端平键的下平面,止转块的两个竖直部位分别通过一个第一内六角圆柱头螺钉固定在压铸模具模框的侧壁的外侧,使止转块安装时限制偏心轴的转动,止转块拆卸后偏心轴转动以更换标识块。
8.第一固定座为矩形块结构,第一固定座的中部带有供偏心轴穿过的圆形通孔结构的第一固定座偏心轴过孔,偏心轴的外表面上位于第一固定座偏心轴过孔内的部位有环形槽,第一固定座上有一个轴线沿竖直方向设置并与第一固定座偏心轴过孔连通的内螺纹孔,偏心轴穿过第一固定座偏心轴过孔后,一个内六角锥端紧定螺钉螺纹连接拧入内螺纹孔中使内六角锥端紧定螺钉的下端伸入偏心轴的环形槽中,以限制偏心轴沿轴向窜动。
9.第二固定座为矩形块结构,第二固定座的中部带有供偏心轴穿过的圆形通孔结构的第二固定座偏心轴过孔,偏心轴穿过第二固定座偏心轴过孔,第二固定座通过多个第二内六角圆柱头螺钉固定在压铸模具模框上。
10.标识座的下端开有轴线沿竖直方向设置的带有内螺纹的标识座内螺纹孔,标识块上竖直向上设置有带有外螺纹的标识块螺杆,标识块螺杆与标识座内螺纹孔螺纹连接,使标识块可拆卸并更换。
11.压铸模具模框背面开有凹陷的安装槽,偏心轴穿过安装槽,第一固定座和第二固定座固定在安装槽中。
12.压铸模具模框内预留有竖直设置的阶梯孔结构的模框导向孔,模框导向孔上部的大孔径段与传动连杆之间存在间隙,模框导向孔下部的小孔径段与标识座之间存在间隙,传动连杆位于模框导向孔的大孔径段中,标识座位于模框导向孔的小孔径段中,使传动连杆在模框导向孔的大孔径段的导向下带动标识座在模框导向孔的小孔径段的导向下运动,进而带动标识块伸出压铸模具模框的正面或缩回。
13.传动连杆的下端带有开口,标识座的上端伸入传动连杆下端的开口中,标识座的上端沿径向开有贯通的定位销孔,定位销穿过标识座上端的定位销孔后,定位销的两端固定在传动连杆下端开口的两侧。
14.与现有技术相比本实用新型的有益效果是:
15.本实用新型提供的一种高压铸造模具上的快速更换标识装置,标识块安装在标识座上并且与传动连杆相连接,再通过偏心轴、固定座等实现偏心轴带动传动连杆和标识座进而带动标识块的伸出或缩回动作,当标识座伸出时更换标识块,更换完毕后缩回标识座,最后用止转块固定。本装置最大优点在于可以实现不拆卸模具情况下快速更换标识,除此之外它还具有通用性强,制作简单,成本低廉等特点,适用范围包括各种大、小高压铸造模具等。
附图说明
16.下面结合附图对本实用新型作进一步的说明:
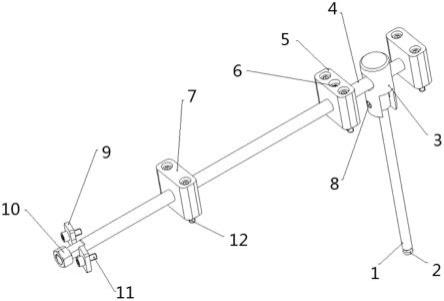
17.图1为本实用新型提供的一种快速更换高压铸造模具标识块的装置的结构示意图。
18.图2为本实用新型提供的一种快速更换高压铸造模具标识块的装置的纵向剖视图。
19.图3为本实用新型提供的一种快速更换高压铸造模具标识块的装置的俯视图。
20.图4为本实用新型提供的一种快速更换高压铸造模具标识块的装置的右视图。
21.图5为本实用新型提供的一种快速更换高压铸造模具标识块的装置与压铸模具模框连接的示意图。
22.图6为本实用新型提供的一种快速更换高压铸造模具标识块的装置中的标识块伸出状态的示意图。
23.图7为本实用新型提供的一种快速更换高压铸造模具标识块的装置中的标识块缩回状态的示意图。
24.图中:1.标识座,2.标识块,3.传动连杆,4.偏心轴,5.第一固定座,6.内六角锥端
金顶螺钉,7.第二固定座,8.定位销,9.止转块,10.六角螺母,11.第一内六角圆柱头螺钉,12.第二内六角圆柱头螺钉,13.平键,14.环形槽,15.模框导向孔,16.压铸模具模框。
具体实施方式
25.下面结合附图对本实用新型作详细的描述:
26.本实用新型提供了一种快速更换高压铸造模具标识块的装置,安装在压铸模具模框16中,用于对压铸模具模框16正面下方的工件表面打标识并快速更换打标识用的标识块,如图1至图4所示,包括一个后部带有偏心盘的偏心轴4,一个轴线沿竖直方向设置的柱状的传动连杆3的上部沿径向开有贯通的圆形通孔,偏心轴4的偏心盘设置在传动连杆3的圆形通孔中,传动连杆3的下端通过一个定位销8转动连接一个杆状的标识座1的上端形成一个连杆机构,标识座1的下端连接有一个可拆卸的用于给工件打标识的标识块2,偏心轴4的前端伸出压铸模具模框16的侧壁并焊接有一个六角螺母10,一个限制偏心轴4转动的止转块9卡接在偏心轴4前端位于六角螺母10后方的部位上并固定在压铸模具模框16的侧壁的外侧,偏心轴4的后部位于传动连杆3前方的部位通过一个第一固定座5与压铸模具模框16连接,偏心轴4的后端和中前部分别通过一个第二固定座7与压铸模具模框16连接。
27.如图2和图3所示,本实施例中,偏心轴4的前端带有平键13,止转块9为上部开口的叉形的板状结构,止转块9的两个竖直部位的内侧紧贴偏心轴4前端平键13两侧的弧形外表面,止转块9的水平部位的上表面紧贴偏心轴4前端平键13的下平面,止转块9的两个竖直部位分别通过一个第一内六角圆柱头螺钉11固定在压铸模具模框16的侧壁的外侧,使止转块9安装时限制偏心轴4的转动,止转块9拆卸后偏心轴4转动以更换标识块2。
28.如图1所示,本实施例中,第一固定座5为矩形块结构,第一固定座5的中部带有供偏心轴4穿过的圆形通孔结构的第一固定座偏心轴过孔,如图2和图3所示,偏心轴4的外表面上位于第一固定座偏心轴过孔内的部位有环形槽14,第一固定座5上有一个轴线沿竖直方向设置并与第一固定座偏心轴过孔连通的内螺纹孔,偏心轴4穿过第一固定座偏心轴过孔后,一个内六角锥端紧定螺钉6螺纹连接拧入内螺纹孔中使内六角锥端紧定螺钉6的下端伸入偏心轴4的环形槽14中,以限制偏心轴4沿轴向窜动。
29.如图1所示,本实施例中,第二固定座7为矩形块结构,第二固定座7的中部带有供偏心轴4穿过的圆形通孔结构的第二固定座偏心轴过孔,偏心轴4穿过第二固定座偏心轴过孔,第二固定座7通过多个第二内六角圆柱头螺钉12固定在压铸模具模框16上。
30.如图2和图4所示,本实施例中,标识座1的下端开有轴线沿竖直方向设置的带有内螺纹的标识座内螺纹孔,标识块2上竖直向上设置有带有外螺纹的标识块螺杆,标识块螺杆与标识座内螺纹孔螺纹连接,使标识块2可拆卸并更换。
31.如图5至图7所示,本实施例中,压铸模具模框16背面开有凹陷的安装槽,偏心轴4穿过安装槽,第一固定座5和第二固定座7固定在安装槽中。
32.如图6和图7所示,本实施例中,压铸模具模框16内预留有竖直设置的阶梯孔结构的模框导向孔15,模框导向孔15上部的大孔径段与传动连杆3之间存在间隙,模框导向孔15下部的小孔径段与标识座1之间存在间隙,偏心轴4转动时,偏心轴4的偏心盘带动传动连杆3上下运动时,传动连杆3和标识座1会有小幅度的径向移动,因此模框导向孔15上部的大孔径段与传动连杆3之间的间隙以及模框导向孔15下部的小孔径段与标识座1之间的间隙,可
以使传动连杆3和标识座1发生小幅度的径向移动时整个装置不会与压铸模具模框发生干涉和大幅度晃动,传动连杆3位于模框导向孔15的大孔径段中,标识座1位于模框导向孔15的小孔径段中,使传动连杆3在模框导向孔15的大孔径段的导向下带动标识座1在模框导向孔15的小孔径段的导向下运动,进而带动标识块2伸出压铸模具模框16的正面或缩回。
33.如图1和图2所示,本实施例中,传动连杆3的下端带有开口,标识座1的上端伸入传动连杆3下端的开口中,标识座1的上端沿径向开有贯通的定位销孔,定位销8穿过标识座1上端的定位销孔后,定位销8的两端固定在传动连杆3下端开口的两侧。
34.首先把两种规格的三个固定座用螺钉固定在压铸模具模框上,然后把偏心轴4、传动连杆3、定位销8、标识座1和标识块2等逐一连接并安装到压铸模具模框16中,再把止转块9安装到压铸模具模框16的侧面。当需要更换标识块2时,使用扳手卡住六角螺母10转动偏心轴4,偏心轴4的回转运动便可以通过传动连杆3带动标识座1和标识块2实现伸出或缩回的往复直线运动,当标识块2伸出时实施更换,完毕后再转动偏心轴4使更换后的新的标识块2缩回原位置,最后用止转块9固定,至此完成更换工作。
35.本装置可以用在不同种类压铸模具上,由于偏心轴4顺时针和逆时针两个方向都可以转动,更大大节省了模具上的操作空间,实用性更强。此外,由于人和常用工具的配合使用,真正达到了省时省力的效果。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。