1.本实用新型涉及在陶瓷制品等的烧成时载置它们的烧成夹具。
背景技术:
2.以往,在制造陶瓷制品等的过程中,包含在烧成炉内将被烧成物进行烧成的烧成工序。在该烧成工序中,被烧成物载置于烧成炉内的烧成夹具上而被烧成。
3.而且,通过使用专利文献1中公开的那样的具有形成有空心部的框体的烧成夹具,谋求了烧成夹具的通气性、轻量化或热容量的减少。
4.现有技术文献
5.专利文献
6.专利文献1:日本专利第6274454号公报
技术实现要素:
7.实用新型所要解决的课题
8.然而,烧成夹具由于在烧成工序中向烧成炉内搬送并被烧成,此外在烧成后向烧成炉外搬出,因此导致被暴露于温度差剧烈的环境中,在其结构的内外,容易产生热膨胀之差,成为容易产生裂纹、变形(蠕变)的状态。
9.本实用新型鉴于上述课题,提供即使是在温度差剧烈的使用状况下、也不易产生裂纹、变形(蠕变)的烧成夹具。
10.用于解决课题的手段
11.为了解决上述课题而进行的本实用新型的烧成夹具的特征在于,其具有设置有多个空心部、和搭架于上述空心部上的架桥部的框体,将上述架桥部朝向上述框体的外周缘延长,在相交的上述框体的外周缘的至少一部分形成有缺口部。
12.通过该构成,即使是温度差剧烈的状况下的使用,也不易产生烧成夹具的结构的内外的热膨胀之差,能够防止裂纹、变形,能够提高散裂耐性。
13.实用新型效果
14.本实用新型的烧成夹具即使是温度差剧烈的状况下的使用,也不易产生烧成夹具的结构的内外的热膨胀之差,能够防止裂纹、变形,能够提高散裂耐性。
附图说明
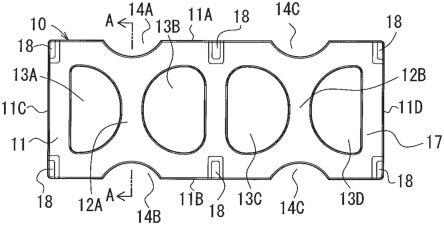
15.图1是本实用新型的实施方式的烧成夹具的俯视图。
16.图2是本实用新型的实施方式的烧成夹具的正视图。
17.图3是本实用新型的实施方式的烧成夹具的右侧视图。
18.图4是图1中所示的本实用新型的实施方式的烧成夹具的a-a线截面图。
19.图5是图1中所示的本实用新型的实施方式的烧成夹具的局部放大图。
20.图6的(a)是本实用新型的实施方式的烧成夹具的实施例1的俯视图, (b)是本实
用新型的实施方式的烧成夹具的实施例2的俯视图。
21.图7的(a)是本实用新型的实施方式的烧成夹具的实施例3的俯视图, (b)是本实用新型的实施方式的烧成夹具的实施例4的俯视图。
22.图8是本实用新型的实施方式的烧成夹具的实施例5的俯视图。
23.图9的(a)是本实用新型的实施方式的烧成夹具的比较例1的俯视图, (b)是本实用新型的实施方式的烧成夹具的比较例2的俯视图。
24.图10是表示在本实用新型的实施方式的烧成夹具上载置有被烧成物的状态的正视图。
25.图11是表示本实用新型的实施方式的烧成夹具被层叠的状态的正视图。
具体实施方式
26.以下,对本实用新型的实施方式的烧成夹具基于所附附图进行说明。
27.首先,对本实用新型的实施方式的烧成夹具基于所附附图进行以下说明。图1是本实用新型的实施方式的烧成夹具的俯视图。此外,图2是本实用新型的实施方式的烧成夹具的正视图。进而,图3是本实用新型的实施方式的烧成夹具的右侧视图。
28.如图1中所示的那样,本实施方式的烧成夹具10具有框体11、多个架桥部12(图1中为2个)及多个空心部13(图1中为4个)。此外,架桥部12朝向框体11的外周缘而延长,在相交的框体11的外周缘的至少一部分形成有缺口部14。
29.框体11在俯视图中形成为矩形状。此外,框体11在正视图及右侧视图中形成为薄板状。其中,关于框体11的俯视图中的各边,在框体11的外周缘之内,将其上端的边设定为11a,将其下端的边设定为11b,将其右端的边设定为11c,将其左端的边设定为11d。需要说明的是,框体11 并不限定于图1中所示那样的横长的矩形状,例如也可以为正方形、三角形等多边形、或圆形、椭圆形等其他的形状。
30.如图2中所示的那样,框体11也可以设置形成于框体11的第1面15 的支撑框体11的支撑部16、和形成于框体11的第2面17的在层叠另外的框体11的情况下能够承托沿铅直方向载置的框体11的支撑部16的承托部 18。例如,如图1中所示的那样,支撑部16及承托部18分别设置有6个。
31.架桥部12按照从框体11连续地形成、并且搭架于形成于框体11中的空心部13上的方式配置。在本实施方式的烧成夹具10中,架桥部12从框体11的边11a朝向边11b与框体11连续地设置有多个。具体而言,将位于左侧的架桥部12设定为架桥部12a,将位于右侧的架桥部12设定为架桥部12b。
32.这里,如图1、4中所示的那样,架桥部12的被多个空心部13夹持的架桥部12的最小宽度尺寸w相对于架桥部12的厚度尺寸t优选为2~15 倍。本实施方式中,后述的被空心部13a和空心部13b夹持的架桥部12a 的最小宽度尺寸w相对于架桥部12a的厚度尺寸t优选为2~15倍。其中,在架桥部12a的最小宽度尺寸w相对于架桥部12a的厚度尺寸t为2 倍以上的情况下,在通过载置于架桥部12a上的给定器及被烧成物使架桥部12a中产生的每单位面积的载荷分散这点上是有利的。此外,在架桥部 12a的最小宽度尺寸w相对于架桥部12a的厚度尺寸t为15倍以下的情况下,在能够减少因烧成炉内的温度变化而在架桥部12a中产生的温度分布幅度这点上是优选的。同样地,后述的被空心部13c和空心部13d夹持的架桥部12b
的最小宽度尺寸w相对于架桥部12b的厚度尺寸t优选为 2~15倍。
33.如图1中所示的那样,空心部13由通过架桥部12a分区的空心部13a、 13b、和通过架桥部12b分区的空心部13c、13d构成。此外,空心部13a、 13b、13c及13d为半圆形状,优选在包含圆弧部和直线部的角部形成有角r。像这样,由于角部形成为角r,因此避免负荷集中于角部,成为不易产生裂纹的形状。
34.缺口部14优选在架桥部12a、12b延长而与相交的框体11的边11a 或边11b的交点处按照成为一对的方式设置。本实施方式中,缺口部14a 与缺口部14b优选在架桥部12a延长而与相交的框体11的边11a或边11b 的交点处按照成为一对的方式设置。此外,缺口部14c与缺口部14d在架桥部12b延长而与相交的框体11的边11a或边11b的交点处按照成为一对的方式设置。
35.像这样,由于缺口部14按照成为一对的方式设置,因此能够使烧成炉内的热气没有堵塞地移动,能够使烧成夹具10、及载置于烧成夹具10上的给定器、被烧成物的温度均匀化,因此能够减小烧成夹具10的结构内的热膨胀之差。需要说明的是,缺口部14也可以在边11c或边11d上按照成为一对的方式设置。
36.如图5中所示的那样,形成于缺口部14与空心部13之间的架桥部12 的最短距离优选为被多个空心部13夹持的架桥部12的最小宽度尺寸的 0.5~1.2倍。本实施方式中,形成于缺口部14a与空心部13a之间的架桥部12a的最短距离d为被空心部13a和空心部13b夹持的架桥部12a的最小宽度尺寸w的0.5~1.2倍。其中,如果形成于缺口部14a与空心部 13a之间的架桥部12a的最短距离d为被空心部13a和空心部13b夹持的架桥部12a的最小宽度尺寸w的0.5倍以上,则在形成于缺口部14a与空心部13a之间的架桥部12a的区域相对于被空心部13a和空心部13b 夹持的架桥部12a的区域可得到1/2左右以上的载荷耐性这点上优选。此外,如果形成于缺口部14a与空心部13a之间的架桥部12a的最短距离d 为被空心部13a和空心部13b夹持的架桥部12a的最小宽度尺寸w的1.2 倍以下,则在形成于缺口部14a与空心部13a之间的架桥部12a的区域相对于被空心部13a和空心部13b夹持的架桥部12a的区域可得到同等程度的温度分布幅度这点上优选。
37.此外,形成于缺口部14a与空心部13b之间的架桥部12a的最短距离、形成于缺口部14b与空心部13a之间的架桥部12a的最短距离、及形成于缺口部14b与空心部11b之间的架桥部12a的最短距离也同样地为被空心部13a和空心部13b夹持的架桥部12a的最小宽度尺寸w的0.5~1.2倍。进而,形成于缺口部14c与空心部13c之间的架桥部12b的最短距离、形成于缺口部14c与空心部13d之间的架桥部12b的最短距离、形成于缺口部14d与空心部13c之间的架桥部12b的最短距离、及形成于缺口部14d 与空心部13d之间的架桥部12b的最短距离为被空心部13c和空心部13d 夹持的架桥部12b的最小宽度尺寸的0.5~1.2倍。
38.缺口部14a的最大缺口尺寸c、即从框体11的边11a起的凹量为被多个空心部13a和空心部13b夹持的架桥部12a的最小宽度尺寸w的 0.2~2.0倍。其中,如果缺口部14a的最大缺口尺寸c为被空心部13a和空心部13b夹持的架桥部12a的最小宽度尺寸w的0.2倍以上,则在缓和框体11的边11a中产生的热应变的观点上变得有利。此外,如果缺口部 14a的最大缺口尺寸c为被空心部13a和空心部13b夹持的架桥部12a 的最小宽度尺寸w的2.0倍以下,则在使相对于被空心部13a和空心部13b 夹持的架桥部12a的机械应力、及热应力的集中分散这点上是有利的。
39.同样地,缺口部14b的最大缺口尺寸为被空心部13a和空心部13b夹持的架桥部12a的最小宽度尺寸w的0.2~2.0倍为宜。此外,缺口部14c 的最大缺口尺寸、及缺口部14d的最大缺口尺寸为被空心部13c和空心部 13d夹持的架桥部12b的最小宽度尺寸的0.2~2.0倍为宜。
40.缺口部14a的长度尺寸l、即框体11的边11a上的缺口部14a的长度尺寸l优选为架桥部12a的最小宽度尺寸w的1.0~5.0倍。其中,如果缺口部14a的长度尺寸l为架桥部12a的最小宽度尺寸w的1.0倍以上,则在使相对于缺口14a的机械应力、及热应力的集中分散这点上是有利的。此外,如果缺口部14a的长度尺寸l为架桥部12a的最小宽度尺寸w的 5.0倍以下,则对于缓和框体11的边11a中产生的热应变是有利的。此外,缺口部14b的长度尺寸优选为架桥部12a的最小宽度尺寸w的1.0~5.0 倍。其中,与缺口部14a相对的空心部13a的外周部通过彼此以凸状的曲线相对的构成,变得可更进一步发挥兼顾应力的分散和温度分布幅度的减少这2个相反的特性的效果。需要说明的是,缺口部14c及14d的长度尺寸也分别优选为架桥部12b的最小宽度尺寸w的1.0~5.0倍。
41.进而,缺口部14具有圆弧状的部位。其中,在缺口部14a为圆弧状的情况下,缺口部14a的半径为架桥部12a的最小宽度尺寸w的0.5~2.50 倍为宜。如果缺口部14a的半径为架桥部12a的最小宽度尺寸w的0.5 倍以上,则在使缺口部14a中产生的热应变分散、提高散裂耐性这点上是有利的。此外,如果缺口部14a的半径为架桥部12a的最小宽度尺寸w 的2.5倍以下,则在使框体11的边11a中产生的机械应力、及热应力分散这点上是有利的。此外,缺口部14b的半径为架桥部12a的最小宽度尺寸 w的0.5~2.50倍为宜。进而,缺口部14c及14d的半径为架桥部12b的最小宽度尺寸w的0.75~2.50倍、更优选为0.8~2.40倍为宜。
42.需要说明的是,缺口部14的形状并不限定于图1中所示的圆弧状,只要是将曲线组合而成的形状即可,例如也可以是将多个椭圆形状组合而成的形状。
43.具有上述的构成的烧成夹具10可以采用将粉状或粘土状的耐火物浇注到未图示的模具中并进行加压的所谓的压制成型、或浇注到石膏模中并使其固化的所谓的浇铸成型等而形成。耐火物例如可列举出以氧化铝、莫来石、氧化锆、氧化镁、堇青石、尖晶石、碳化硅、氮硅、氮化铝、碳化硼及它们的混合物等为主的物质,例如只要是能够耐受1200℃以上、更优选为1300℃以上、更优选为1500℃以上的高温的原材料即可。
44.关于上述的本实施方式的烧成夹具10,对于实施例1~6的烧成夹具、比较例1、2的烧成夹具,进行了炉内放置试验和散裂耐性评价试验。实施例1~5的构成如图6~图8中所示的那样。需要说明的是,实施例6的烧成夹具的构成由于除了材质和架桥部12a的厚度尺寸t以外,与实施例1 的烧成夹具为同一形状,因此省略附图。此外,比较例1、2的烧成夹具的构成如图9中所示的那样。对于实施例1~6、及比较例1、2的烧成夹具的构成,标注与上述的本实施方式的烧成夹具10中的构成相同的符号,省略说明。
45.具体而言,实施例1~5、比较例1、2将粗粒莫来石(平均粒径:约 70μm)、微粒氧化铝(平均粒径d
50
:3μm)、微粒二氧化硅(平均粒径d
50
: 5μm)的原料粉末和有机粘合剂(聚乙烯醇、甲基纤维素、糊精等)按照成为al2o3:78质量%、sio2:22质量%的方式使用高速混合器进行搅拌混合,生成搅拌混合物。通过将像这样操作而得到的搅拌混合物进行单轴加压压制成型,分别得到成型为图6~图8、9中所示的形状的成型体。然后,通过将这些成型体在大气气氛下进行烧成(极限温度:1700℃、保持时间: 8小时)而得到烧结体,制作了实施例1
~5、比较例1、2的烧成夹具。同样地,实施例6通过将粗粒氧化铝(平均粒径:约70μm)、微粒氧化铝(平均粒径d
50
:3μm)、微粒二氧化硅(平均粒径d
50
:5μm)的原料粉末和有机粘合剂(聚乙烯醇、甲基纤维素、糊精等)按照成为al2o3:95质量%、 sio2:5质量%的方式使用高速混合器进行搅拌混合,进行单轴加压压制成型(参照图6(a))、及在大气气氛下进行烧成,制作了实施例6的烧成夹具。其中,关于上述的烧结体的表观气孔率(依据jisr2205:1902),实施例1~5及比较例1、2为21%,实施例6为20%。
46.《炉内放置试验》
47.炉内放置试验如下那样进行了试验。在横长(290mm
×
120mm)形状的烧成夹具上的整面上,按照成为600g/烧成夹具的均等载荷的方式,以层叠有3段将115mm
×
115mm尺寸的疑似工件(陶瓷板材)2块并列载置而成的烧成夹具的状态载置于电炉内。然后,实施在将电炉内加热至最高温度1400℃的状态下保持3小时后冷却至常温的热处理,将调查烧成夹具的裂纹、变形的有无的试验结果示于表1中。其中,裂纹通过试验者的目视来进行。另一方面,变形是将连结位于烧成夹具的框体的对角线上的角部彼此的假想线间之差作为挠曲量而算出。而且,在挠曲量为0.3mm以上的情况下,定义为“有变形”。需要说明的是,也可以将连结位于烧成夹具的框体的对角线上的角部和中央部的假想线间之差作为挠曲量而算出。
48.表1
[0049][0050]
其中,表1中的“d/w”表示形成于缺口部14与空心部13之间的架桥部12的最短距离d相对于被多个空心部13夹持的架桥部12的最小宽度尺寸w的倍率。“c/w”表示缺口部14a的最大缺口尺寸c相对于被多个空心部13a和空心部13b夹持的架桥部12a的最小宽度尺寸w的倍率。“w/t”表示被架桥部12的多个空心部13夹持的架桥部12的最小宽度尺寸w相对于架桥部12的厚度尺寸t的倍率。“l/w”表示缺口部14a的长度尺寸l相对于架桥部12a的最小宽度尺寸w的倍率。需要说明的是,比较例1、2由于如图11中所示的那样未形成缺口部14,因此“d/w”、“c/w”、及“l/w”设定为空栏。
[0051]
由表1中所示的炉内放置试验的结果,实施例1~6的烧成夹具通过设置有缺口部14,未见到裂纹、变形。另一方面,比较例1、2的烧成夹具确认到裂纹。
[0052]
《散裂耐性评价试验》
[0053]
在横长(290mm
×
120mm)形状的烧成夹具上的整面上,按照成为600g/ 烧成夹具的均等载荷的方式,以层叠有3段将115mm
×
115mm尺寸的疑似工件(陶瓷板材)2块并列载置而成的烧成夹具(以下称为烧成组)的状态,从室温状态(t0=25℃)搬送至保持在规定温度
(t1)的电炉内,保持1小时。通过将烧成组在该电炉内保持1小时后进一步向电炉外取出、再次冷却至室温(t0=25℃)的冷却工序,调查因冷却工序中产生的急剧的温度变化而引起的烧成夹具的裂纹的有无。裂纹的有无通过利用试验者的目视来进行。其中,关于电炉的规定温度(t1),是指将275℃设定为开始温度,如果在烧成夹具中不产生裂纹,则使电炉内的温度以25℃刻度上升,进行上述的冷却工序时的电炉内的温度。而且,在烧成夹具中产生裂纹的时刻结束散裂耐性评价试验。
[0054]
裂纹的评价如下所述。其中,在实施上述的急加热 急冷却处理的情况下,δt是烧成夹具中不产生裂纹的电炉的规定温度(t1)与室温(t0)的温度差(δt=t
1-t0)的上限。
[0055]
◎
(最良):δt≥475[℃]
[0056]
○
(良):425《δt≤475[℃]
[0057]
△
(可):400《δt≤425[℃]
[0058]
×
(不良):δt《400[℃]
[0059]
表2
[0060][0061]
由表2中所示的散裂耐性评价试验的结果,实施例1~6的烧成夹具全部至δt=400℃为止未确认到裂纹,散裂耐性评价良好。实施例1~6的烧成夹具由于如上所述具有优异的散裂耐性,因此从电炉取出后,能够急速地冷却,能够实现短时间内的制品取出。由此,能够谋求烧成夹具的组装作业、及拆卸作业的速度增加,因此能够实现烧成工序的高速化。另一方面,比较例1、2的烧成夹具即使是相当低的温度,也确认到裂纹,散裂耐性评价不良。
[0062]
上述的本实施方式的烧成夹具10如以下那样载置被烧成物x,实施烧成工序。
[0063]
如图10中所示的那样,在本实施方式的烧成夹具10的表面载置有给定器20、在该给定器20的上面21载置有被烧成物x的状态下,配置于未图示的烧成炉内,被烧成物x被烧成。
[0064]
此外,给定器20由通气性高的耐火物形成。通过给定器20具有高的通气性,烧成炉内的热风变得容易通过给定器20而到达至被烧成物x的下表面侧,能够高效地实施被烧成物x的烧成。作为通气性高的耐火物,具有形成有许多气孔的多孔质板状。
[0065]
其中,本实施方式的烧成夹具10通过形成有多个空心部13,烧成炉内的热风变得更容易通过给定器20而到达至被烧成物x的下表面侧,因此能够更进一步高效地实施被烧成物x的烧成。
[0066]
此外,如图11中所示的那样,载置有被烧成物x的多个烧成夹具10 可以设定为层叠的状态。在图11中,将烧成夹具10设定为3段层叠,但并不限定于此,也可以是2段、或4段
以上。像这样,通过将烧成夹具10 设定为多段层叠的状态,与1段的情况相比,能够使许多的被烧成物x一次性烧成。
[0067]
本说明书公开的实用新型除了包含各实用新型、实施方式的构成以外,还包含在可适用的范围内将它们的部分构成变更为本说明书公开的其他构成而特定的构成、或在这些构成中附加本说明书公开的其他构成而特定的构成、或将它们的部分构成以可得到部分的作用效果的限度删除而特定的上位概念化的构成。
[0068]
产业上的可利用性
[0069]
本实施方式的烧成夹具10的架桥部12从框体11的边11a朝向边11b 与框体11连续地设置,但并不限定于此,也可以从框体11的边11c朝向边11d与框体11连续地设置。即,可以将架桥部12按照成为十字状的方式设置,也可以设定为在空心部13中彼此交叉的形状。通过架桥部12以十字状形成,在烧成夹具10上载置给定器20的情况下,能够以更稳定的状态支撑给定器20。
[0070]
符号的说明
[0071]
10 烧成夹具
[0072]
11 框体
[0073]
11a、11b、11c、11d 边
[0074]
12、12a、12b 架桥部
[0075]
13、13a、13b、13c、13d 空心部
[0076]
14、14a、14b、14c、14d 缺口部
[0077]
15 第1面
[0078]
16 支撑部
[0079]
17 第2面
[0080]
18 承托部
[0081]
20 给定器
[0082]
x 被烧成物。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。