技术特征:
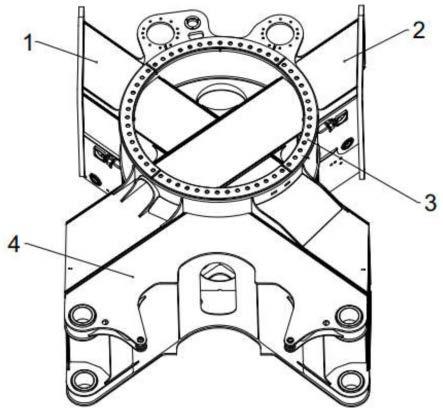
1.一种分体式混凝土泵车底座,其特征在于,包括左支腿箱、右支腿箱、回转支承座和后铰点;所述左支腿箱和右支腿箱交叉设置且尾部交叉处连接有后铰点,所述回转支承座卡设于左支腿箱、右支腿箱及后铰点上方;所述左支腿箱、右支腿箱、回转支承座和后铰点分别焊接成型后再拼装焊接。2.根据权利要求1所述的分体式混凝土泵车底座,其特征在于,所述左支腿箱中部设有左支腿卡槽,所述右支腿箱中部设有右支腿卡槽,所述左支腿箱和右支腿箱通过左支腿卡槽和右支腿卡槽交叉卡合。3.根据权利要求1所述的分体式混凝土泵车底座,其特征在于,所述回转支承座设有左卡孔、中卡孔和右卡孔,所述回转支承座与左支腿箱、右支腿箱及后铰点拼装时,左支腿箱的一端贯穿左卡孔,右支腿箱的一端贯穿右卡孔,左支腿箱的另一端、右支腿箱的另一端以及后铰点贯穿中卡孔。4.一种权利要求1~3任一项所述的分体式混凝土泵车底座的自动化焊接生产线,其特征在于,包括:依次分布的后铰点焊接工作站、右支腿箱焊接工作站、左支腿箱焊接工作站、回转支承座焊接工作站和底座主体焊接工作站,各工作站间通过agv转运机构实现产品输送;所述后铰点焊接工作站、右支腿箱焊接工作站和左支腿箱焊接工作站中相邻的两个或者三个合并为一个联合生产站,所述联合生产站设有rgv输送机构。5.根据权利要求4所述的分体式混凝土泵车底座的自动化焊接生产线,其特征在于,所述后铰点焊接工作站、右支腿箱焊接工作站和左支腿箱焊接工作站合并为支腿箱和后铰点联合生产站,所述rgv输送机构包括rgv输送轨道以及在rgv输送轨道上行走的rgv车;所述rgv输送轨道的一侧依次设有后铰点上料台、后铰点自动焊接工位、右支腿箱自动焊接工位和左支腿箱自动焊接工位,所述rgv输送轨道的另一侧依次设有右支腿箱上料台、左支腿箱上料台、后铰点补焊工位、右支腿箱补焊工位、左支腿箱补焊工位和下料台。6.根据权利要求4所述的分体式混凝土泵车底座的自动化焊接生产线,其特征在于,所述后铰点焊接工作站设有第一rgv输送机构,所述第一rgv输送机构包括第一rgv输送轨道以及在第一rgv输送轨道上行走的第一rgv车,所述第一rgv输送轨道的一侧依次设有后铰点上料台和后铰点自动焊接工位,另一侧依次设有后铰点补焊工位和后铰点下料台;所述右支腿箱焊接工作站和左支腿箱焊接工作站合并为支腿箱联合生产站,所述支腿箱联合生产站设有第二rgv输送机构,所述第二rgv输送机构包括第二rgv输送轨道以及在第二rgv输送轨道上行走的第二rgv车,所述第二rgv输送轨道的一侧依次设有右支腿箱上料台、右支腿箱自动焊接工位和左支腿箱自动焊接工位,另一侧依次设有左支腿箱上料台、右支腿箱补焊工位、左支腿箱补焊工位和下料台。7.根据权利要求5或6所述的分体式混凝土泵车底座的自动化焊接生产线,其特征在于,所述左支腿箱自动焊接工位包括用于放置左支腿箱工件的第一翻转变位机、用于焊接左支腿箱工件的第一焊接机器人以及与第一焊接机器人连接的第一三轴行车桁架;所述右支腿箱自动焊接工位和后铰点自动焊接工位与左支腿箱自动焊接工位结构相同。8.根据权利要求4所述的分体式混凝土泵车底座的自动化焊接生产线,其特征在于,所
述回转支承座焊接工作站包括用于放置回转支承座工件的第二翻转变位机、用于焊接回转支承座工件的第二焊接机器人以及与第二焊接机器人连接的第一升降旋转立柱。9.根据权利要求4所述的分体式混凝土泵车底座的自动化焊接生产线,其特征在于,所述底座主体焊接工作站包括相邻分布的底座主体反面焊接工作站和底座主体正面焊接工作站,所述底座主体反面焊接工作站包括用于放置底座工件的第三翻转变位机、用于焊接底座反面的第三焊接机器人以及与第三焊接机器人连接的第二三轴行车桁架,所述底座主体正面焊接工作站包括用于放置底座工件的第四翻转变位机、用于焊接底座工件的第四焊接机器人以及与第四焊接机器人连接的第三三轴行车桁架。10.一种采用权利要求4~9任一项所述生产线进行分体式混凝土泵车底座自动化焊接的方法,其特征在于,包括:将拼点完成的后铰点、右支腿箱、左支腿箱和回转支承座分别运至后铰点焊接工作站、右支腿箱焊接工作站、左支腿箱焊接工作站和回转支承座焊接工作站进行自动焊接,得到焊接完成的后铰点、右支腿箱、左支腿箱和回转支承座;将焊接完成的后铰点、右支腿箱、左支腿箱和回转支承座进行拼点,得到拼点完成的底座,将拼点完成的底座通过agv转运机构转运至底座主体焊接工作站进行自动焊接,得到分体式混凝土泵车底座。
技术总结
本发明公开了一种分体式混凝土泵车底座及其自动化焊接生产线和方法,底座包括左支腿箱、右支腿箱、回转支承座和后铰点,所述左支腿箱、右支腿箱、回转支承座和后铰点分别焊接成型后再拼装焊接。生产线包括依次分布的后铰点焊接工作站、右支腿箱焊接工作站、左支腿箱焊接工作站、回转支承座焊接工作站和底座主体焊接工作站,各工作站间通过AGV转运机构实现产品输送;所述后铰点焊接工作站、右支腿箱焊接工作站和左支腿箱焊接工作站中相邻的两个或者三个合并为一个联合生产站,所述联合生产站设有RGV输送机构。本发明采用底座组件分别焊接成型后再拼装焊接的方式,有利于实现自动化焊接,降低生产成本,提高焊接生产效率和焊接质量。质量。质量。
技术研发人员:贾华东 董新炜 刘杰 宗世凯 白林振 王云飞 曹富龙 庄维林
受保护的技术使用者:徐州徐工施维英机械有限公司
技术研发日:2022.09.01
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。