1.本发明属于混凝土技术领域,具体涉及一种人造岗石废粉免蒸压加气混凝土砌块及其制备方法。
背景技术:
2.加气混凝土具有轻质、保温、抗震、耐火等优良性能,作为新型建筑节能墙体广泛应用。目前,在工程上,加气混凝土的主要生产方式为采用蒸压釜进行高温高压养护,其制品性能稳定,但能耗仍较高,难以满足节能减排的需求。在加气混凝土中可添加一定比例的废渣,但就最常用的粉煤灰、石膏、石灰等来说,其制品抗压、抗折强度仍较低,吸水率大,通常必须进行长时间的蒸压养护,为了缩短养护时间,就必须在高压高温的条件下进行养护,这样会导致能耗成本的大幅上升。
3.人造岗石废粉主要是人造石材荒料锯解、打磨所产生的滤浆干燥后的粉体,其除了含有碳酸钙以外,还含有一定量的不饱和聚酯树脂,除一部分废石粉能重新利用制成人造岗石产品外,大部分的人造岗石产业废粉利用途径少,效率低下。大量废粉不仅占用土地资源,还会污染土壤和水源,对环境产生了严重影响,阻碍地方大理石产业发展。虽然人造岗石废粉中含有的大量碳酸钙成分能够作为混凝土的添加剂,但是将人造岗石废弃物应用于加气混凝土时会存在许多问题,由于加气混凝土需经发气过程来获得含有大量均匀而细小的气孔,而人造岗石废弃物中的不饱和聚酯树脂对于发气过程存在影响,不仅使得固化速度减慢,而且需要保证加热的均匀性,因为加热不均匀容易使得发气产生的气泡破裂灭泡,影响加气混凝土的质量。
技术实现要素:
4.针对上述不足,本发明公开了一种人造岗石废粉免蒸压加气混凝土砌块及其制备方法,通过添加人造岗石废粉改善加气混凝土砌块的性能,配以合适的微波固化工艺,解决了固化速度慢,并且受热不均匀而影响加气混凝土质量的问题。
5.本发明是采用如下技术方案实现的:一种人造岗石废粉免蒸压加气混凝土砌块,其包括干料和水,所述水和干料的重量比为0.38~0.48,所述干料包括以下质量份数的原料组分:水泥30~35.5份,砂14.6~49.6份,人造岗石废粉5~35份,生石灰粉8~11.3份,石膏2.8~3.54份,铝粉膏0.11~0.16份,外加剂0.01~0.05份;所述外加剂为十二烷基苯磺酸钠、十二烷基硫酸钠、三乙醇胺、无水硫酸钠和无水碳酸钠中的任意一种或多种组合;所用人造岗石废粉为有机人造石或无机人造岗石生产过程中压滤烘干得到的废粉,所述人造岗石废粉的细度为10~80
µ
m。
6.本发明通过添加人造岗石废粉出用于改善加气混凝土的性能,因为与其它工业废粉相比较,人造岗石废粉具有细度与水泥相近,比表面积大,比重相对较低等特点,作为加气混凝土所需的细掺合料具有一定的优势。例如主要成份为碳酸钙的人造岗石废粉以一定比例加入混凝土中具有提高混凝土制品的强度,加速水化反应,增进和易性等优点,在水化
过程中,其能够为水泥水化生成的c-h-s与ca(oh)2提供成核位点,有利于微集料与水泥水化颗粒之间的粘结,使结构致密,减小干缩。
7.进一步的,所述水泥是标号为p.o 42.5或标号为p.o 52.5的硅酸盐水泥;所述砂为烘干河沙、纯石英砂和机制砂中的任意一种或多种组合,所述砂的细度为100目以上。
8.进一步的,所述人造岗石废粉的d50为15~25
µ
m,所述人造岗石废粉是经过预处理的改性人造岗石废粉,所述改性人造岗石废粉的d50为15~25
µ
m,所述人造岗石废粉的制备方法是将人造岗石废粉、乙烯基磺酸钠、硫酸氢钠、过硫酸铵和水搅拌混合均匀,然后在50~60℃下继续搅拌反应1~2h,再抽滤得到沉淀,将沉淀干燥得到的改性人造岗石废粉。
9.本发明通过将人造岗石废粉和乙烯基磺酸钠等混合处理,充分利用人造岗石废粉中的不饱和聚酯树脂,使其在硫酸氢钠和过硫酸铵的作用下与乙烯基磺酸钠交联反应,改性后的不饱和聚酯树脂能够提高浆料的粘度,降低泡沫流动性,从而可以起到稳泡的效果,而且能提高混凝土的强度。
10.进一步的,所述石膏为烟厂脱硫石膏或天然石膏中的任意一种或两种组合,所述石膏的细度为100~300目。
11.进一步的,所述生石灰粉为欠烧或正常烧制后磨细的生石灰粉,所述生石灰中有效氧化钙的含量大于70%,所述生石灰的细度为100~300目;所述铝粉膏中活性铝的含量大于90%,所述铝粉膏的细度为100~300目。
12.上述人造岗石废粉免蒸压加气混凝土砌块的制备方法,其包括以下步骤:(1)按照配方称取各组分原料,将水泥,砂,人造岗石废粉,生石灰粉、石膏和外加剂混合,并且在速度为500~1500r/min的条件下搅拌3~5min得到预混料;(2)取五分之四的水加入至步骤(1)得到的预混料中,在速度为4000~6000r/min的条件下搅拌5~7min得到浆料;(3)取剩余的水和铝粉膏混合均匀,然后加入至步骤(2)得到的浆料中,在速度为4000~6000r/min的条件下搅拌1~2min,接着将浆料倒入模具后置于微波养护箱中进行间歇微波加热养护,所述间歇微波加热养护是每隔5~15min开启微波加热一次,每次微波加热持续1~4min,所述间歇微波加热养护的温度控制为50~75℃,采用功率为100~500w,频率为400mhz~6000mhz的微波,所述间歇微波加热养护的时间为1~3h,所述间歇微波加热养护结束后,脱模即可得到混凝土砌块。
13.加气混凝土通常使用蒸压釜对样品进行高温高压养护,使得制品性能稳定,但长期下来其能耗较高,免蒸压养护加气混凝土能够更好的满足能耗要求,但是传统免蒸压加气混凝土由于传热过程较慢,加热不够均匀等原因,制品的强度发展较慢,一般需要28d才能满足使用强度。此外,加气混凝土一般使用粉煤灰,尾矿,电石渣,炉渣等作为掺合料,通常需要对其进行前处理,以激发其活性,并且它们在免蒸压加气混凝土中的表现均一般,制品性能容易不稳定,抗压、抗折强度较低,干缩大,难以应用于实际生产中,所以目前大部分施工还是采用高温高压的蒸压养护方式。
14.所以本发明使用人造岗石废粉作为掺合料替代水泥或砂加入加气混凝土中,并且采用间歇微波加热养护的方式进行养护,通过间歇式开启微波进行加热,利用微波辐射对制品进行体相加热,使制品受热均匀,而且相比于连续微波加热方式,间歇加热方式能够更好的控制加热温度,在相同的温度下能够极大加快胶凝材料的水化速度,使制品的强度发
展速度大大增加,在短时间内获得高强度,从而改善加气混凝土的性能。
15.进一步的,步骤(2)中得到的浆料的扩展度约为200~350mm。
16.进一步的,在步骤(3)中,取剩余的水和铝粉膏混合均匀,然后加入至步骤(2)得到的浆料中,在速度为4000~6000r/min的条件下搅拌1~2min,接着加热至40~45℃后将浆料倒入模具,再置于微波养护箱中进行间歇微波加热养护。
17.进一步的,在步骤(3)中,所述的间歇微波加热养护依次分为微波发泡和微波固化两个步骤,所述微波发泡步骤的温度控制为50~60℃,微波的功率为100~250w,时间控制为25~30min,微波固化步骤的温度控制为65~75℃,微波的功率为250~500w,时间控制为30~150min。采用两步法进行养护,首先第一步是进行发泡,这个阶段可以缩短发泡时间,调控温度,达到合适的发泡状态,然后再进行后续升温固化。
18.进一步的,在步骤(3)中,所述的微波发泡步骤中采用静置式微波处理或移动式微波处理的方法进行发泡,所述移动式微波处理是模具中的物料旋转式微波处理或传送带式微波处理,所述旋转式微波处理的物料转速为60~120rpm/min,所述传送带式微波处理的物料传送速度为0.05~0.1m/s;所述的微波固化步骤中采用静置式微波处理或移动式微波处理的方法进行发泡,所述移动式微波处理是模具中的物料旋转式微波处理或传送带式微波处理,所述旋转式微波处理的物料转速为30~60rpm/min,所述传送带式微波处理的物料传送速度为0.01~0.05m/s。
19.在步骤(3)中将浆料倒入模具后,可以在模具外侧套上定制保温保湿的保护罩,避免养护过程中温度丧失及由样品失水产生的开裂,然后立即置于微波养护箱中进行间歇微波加热养护,样品的发气过程与固化过程均全程在微波养护箱中实现。
20.本技术方案与现有技术相比较具有以下有益效果:1、本发明提出了一种人造岗石废粉加气混凝土砌块配方及其免蒸压养护方法,该配方通过添加人造岗石废粉,不仅能够制备出相比砂加气混凝土更低密度的加气混凝土砌块,且制品强度较高,干缩小,性能稳定。利用微波进行免蒸压养护,可对加气混凝土砌块进行快速固化,提高强度增长速度。
21.2、本发明采用人造岗石废粉作为细掺合料替代部分水泥与砂作为免蒸压加气混凝土砌块的原材料,一方面其细度通常与水泥粉体相似,无需任何前处理即可作为免蒸压加气混凝土原料。另一方面由于其本身相对于水泥,砂的比重较低,且能够促进胶凝材料水化成核等特点,加入免蒸压加气混凝土中能够降低样品的干密度,增加制品强度,并且可作为微集料在多孔结构中加强骨架之间的粘结,使骨架结构更致密,吸水率小,干缩小。采用本发明方法,人造岗石废粉在加气混凝土中的掺量可达35%,有效的利用了人造石产业生产废料,减小环境污染,降低水泥、砂的用量,节约了生产成本。
22.3、本发明通过添加人造岗石废粉改善加气混凝土砌块的性能,采用微波养护工艺制备加气混凝土,替代现有技术中的蒸压养护,微波功率低,能耗大幅降低,且微波养护一步到位,工艺流程简单,设备投资小,能大幅降低生产成本,解决了固化速度慢,并且受热不均匀而影响加气混凝土质量的问题,将免蒸压加气混凝土的养护时间由常规的28天缩短至3天,且制品均匀稳定无开裂,样品的干密度级别可达b05,抗压强度级别可达到a3.5。
具体实施方式
23.以下通过实施例进一步说明本发明,但不作为对本发明的限制。下列实施例中未注明的具体实验条件和方法,所采用的技术手段通常为本领域技术人员所熟知的常规手段。
24.实施例1:一种人造岗石废粉免蒸压加气混凝土砌块,其包括干料和水,所述水和干料的重量比为0.40,所述干料包括以下质量份数的原料组分:水泥31.5份,砂29.6份,人造岗石废粉18份,生石灰粉9.5份,石膏3.1份,铝粉膏0.12份,外加剂0.02份;所述外加剂为十二烷基苯磺酸钠、三乙醇胺和无水碳酸钠的组合;所用人造岗石废粉为有机人造石生产过程中压滤烘干得到的废粉,所述人造岗石废粉的细度为50
µ
m;所述水泥是标号为p.o 42.5的硅酸盐水泥;所述砂为烘干河沙,所述砂的细度为100目;所述人造岗石废粉的d50为20
µ
m;所述石膏为烟厂脱硫石膏,所述石膏的细度为200目;所述生石灰粉为中速灰,其加水后消解时间为10min,消解温度为75℃,所述生石灰中有效氧化钙的含量为80%,所述生石灰的细度为200目;所述铝粉膏中活性铝的含量为93%,所述铝粉膏的细度为200目。
25.本实施例所述人造岗石废粉免蒸压加气混凝土砌块的制备方法,其包括以下步骤:(1)按照配方称取各组分原料,将水泥,砂,人造岗石废粉,生石灰粉、石膏和外加剂混合,并且在速度为800r/min的条件下搅拌4min得到预混料;(2)取五分之四的水加入至步骤(1)得到的预混料中,在速度为4500r/min的条件下搅拌6min得到浆料,所述浆料的扩展度约为270mm;(3)取剩余的水和铝粉膏混合均匀,然后加入至步骤(2)得到的浆料中,在速度为4500r/min的条件下搅拌1min,接着将浆料倒入模具中,加料高度为模具高度的68%,在模具外侧加入保温保湿罩,防止水汽散出,然后立即置于微波养护箱中进行间歇微波加热养护,所述间歇微波加热养护是每隔8min开启微波加热一次,每次微波加热持续2min,所述间歇微波加热养护的温度控制为58℃,采用功率为150w,频率为915mhz的微波,所述间歇微波加热养护的时间为1.5h,所述间歇微波加热养护结束后,脱模即可得到混凝土砌块。
26.实施例2:一种人造岗石废粉免蒸压加气混凝土砌块,其包括干料和水,所述水和干料的重量比为0.46,所述干料包括以下质量份数的原料组分:水泥34份,砂40.8份,人造岗石废粉29份,生石灰粉10.5份,石膏3.35份,铝粉膏0.15份,外加剂0.045份;所述外加剂为十二烷基硫酸钠、三乙醇胺和无水硫酸钠的组合;所用人造岗石废粉为无机人造岗石生产过程中压滤烘干得到的废粉,所述人造岗石废粉的细度为60
µ
m;所述水泥是标号为p.o 52.5的硅酸盐水泥;所述砂为纯石英砂,所述砂的细度为120目;所述人造岗石废粉的d50为20
µ
m;所述石膏为天然石膏,所述石膏的细度为200目;所述生石灰粉为中速灰,其加水后消解时间为15min,消解温度为70℃,所述生石灰中有效氧化钙的含量为85%,所述生石灰的细度为200目;所述铝粉膏中活性铝的含量为92%,所述铝粉膏的细度为200目。
27.本实施例所述人造岗石废粉免蒸压加气混凝土砌块的制备方法,其包括以下步骤:(1)按照配方称取各组分原料,将水泥,砂,人造岗石废粉,生石灰粉、石膏和外加
剂混合,并且在速度为1200r/min的条件下搅拌3.5min得到预混料;(2)取五分之四的水加入至步骤(1)得到的预混料中,在速度为5500r/min的条件下搅拌5.5min得到浆料,所述浆料的扩展度约为280mm;(3)取剩余的水和铝粉膏混合均匀,然后加入至步骤(2)得到的浆料中,在速度为5500r/min的条件下搅拌1min,接着将浆料倒入模具中,加料高度为模具高度的63%,在模具外侧加入保温保湿罩,防止水汽散出,然后立即置于微波养护箱中进行间歇微波加热养护,所述间歇微波加热养护是每隔10min开启微波加热一次,每次微波加热持续3min,所述间歇微波加热养护的温度控制为62℃,采用功率为250w,频率为2450mhz的微波,所述间歇微波加热养护的时间为1h,所述的所述间歇微波加热养护依次分为微波发泡和微波固化两个步骤,所述微波发泡步骤的温度控制为50℃,微波的功率为100w,时间控制为30min,所述微波固化步骤的温度控制为75℃,微波的功率为500w,时间控制为30min;所述的微波发泡步骤中采用移动式微波处理的方法进行发泡,所述移动式微波处理是模具中的物料旋转式微波处理,所述旋转式微波处理的物料转速为90rpm/min;所述的微波固化步骤中采用移动式微波处理的方法进行发泡,所述移动式微波处理是模具中的物料旋转式微波处理,所述旋转式微波处理的物料转速为30rpm/min;所述间歇微波加热养护结束后,脱模即可得到混凝土砌块。
28.实施例3:一种人造岗石废粉免蒸压加气混凝土砌块,其包括干料和水,所述水和干料的重量比为0.45,所述干料包括以下质量份数的原料组分:水泥30.4份,砂19.6份,人造岗石废粉35份,生石灰粉11.3份,石膏3.54份,铝粉膏0.16份,外加剂0.04份;所述外加剂为十二烷基苯磺酸钠、三乙醇胺、无水硫酸钠和无水碳酸钠的组合;所用人造岗石废粉为有机人造石生产过程中压滤烘干得到的废粉,所述人造岗石废粉的细度为30
µ
m;所述水泥是标号为p.o 42.5的硅酸盐水泥;所述砂为烘干河沙和纯石英砂组合,所述砂的细度为80目;所述人造岗石废粉的d50为20
µ
m,所述人造岗石废粉是经过预处理的改性人造岗石废粉,所述人造岗石废粉的制备方法是将人造岗石废粉、乙烯基磺酸钠、硫酸氢钠、过硫酸铵和水搅拌混合均匀,然后在55℃下继续搅拌反应1.5h,再抽滤得到沉淀,将沉淀干燥得到的改性人造岗石废粉;所述石膏为烟厂脱硫石膏和天然石膏的组合,所述石膏的细度为200目;所述生石灰粉为欠烧后磨细的生石灰粉,所述生石灰中有效氧化钙的含量为85%,所述生石灰的细度为200目;所述铝粉膏中活性铝的含量为95%,所述铝粉膏的细度为200目。
29.本实施例所述人造岗石废粉免蒸压加气混凝土砌块的制备方法,其包括以下步骤:(1)按照配方称取各组分原料,将水泥,砂,人造岗石废粉,生石灰粉、石膏和外加剂混合,并且在速度为1000r/min的条件下搅拌5min得到预混料;(2)取五分之四的水加入至步骤(1)得到的预混料中,在速度为5000r/min的条件下搅拌7min得到浆料,所述浆料的扩展度约为270mm;(3)取剩余的水和铝粉膏混合均匀,然后加入至步骤(2)得到的浆料中,在速度为5000r/min的条件下搅拌1min,接着加热至41℃后将浆料倒入模具中,加料高度为模具高度的65%,轻轻震荡模具,使浆料平整,在模具外侧加入保温保湿罩,防止水汽散出,然后立即置于微波养护箱中进行间歇微波加热养护,所述间歇微波加热养护是每隔10min开启微波
加热一次,每次微波加热持续2min,所述间歇微波加热养护的时间为2h;所述的所述间歇微波加热养护依次分为微波发泡和微波固化两个步骤,所述微波发泡步骤的温度控制为55℃,微波频率为915mhz,微波的功率为200w,时间控制为26min,所述微波固化步骤的温度控制为70℃,微波的功率为400w,时间控制为94min;所述的微波发泡步骤中采用移动式微波处理的方法进行发泡,所述移动式微波处理是模具中的物料传送带式微波处理,所述传送带式微波处理的物料传送速度为0.1m/s;所述的微波固化步骤中采用移动式微波处理的方法进行发泡,所述移动式微波处理是模具中的物料传送带式微波处理,所述传送带式微波处理的物料传送速度为0.02m/s。
30.实施例4:一种人造岗石废粉免蒸压加气混凝土砌块,其包括干料和水,所述水和干料的重量比为0.38,所述干料包括以下质量份数的原料组分:水泥30份,砂14.6份,人造岗石废粉5份,生石灰粉8份,石膏2.8份,铝粉膏0.11份,外加剂0.01份;所述外加剂为十二烷基硫酸钠、三乙醇胺和无水碳酸钠的组合;所用人造岗石废粉为无机人造岗石生产过程中压滤烘干得到的废粉,所述人造岗石废粉的细度为10
µ
m;所述水泥是标号为p.o 52.5的硅酸盐水泥;所述砂为烘干河沙、纯石英砂和机制砂的组合,所述砂的细度为100目;所述人造岗石废粉的d50为15
µ
m,所述人造岗石废粉是经过预处理的改性人造岗石废粉,所述人造岗石废粉的制备方法是将人造岗石废粉、乙烯基磺酸钠、硫酸氢钠、过硫酸铵和水搅拌混合均匀,然后在50℃下继续搅拌反应2h,再抽滤得到沉淀,将沉淀干燥得到的改性人造岗石废粉;所述石膏为天然石膏,所述石膏的细度为100目;所述生石灰粉为正常烧制后磨细的生石灰粉,所述生石灰中有效氧化钙的含量为70%,所述生石灰的细度为100目;所述铝粉膏中活性铝的含量为90%,所述铝粉膏的细度为100目。
31.本实施例所述人造岗石废粉免蒸压加气混凝土砌块的制备方法,其包括以下步骤:(1)按照配方称取各组分原料,将水泥,砂,人造岗石废粉,生石灰粉、石膏和外加剂混合,并且在速度为500r/min的条件下搅拌3min得到预混料;(2)取五分之四的水加入至步骤(1)得到的预混料中,在速度为4000r/min的条件下搅拌5min得到浆料,所述浆料的扩展度约为200mm;(3)取剩余的水和铝粉膏混合均匀,然后加入至步骤(2)得到的浆料中,在速度为4000r/min的条件下搅拌1min,接着加热至40℃后将浆料倒入模具中,加料高度为模具高度的60%,轻轻震荡模具,使浆料平整,在模具外侧加入保温保湿罩,防止水汽散出,然后立即置于微波养护箱中进行间歇微波加热养护,所述间歇微波加热养护是每隔5min开启微波加热一次,每次微波加热持续4min,所述间歇微波加热养护的温度控制为50℃,采用功率为100w,频率为5800mhz的微波,所述间歇微波加热养护的时间为3h,所述间歇微波加热养护结束后,脱模即可得到混凝土砌块。
32.实施例5:一种人造岗石废粉免蒸压加气混凝土砌块,其包括干料和水,所述水和干料的重量比为0.42,所述干料包括以下质量份数的原料组分:水泥33.5份,砂32.5份,人造岗石废粉20份,生石灰粉10份,石膏3.25份,铝粉膏0.13份,外加剂0.03份;所述外加剂为十二烷基苯磺酸钠三乙醇胺和无水硫酸钠的组合;所用人造岗石废粉为有机人造石生产过程中压滤
烘干得到的废粉,所述人造岗石废粉的细度为20
µ
m;所述水泥是标号为p.o 42.5的硅酸盐水泥;所述砂为纯石英砂和机制砂的组合,所述砂的细度为100目;所述人造岗石废粉的d50为20
µ
m,所述人造岗石废粉是经过预处理的改性人造岗石废粉,所述人造岗石废粉的制备方法是将人造岗石废粉、乙烯基磺酸钠、硫酸氢钠、过硫酸铵和水搅拌混合均匀,然后在58℃下继续搅拌反应1.5h,再抽滤得到沉淀,将沉淀干燥得到的改性人造岗石废粉;所述石膏为烟厂脱硫石膏的组合,所述石膏的细度为200目;所述生石灰粉为正常烧制后磨细的生石灰粉,所述生石灰中有效氧化钙的含量为77%,所述生石灰的细度为200目;所述铝粉膏中活性铝的含量为95%,所述铝粉膏的细度为200目。
33.本实施例所述人造岗石废粉免蒸压加气混凝土砌块的制备方法,其包括以下步骤:(1)按照配方称取各组分原料,将水泥,砂,人造岗石废粉,生石灰粉、石膏和外加剂混合,并且在速度为1000r/min的条件下搅拌4min得到预混料;(2)取五分之四的水加入至步骤(1)得到的预混料中,在速度为5000r/min的条件下搅拌6min得到浆料,所述浆料的扩展度约为300mm;(3)取剩余的水和铝粉膏混合均匀,然后加入至步骤(2)得到的浆料中,在速度为5000r/min的条件下搅拌1.5min,接着加热至43℃后将浆料倒入模具中,加料高度为模具高度的65%,轻轻震荡模具,使浆料平整,在模具外侧加入保温保湿罩,防止水汽散出,然后立即置于微波养护箱中进行间歇微波加热养护,所述间歇微波加热养护是每隔12min开启微波加热一次,每次微波加热持续3min,所述间歇微波加热养护的时间为2.5h;所述的所述间歇微波加热养护依次分为微波发泡和微波固化两个步骤,所述微波发泡步骤的温度控制为60℃,微波频率为433mhz,微波的功率为250w,时间控制为25min,所述微波固化步骤的温度控制为65℃,微波的功率为300w,时间控制为125min;所述的微波发泡步骤中采用静置式微波处理;所述的微波固化步骤中采用移动式微波处理的方法进行发泡,所述移动式微波处理是模具中的物料传送带式微波处理,所述传送带式微波处理的物料传送速度为0.05m/s。
34.实施例6:一种人造岗石废粉免蒸压加气混凝土砌块,其包括干料和水,所述水和干料的重量比为0.48,所述干料包括以下质量份数的原料组分:水泥35.5份,砂49.6份,人造岗石废粉35份,生石灰粉11.3份,石膏3.54份,铝粉膏0.16份,外加剂0.05份;所述外加剂为十二烷基硫酸钠、三乙醇胺、无水硫酸钠和无水碳酸钠的组合;所用人造岗石废粉为无机人造岗石生产过程中压滤烘干得到的废粉,所述人造岗石废粉的细度为80
µ
m;所述水泥是标号为p.o 52.5的硅酸盐水泥;所述砂为纯石英砂和机制砂的组合,所述砂的细度为120目;所述人造岗石废粉的d50为25
µ
m,所述人造岗石废粉是经过预处理的改性人造岗石废粉,所述人造岗石废粉的制备方法是将人造岗石废粉、乙烯基磺酸钠、硫酸氢钠、过硫酸铵和水搅拌混合均匀,然后在60℃下继续搅拌反应1h,再抽滤得到沉淀,将沉淀干燥得到的改性人造岗石废粉;所述石膏为天然石膏,所述石膏的细度为300目;所述生石灰粉为欠烧的生石灰粉,所述生石灰中有效氧化钙的含量为83%,所述生石灰的细度为300目;所述铝粉膏中活性铝的含量为91%,所述铝粉膏的细度为300目。
35.本实施例所述人造岗石废粉免蒸压加气混凝土砌块的制备方法,其包括以下步骤:
(1)按照配方称取各组分原料,将水泥,砂,人造岗石废粉,生石灰粉、石膏和外加剂混合,并且在速度为1500r/min的条件下搅拌5min得到预混料;(2)取五分之四的水加入至步骤(1)得到的预混料中,在速度为6000r/min的条件下搅拌7min得到浆料,所述浆料的扩展度约为350mm;(3)取剩余的水和铝粉膏混合均匀,然后加入至步骤(2)得到的浆料中,在速度为6000r/min的条件下搅拌2min,接着加热至45℃后将浆料倒入模具中,加料高度为模具高度的70%,轻轻震荡模具,使浆料平整,在模具外侧加入保温保湿罩,防止水汽散出,然后立即置于微波养护箱中进行间歇微波加热养护,所述间歇微波加热养护是每隔15min开启微波加热一次,每次微波加热持续1min,所述间歇微波加热养护的温度控制为75℃,采用功率为500w,频率为915mhz的微波,所述间歇微波加热养护的时间为1h,所述间歇微波加热养护结束后,脱模即可得到混凝土砌块。
36.对比例1:本对比例所述人造岗石废粉免蒸压加气混凝土砌块与实施例1中所述混凝土砌块的原料组分相同,所述的制备方法与实施例1中所述方法的区别仅在于,在步骤(3)中不采用间歇微波加热养护,而是将浆料倒入模具后置于烘箱中,在50℃下养护7天后脱模得到的混凝土砌块。
37.对比例2:本对比例所述人造岗石废粉免蒸压加气混凝土砌块与实施例1中所述混凝土砌块的原料组分相同,所述的制备方法与实施例1中所述方法的区别仅在于,在步骤(3)中采用连续微波加热养护的方式,养护的温度控制为60℃,采用功率为150w,频率为915mhz的微波。
38.对比例3:本对比例所述加气混凝土砌块与实施例1中所述混凝土砌块的区别仅在于,采用粉煤灰代替人造岗石废粉使用;所述加气混凝土砌块的制备方法与实施例1中所述方法相比较,区别仅在于使用常压蒸汽养护方式,蒸汽温度为80℃,养护时间为3天。
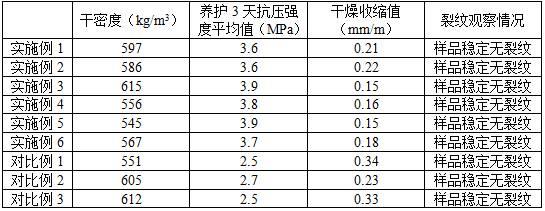
39.实验例:按照实施例1~6和对比例1~3中所述配方和方法制备混凝土砌块作为样品,将从模具中取出的样品,切去面包头,得到成品,然后按照gb/t 11968-2020《蒸压加气混凝土性能试验方法》中所述方法检测成品的性能,具体结果见表1。
40.表1 不同方法制备得到的混凝土砌块的性能检测结果。
41.由上述数据可见,按照本发明方法可以在降低混凝土砌块干密度和干燥收缩值的同时获得更好的抗压强度,而且按照实施例3~6中所述方法对人造岗石废粉进行预处理后再使用,可以进一步获得更好的改善效果。
42.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。