1.本发明涉及充电器生产技术领域,更具体地说,它涉及一种充电器的插脚与电路板连接的制作工艺。
背景技术:
2.充电器的插头与电路板通常需要进行连接,目前的连接要么采用连接件(如弹片),通过将连接件焊接于电路板上,再由插头与连接件连接接触,从而实现插头与电路板的连接。对于工业电池,其电池包充电需要装在充电器上,利用多个插脚进行连接,才能满足对电池包进行充电以及电量监测的功能,因此,若采用现有的连接方式,需要多个连接件配合插头进行使用,零配件较多,装配过于麻烦,导致生产效率低下;若采用电线给插头与电路板形成连接,就需要电线两端分别进行焊接,电线的一端可以通过回流焊炉直接焊接于电路板上,但是焊接后需要取出,将电线另一端通过人工手持焊接机进行点对点的焊接到插脚上,较为麻烦,且多个电线分别焊接十分消耗人工,导致生产效率低,影响生产进度。
技术实现要素:
3.针对现有技术存在的不足,本发明的目的在于提供一种充电器的插脚与电路板连接的制作工艺,能够便于电路板与插脚形成电连,节省人工与工序,具有提高生产效率的效果。
4.为实现上述目的,本发明提供了如下技术方案:
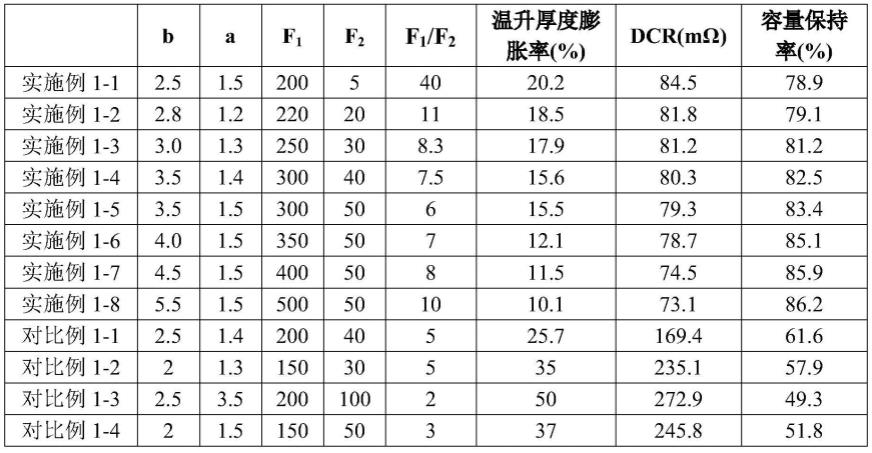
5.一种充电器的插脚与电路板连接的制作工艺,包括以下步骤:
6.在电路板上设置易断开的独立区,并在电路板上设置若干个第一焊接点;所述独立区上设置若干个第二焊接点;
7.各个插脚均安装于独立区上,并与各个第二焊接点形成电连;
8.将各个导线的一端定位于各个第一焊接点,另一端分别定位于各个第二焊接点;
9.对第一焊接点与第二焊接点进行焊接,以使导线的两端分别焊接于电路板与独立区上;
10.断开独立区与电路板的连接处,以使独立区从电路板上取下,即可在充电器壳体上分别对插脚与电路板进行安装。
11.进一步设置:所述独立区内设置有若干个用于供插脚定位的插孔;所述插孔与第二焊接点通过电路电连,以使插脚与第二焊接点电连。
12.进一步设置:所述插脚与插孔插接时过盈配合;所述导线两端分别插接于第一、第二焊接点时相互过盈配合。
13.进一步设置:各所述插脚均安装于同一插座上;所述插座为注塑件;所述插脚通过预埋于插座注塑模具中直接与注塑成型的插座一体成型。
14.进一步设置:所述插脚插入插孔时,所述插座平贴于电路板上,并与电路板处于同一水平面上。
15.进一步设置:焊接时,同步将所述插脚焊接于插孔上形成定位。
16.进一步设置:所述独立区通过对电路板进行切割并预留若干个易断点形成;焊接后通过向各个易断点施力并破坏,即可将易断区与电路板分离。。
17.进一步设置:各所述导线采用不同的颜色进行区分,且其各自的焊点以对应的颜色进行配对;所述导线接入颜色与其一致的焊接点处定位。。
18.进一步设置:在焊接时采取波峰焊接作业,且波峰焊接温度设置在260-270摄氏度。
19.进一步设置:所述电路板通过输送线送入焊接炉进行焊接,并在输送过程中通过旋钮卡块将电路板固定于输送线上。
20.通过采用上述技术方案,本发明相对现有技术相比,具有以下优点:
21.1、通过独立区来插脚形成电连,即可使得利用导线连接独立区与电路板上的第一焊接点与第二焊接点,进而送入焊接炉中一次性对第一、第二焊接点进行焊接,即可实现电路板与插脚的电连,从而将独立区拆下,即可分别对插脚与电路板进行安装,节省焊接工序,并且焊接自动化处理,不仅精度高而且减少人力成本,具有提高生产效率的效果;
22.2、通过插孔与插脚定位配合,方便插脚稳定安装于独立区上,从而便于进行焊接处理,并且通过电路使得插孔与第二焊接点形成电连,即可在插脚安装后与第二焊接点形成电连,进而在焊接后能够便于插脚与电路板形成电连,提高生产效率;
23.3、通过将各个插脚成型于同一插座上,使得安装时能够通过插座对位于独立区,即可将各个插脚装入独立区的插孔上,提高安装工序的便捷性,方便一次性安装上多个插脚,并且便于后续将具有插脚的独立区安装于充电器壳体上,提高便捷性,进而提高生产效率;
24.4、通过易断点来使得独立区与电路板形成连接,使得独立区属于电路板上的一部分,在焊接后只需掰断易断点,即可将独立区从电路板上取下,不仅方便同时焊接处理,而且便于独立区与电路板分离,提高生产处理的便捷性与效率。
附图说明
25.图1为本发明中充电器的插脚与电路板连接的制作工艺的流程示意图;
26.图2为本发明中电路板与插座安装时的结构示意图;
27.图3为本发明中电路板的整体结构示意图;
28.图4为本发明中插座与插脚的结构示意图。
29.图中:1、电路板;2、独立区;3、第一焊接点;4、第二焊接点;5、插脚;6、导线;7、插孔;8、插座;9、易断点;10、工艺边。
具体实施方式
30.参照图1至图4对充电器的插脚与电路板连接的制作工艺做进一步说明。
31.一种充电器的插脚与电路板连接的制作工艺,如图1、图2和图3所示,包括一下步骤:
32.s1、在电路板1上切割出独立区2,并在切割时预留一个或多个易断点9使得电路板1与独立区2形成易断开的连接;其中独立区2为电路板1上独立一块区域,即电路板1蚀刻电
路过程中需绕开独立区2进行处理,使得电路板1的整体电路均绕开独立区2,并形成若干个用于与导线6一端焊接的第一焊接点3;同时,独立区2上也蚀刻出用于与导线6另一端焊接的第二焊接点4;在对焊接点进行处理时,可以对各个第一焊接点3与第二焊接点4进行上色,并通过不同的颜色进行区分,以便于对应不同颜色的导线6进行配对;
33.进一步的,在独立区2上开出若干个插孔7,插孔7数量与插脚5的数量一一对应,以分别供各个插脚5插接定位;该插孔7与第二焊接点4通过蚀刻的电路形成电连,从而在插脚5插接于插孔7后能够与第二焊接点4电连;
34.s2、将各个插脚5直接通过注塑工艺一体成型于插座8上,通过插座8对位于独立区2,并使得各个插脚5分别一一对应于各个插孔7插入,从而将插脚5安装于独立区2上,并与第二焊接点4形成电连;其中插脚5与插孔7插接时过盈配合,以便于将其直接定位于插孔7上,保证后续工艺的稳定处理;插脚5插入插孔7后,检查插座8是否平贴于电路板1上,并要求插座8与电路板1处于同一水平面上,从而在后续工艺中避免插座8上的插脚5偏位,提高生产精度;
35.s3、将各个导线6通过颜色区分对应至各个第一、第二焊接点4处,并将导线6的一端定位于与其颜色对应的第一焊接点3,另一端定位于与其颜色对应的第二焊接点4处;该导线6通过插接或者卡接于第一、第二焊接点4处形成定位,并在插接或卡接时二者相互之间过盈配合,以便于导线6初步稳定安装于电路板1与独立区2上;
36.s4、将步骤s3处理好的电路板1送至焊接炉中进行波峰焊接,设定的焊接温度为260-270摄氏度,使得第一焊接点3与第二焊接点4与导线6形成焊接,以使导线6的两端分别焊接于电路板1与独立区2上,并且将插座8上的插脚5焊接于独立区2上,以便于插脚5固定于独立区2,并通过导线6来与电路板1形成电连;
37.s5、施力将独立区2与电路板1之间的各个易断点9断开,使得独立区2与电路板1的连接处断开,以使独立区2从电路板1上取下,即可在充电器壳体上分别对插脚5与电路板1进行安装;本实施例中,充电器的壳体包括上壳与下壳,电路板1安装于下壳上,插脚5通过插座8以及拆下来的独立区2安装于上壳上,从而将上壳与下壳通过超声波焊接后,即可完成充电器制作,并使得插脚5与电路板1电连。
38.本实施例中,整个工艺均在流水线上处理,即通过步骤s3处理使得导线6在电路板1上初步连接,即可通过输送线直接送入焊接炉子进行焊接,并在输送线上通过旋钮卡块将电路板1固定于输送线上。具体的,输送线上沿其输送方向上安装上多个用来供电路板1放置的定位治具,定位治具的各个边角处均设置旋钮卡块,该旋钮卡块转动设于定位治具上,并且旋钮卡块的转动轴上具有摩擦阻力,使得旋钮卡块只有在受力的情况下才能转动,其一端延伸至定位治具供电路板1放置的区域,使得电路板1放置于定位治具上进行定位后,通过转动旋钮卡块来压住电路板1的各个边角,以保证电路板1不会从定位治具上跳出或脱落,使得焊接过程更为稳定,便于一次性将各个焊接点进行直接焊接,有效节省人力焊接操作的工序,提高生产效率。
39.如图2和图4所示,本实施例中插脚5呈l型,且成型于插座8后的两端分别延伸至插座8的侧边与底边,使得插座8对位于电路板1上的独立区2进行装配时,插脚5的一端插入独立区2的插孔7上,另一端位于插座8侧边延伸,以便于后续插座8安装于充电器壳体上后露出,进而便于与电池包的接口进行对接。
40.如图2和图3所示,其中,电路板1设置独立区2的侧边上预留有工艺边10,该工艺边10用于整个制作工艺过程中对电路板1的夹持或抓取,且该工艺边10同样通过若干个易断点9与电路板1形成连接,并且不与独立区2连接,从而在整个工艺处理过程中,可以通过抓取工艺边10来对电路板1进行取用处理,避免对电路板1上的元器件或电路造成影响,在电路板1进行波峰焊接后,断开独立区2的同时可以将工艺边10从电路板1上折断取下,即可获得完整的电路板1与具有插座8的独立区2,从而分别安装至充电器壳体上,提高操作的便捷性。
41.如图2所示,进一步的,为了便于区分各个导线6的作用,本实施例中,采用四根导线6来形成连接,插脚5的数量同样设置为四个进行配合;其中,四根导线6的颜色分别采用黑、白、红以及黄,对应的,第一焊接点3与第二焊接点4均具有四个,切分别以黑、白、红以及黄进行区分;红色导线6与黑色导线6分别为电源的正负极,用于焊接于电路板1上电源处的两个第一焊接点3;黄色与白色导线6为产品信号线,用于对电路板1与独立区2之间的信号进行传输,以实施反馈各种充电数据,方便系统判断处理。
42.工作原理:通过独立区2来插脚5形成电连,即可使得利用导线6连接独立区2与电路板1上的第一焊接点3与第二焊接点4,进而送入焊接炉中一次性对第一、第二焊接点4进行焊接,即可实现电路板1与插脚5的电连,从而将独立区2拆下,即可分别对插脚5与电路板1进行安装,节省焊接工序,并且焊接自动化处理,不仅精度高而且减少人力成本,具有提高生产效率的效果。
43.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。