1.本技术涉及燃气调压设备领域,尤其涉及一种复合箱体式单路地下燃气调压箱的外壳箱体。
背景技术:
2.随着经济社会的发展,燃气得到了广泛的应用随之作为燃气输配系统中必备的燃气调压箱也得到了广泛的应用。地上调压箱占用地上空间大,安全距离要求大,在当下寸土寸金的城市建设用地上,选址困难较大,故安全间距要求低的燃气地下调压箱应运而生。
3.燃气地下调压箱内一般设置有高压腔和低压腔,高压腔和低压腔的设置方式的不同会影响到燃气地下调压箱外壳箱体的结构及加工,故需要对高压腔和低压腔进行合理地布局。
技术实现要素:
4.有鉴于此,本技术提出了一种复合箱体式单路地下燃气调压箱的外壳箱体,布局合理,加工组装简单。
5.根据本技术的一方面,提供了一种复合箱体式单路地下燃气调压箱的外壳箱体,包括:包括:
6.箱体、上顶板、下底板、分隔板、管路进口和管路出口;
7.所述箱体呈中空结构;所述上顶板与所述箱体的上端固定连接,所述下底板与所述箱体的下端固定连接;
8.所述上顶板、所述下底板和所述箱体围设形成腔室;
9.所述分隔板呈弯折结构;所述分隔板固定连接所述箱体的内壁和所述上顶板的下板面,将所述腔室分隔为高压腔和低压腔;
10.所述分隔板上开设有出气孔,使所述高压腔连通所述低压腔;
11.所述管路进口和所述管路出口均设置在所述箱体的外壁上;
12.所述管路进口连通所述高压腔,适用于连接燃气进气管路,所述管路出口连通所述低压腔,适用于连接燃气输出管路。
13.在一种可能的实现方式中,还包括降噪管,还包括降噪管,所述降噪管设置在所述低压腔内,固定连接在所述下底板上,且连接位置位于所述出气孔的正下方。
14.在一种可能的实现方式中,还包括取压管;
15.所述上顶板上开设有与所述低压腔连通的取压孔;
16.所述取压管的一端设置在所述低压腔内,连通所述取压孔,另一端穿过所述管路出口,设置在所述管路出口内。
17.在一种可能的实现方式中,还包括取压延伸管;
18.所述取压延伸管设置在所述管路出口内,一端与所述取压管位于所述管路出口内的一端固定连接,另一端连通所述管路出口。
19.在一种可能的实现方式中,还包括定位板;还包括定位板;所述定位板设置在所述高压腔内,固定连接在所述分隔板上;
20.所述定位板呈中空结构,连通所述出气孔;
21.所述定位板上还开设有第一凹槽和工装安装孔。
22.在一种可能的实现方式中,还包括筋板;所述筋板设置在所述管路进口与所述箱体的连接位置处以及所述管路出口与所述箱体的连接位置处。
23.在一种可能的实现方式中,所述箱体呈长方体,包括主箱板和副箱板;
24.所述主箱板和所述副箱板均呈弯折结构,所述主箱板的一端连接所述管路进口;另一端连接所述副箱板;
25.所述副箱板未与所述主箱板连接的一端连通所述管路出口。
26.在一种可能的实现方式中,所述上顶板上开设有集成调压芯放置孔、高压仪表安装孔、低压仪表安装孔、仪表箱体安装孔、集成调压芯安装孔和放散孔;
27.所述集成调压芯放置孔连通所述高压腔,适用于放置相匹配的集成调压芯;
28.所述放散孔连通所述低压腔,适用于安装放散阀;
29.所述集成调压芯安装孔和所述仪表箱体安装孔的个数均为多个,多个所述集成调压芯安装孔连通所述高压腔,围绕所述开口处等间隔开设;
30.多个所述仪表箱安装孔在所述上顶板的边缘位置处等间隔开设;
31.所述集成调压芯放置孔处还开设有第二凹槽;
32.所述高压仪表安装孔连通所述高压腔,所述低压仪表安装孔连通所述低压腔。
33.在一种可能的实现方式中,所述分隔板包括第一分隔板和第二分隔板;
34.其中,所述第一分隔板和所述第二分隔板均呈直板结构;所述第一分隔板固定连接在所述箱体的内壁上,且所述出气孔开设在所述第一分隔板上;
35.所述第二分隔板的下端固定连接所述第一分隔板,上端固定连接所述上顶板的下板面,侧端固定连接所述箱体的内壁。
36.在一种可能的实现方式中,所述第一分隔板和所述第二分隔板一体成型;
37.所述第二分隔板垂直于所述第一分隔板;
38.所述第一分隔板和所述第二分隔板间设置有倒角。
39.通过使用弯折结构的分隔板将腔室分隔为高压腔和低压腔,采用将高压腔围设在低压腔内的布局方式,加工组装时只需将分隔板与箱体和上顶板固定连接即可,结构简单,加工方便,且布局合理。
40.根据下面参考附图对示例性实施例的详细说明,本技术的其它特征及方面将变得清楚。
附图说明
41.包含在说明书中并且构成说明书的一部分的附图与说明书一起示出了本技术的示例性实施例、特征和方面,并且用于解释本技术的原理。
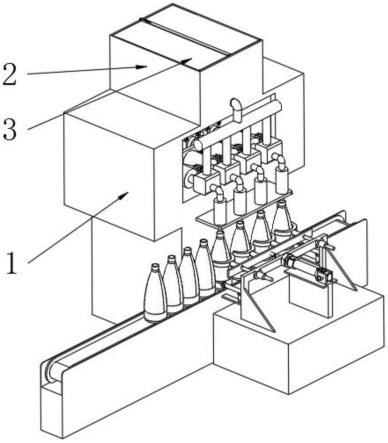
42.图1示出本技术实施例的复合箱体式单路地下燃气调压箱的外壳箱体的正视图;
43.图2示出本技术实施例的复合箱体式单路地下燃气调压箱的外壳箱体的俯视图;
44.图3示出本技术实施例的复合箱体式单路地下燃气调压箱的外壳箱体的右视图;
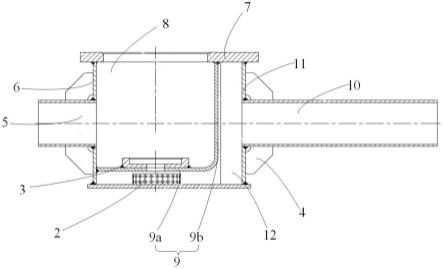
45.图4示出本技术实施例的复合箱体式单路地下燃气调压箱的外壳箱体的剖视图。
具体实施方式
46.以下将参考附图详细说明本技术的各种示例性实施例、特征和方面。附图中相同的附图标记表示功能相同或相似的元件。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
47.其中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型或简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
48.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
49.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。
50.另外,为了更好的说明本技术,在下文的具体实施方式中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本技术同样可以实施。在一些实例中,对于本领域技术人员熟知的方法、手段、元件和电路未作详细描述,以便于凸显本技术的主旨。
51.图1至图4示出根据本技术一实施例的复合箱体式单路地下燃气调压箱的外壳箱体的正图复合箱体式单路地下燃气调压箱的外壳箱体的俯视图、复合箱体式单路地下燃气调压箱的外壳箱体的右视图和复合箱体式单路地下燃气调压箱的外壳箱体的剖面图。如图1至图4所示,该复合箱体式单路地下燃气调压箱的外壳箱体包括:箱体、上顶板7、下底板1、分隔板9、管路进口5和管路出口10。
52.其中,箱体呈中空结构,上顶板7与箱体的上端固定连接,下底板1与箱体的下端密封连接,上顶板7、下底板1和箱体围设形成腔室。分隔板9呈弯折结构,分隔板9密封连接箱体的内壁和上顶板7的下板面,将腔室分隔为高压腔8和低压腔12。分隔板9上开设有出气孔,使高压腔8连通低压腔12。管路进口5和管路出口10均设置在箱体的外壁上。其中,管路进口5连通高压腔,适用于连接燃气进气管路,管路出口10连通低压腔,适用于连接燃气输出管路。
53.由此,本技术实施例的复合箱体式单路地下燃气调压箱的外壳箱体,由箱体、上顶板7和下底板1围设形成腔体,并通过分隔板9将腔体分隔呈高压腔8和低压腔12,其中,低压腔12位于高压腔8的外部,围设高压腔8。高压腔8和低压腔12通过分隔板9上开设的出气孔相连通。管路进口5和管路出口10均固定连接在箱体的外外壁上,并分别连通高压腔8和低压腔12。具体的,在加工时,先将箱体的外壁上对称开设2个开口,再将管路进口5和管路出口10焊接在对应的开口处,以使得管路进口5与管路出口10分别与箱体相连通,且在箱体上对称设置。需要说明的是,管路进口5和管路出口10可以采用相同型号的管件,便于生产。再将上顶板7焊接在箱体的上端,随后将分隔板9与箱体的内壁和上顶板7的下板面焊接,最后
将下底板1与箱体的下端焊接完成组装。上顶板7、分隔板9以及箱体的侧壁围设形成高压腔8,下底板1、分隔板9以及箱体的侧壁围设形成低压腔12,并将高压腔8包裹在其中。在使用时,外部管网中的燃气先从管路进口5进入高压腔8,高压腔8中放置有相匹配的集成调压芯,燃气经集成调压芯调压后通过出气孔至低压腔12,并通过管路出口10流出。对高压腔8和低压腔12采用将高压腔8围设在低压腔12内的内外布局方式,加工组装时只需使弯折结构的分隔板9与箱体和上顶板7固定连接即可,结构简单,加工方便,且布局合理。
54.需要说明的是,在实际生产加工时,箱体可以通过钢板弯折制成。箱体、上顶板7和下底板1均采用厚钢板制成,除具备承受内部燃气压力外,还可以承受土壤对其的挤压和上部设备对其的载荷。
55.在一种可能的实现方式中,参阅图1,还包括降噪管2,降噪管2设置在低压腔12内,固定连接在下底板1上,且连接位置位于出气孔的正下方。具体的,连接方式可以采用焊接。将降噪管2设置在低压腔12内,与下底板1固定连接,可有效降低集成调压芯的出口处,也即通气孔处紊流带来的噪声。
56.需要说明的是,降噪管2的结构及降噪效果均可以采用现有技术实现,在此不进行赘述。
57.在一种可能的实现方式中,参阅图3和图4,还包括取压管22。上顶板7上开设有与低压腔12连通的取压孔21,取压管22的一端设置在低压腔12内,连通取压孔21,另一端穿过管路出口10,设置在管路出口10内。取压孔21的另一端与集成调压芯相应设备的取压部相连。具体的,取压管22与取压孔21的固定连接方式可以采用焊接方式实现,同时,取压管22与管路出口10的外壁也采用焊接方式密封连接。
58.进一步的,还包括取压延伸管23,取压延伸管23设置在管路出口10内,一端与取压管22位于管路出口10内的一端固定连接,另一端连通管路出口10。具体的,取压管22与取压延伸管23的连接方式可以采用焊接实现,也可以采用一体成型实现。通过设置取压管22和取压延伸管23,可将出口管10内经较长直管段形成稳流后的压力值准确传递至取压孔21,并传递至集成调压芯上的相应设备中。
59.在一种可能的实现方式中,参阅图1、图2和图4,还包括定位板3,定位板3设置在高压腔8内,固定连接在分隔板9上,具体的,连接方式可以采用焊接。定位板3呈中空结构,即定位板3上开设有贯通的出口孔,出口孔与出气孔连通。通过设置定位板3,可以在安装集成调压芯时便于定位找正。
60.进一步的,定位板3上还开设有第一凹槽18和工装安装孔17。通过设置第一凹槽18,第一凹槽18作为定位板3的下密封面,通过安装橡胶垫可以实现集成调压芯与分隔板9间的密封。通过设置工装安装孔17,可安装压力测试工装以封闭定位板3上的出口孔,在进口管5和出口管10焊接进出口阀门后可对高压腔8和低压腔12分别进行承压强度测试。
61.进一步的,工装安装孔17的个数为4个,在定位板3上等间隔开设。
62.在一种可能的实现方式中,还包括筋板4,筋板4设置在管路进口5与箱体的连接位置处以及管路出口10与箱体的连接位置处。具体的,筋板4与管路进口5、管路出口10和箱体的侧壁的连接方式均采用焊接。通过设置筋板4,可降低复合箱体式单路地下燃气调压箱的外壳箱体与管网焊接后管网对主箱板6与管路进口5,副箱板11与管路出口10间焊缝的拉力,提高安全系数。
63.在一种可能的实现方式中,参阅图1和图4,箱体呈长方体,包括主箱板6和副箱板11。其中,主箱板6和副箱板11均呈弯折结构,主箱板6的一端连接管路进口5,另一端连接副箱板11。副箱板11未与主箱板6连接的一端连通管路出口10。通过将箱体分为主箱板6和副箱板11,可以在加工组装复合箱体式单路地下燃气调压箱的外壳箱体时,先将主箱板6与下底板1焊接,再将主箱板6与分隔板9焊接,再将上顶板7分别与分隔板9及主箱板6焊接,最后将副箱板11焊接主箱板6,可以降低加工组装的难度。
64.在一种可能的实现方式中,参阅图1和图2,上顶板7上开设有集成调压芯放置孔、高压仪表安装孔13、低压仪表安装孔20、仪表箱体安装孔14、集成调压芯安装孔15和放散孔19。集成调压芯放置孔连通高压腔8,适用于放置相匹配的集成调压芯。放散孔19连通低压腔12,适用于安装放散阀,从而提高安全系数。集成调压芯安装孔15和仪表箱体安装孔14的个数均为多个,多个集成调压芯安装孔15连通高压腔8,围绕集成调压芯放置孔处等间隔开设。具体的,集成调压芯安装孔15的个数为4个。
65.多个仪表箱安装孔在上顶板7的边缘位置处等间隔开设,仪表箱体安装孔的个数不做具体限定,优选的,仪表箱体安装孔14的个数为20个,等间隔分布在上顶板7的边缘位置处,适用于固定连接仪表箱体,连接方式可以采用螺接实现。
66.集成调压芯放置孔处还开设有第二凹槽16,通过设置第二凹槽16,作为上密封面,可与集成调压芯通过安装橡胶圈实现集成调压芯与上顶板7间的密封。
67.高压仪表安装孔13连通高压腔8,可安装压力变送器和温度变送器以检测高压腔8室数据。低压仪表安装孔20连通低压腔12,可安装压力变送器和温度变送器以检测低压腔12室数据。
68.需要说明的是,上述高压仪表、低压仪表、集成调压芯和仪表箱体均安装在上顶板7上,上顶板7在起到连接作用的同时,还作为承压板,具有承压作用。
69.在一种可能的实现方式中,分隔板9包括第一分隔板9a和第二分隔板9b。参阅图1和图4,其中,第一分隔板9a和第二分隔板9b均呈直板结构,第一分隔板9a固定连接在箱体的内壁上,且出气孔开设在第一分隔板9a上。具体的,固定连接方式可以采用焊接实现。第二分隔板9b的下端固定连接第一分隔板9a,上端固定连接上顶板7的下板面,侧端固定连接箱体的内壁。具体的,连接方式均可以采用焊接方式实现。
70.进一步的,第一分隔板9a和第二分隔板9b一体成型,具有更高的强度。
71.进一步的,第二分隔板9b垂直于第一分隔板9a,即第一分隔板9a和第二分隔板9b的连接位置处的夹角为90度,也即分隔板的弯折角度为90度。
72.更近一步的,第一分隔板9a和第二分隔板9b间设置有倒角。通过设置倒角,可以增强安装时的安全性。
73.本技术实施例的复合箱体式单路地下燃气调压箱的外壳箱体,采用常用钢板及钢管焊接加工为一整体,相对于传统钢管法兰管件焊接方式可显著降低焊件数量和整体焊接量。将复合箱体式单路地下燃气调压箱的外壳箱体整体为单独构件,焊接后进行机加工处理,定位精度高,无需与其他构件进行配焊,可模块化批量化生产。复合箱体式单路地下燃气调压箱的外壳箱体整体为采用焊接加工的单独构件,除内部与集成调压芯、放散阀等组件采用少量法兰、螺纹密封连接外,其余部位均为焊接连接,相比于传统管道法兰连接可显著降低潜在泄漏点。复合箱体式单路地下燃气调压箱的外壳箱体采用承压承载设计,可有
效承受内部燃气压力和外部载荷,且复合箱体式单路地下燃气调压箱的外壳箱体的外部均为焊接连接,加之表面做防腐处理,适用于埋地工况。
74.需要说明的是,尽管以图1至图4作为示例介绍了复合箱体式单路地下燃气调压箱的外壳箱体如上,但本领域技术人员能够理解,本技术应不限于此。事实上,用户完全可根据个人喜好和/或实际应用场景灵活设定结构,只要设计合理即可。
75.以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。