一种pp蜂窝芯复合材料加工设备
技术领域
1.本实用新型涉及复合板材技术领域,特别是一种pp蜂窝芯复合材料加工设备。
背景技术:
2.蜂窝芯板材因其质地轻、结构稳定且牢固,被广泛应用。而目前采用蜂窝芯板的复合材料通常采用胶水粘贴,蜂窝芯与其他板材的接触面积小,粘贴并不牢固。目前的改善办法是采用强力胶水,但耐用性比较差,时间长会被氧化变质,使得复合板材脱胶,导致整个板材无法使用。
3.而现有的加工设备和工艺是:在pp板表面层和蜂窝芯板之间,铺一层胶膜,然后用两片钢板上下夹住,面层的钢板加热,使得胶膜受热粘贴在pp芯板上。由于胶膜的熔点比pp低,胶膜熔化后粘住面层和pp蜂窝芯板。而这种工艺的缺陷是不能加工超过2mm厚的pp板,如太厚的pp板,热无法穿透pp板作用到胶膜上。
技术实现要素:
4.为克服上述技术中的缺陷,本实用新型提供一种pp蜂窝芯复合材料加工设备和制备方法,具有可靠性高,能批量用于生产,是通过如下技术方案来实现的。
5.一种pp蜂窝芯复合材料的加工设备,配置一工作台,工作台上设置有第一传送带,所述第一传送带用于传送pp蜂窝芯板,在工作台上分别设置加热装置、压辊和隔板,所述隔板用于隔离pp板和pp蜂窝芯板,与第一传送带交汇,使得pp板覆盖在pp蜂窝芯板的上方,所述加热装置包括第一加热装置和第二加热装置,所述第一加热装置与pp蜂窝芯板上表面接触,所述第二加热装置与 pp板下表面接触,所述pp板和pp蜂窝芯板交汇处设置有压辊。
6.进一步的,所述隔板与第二传送带衔接,第二传送带位于传送带的上方,且与第一传送带平行。
7.进一步的,所述加热装置是加热辊、加热丝、加热刮刀、激光加热器及加热风枪的一种,用于加热pp蜂窝芯板的表面,表面熔化厚度为3mm内,表面处于固液相间状态。
8.进一步的,所述隔板与第一传送带交汇处还设置压辊,通过压辊使得加热后的pp蜂窝芯板渗透到pp板表面。
9.进一步的,所述pp板表面是pp板表面或粘贴一层pet无纺布层,所述pp 蜂窝芯板的固液相见状态的表面与pet无纺布层的空隙表面融合成相融层,或者是pp蜂窝芯板的固液相见状态的表面与pp板表面相融粘贴。
10.进一步的,所述pp板可替换成钙塑板、pet无纺布加pp板的复合板或pet 无纺布加钙塑板的复合板中的一种。
11.进一步的,所述隔板表面还设置第二加热装置,用于加热隔板上的pp板,所述第二加热装置是加热辊、加热丝、加热刮刀、激光加热器及加热风枪的一种。
12.本实用新型的有益效果是:蜂窝板材与pp板材的加工设备具有可靠性高,能加工pp板和pp蜂窝芯板等多种板材。
附图说明
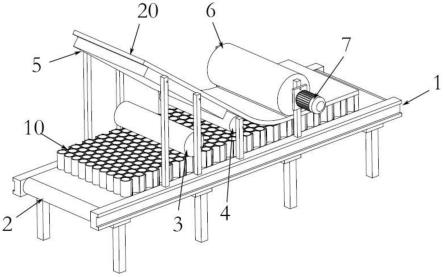
13.图1是本实用新型实施例的加工设备结构示意图。
14.图2是本实用新型实施例的加工设备结构的侧面示意图。
15.图3是本实用新型实施例的复合材料生产线结构示意图。
具体实施方式
16.以下结合实施例对本实用新型作进一步的阐述,所述的实施例仅为本实用新型一部分的实施例,这些实施例仅用于解释本实用新型,对本实用新型的范围并不构成任何限制。
17.附图中所示的流程图仅是示例说明,不是必须包括所有的内容和操作/步骤,也不是必须按所描述的顺序执行。例如,有的操作/步骤还可以分解、组合或部分合并,因此实际执行的顺序有可能根据实际情况改变。
18.如图1-2所示,一种pp蜂窝芯复合材料加工设备,配置一工作台1,在工作台面上设置一传送带2,传送带通过传送电机8带动,传送带2用于传送pp 蜂窝芯板10,在工作台分别设置加热装置、压辊6和隔板5,隔板用于隔离pp 板20和pp蜂窝芯板10,隔板与工作台平面呈一定的角度,且在第一传送带的某处交汇,使得pp板20覆盖在pp蜂窝芯板的上方。
19.加热装置为第一加热装置3和第二加热装置4,是加热辊、加热丝、加热刮刀、激光加热器及加热风枪的一种。在本实用新型的实施例和附图中以加热辊为例。
20.第一加热装置的第一加热辊设置在工作台上,通过支架固定在第一加热辊两端的轴上,第一加热辊与第一传送带的垂直距离略小于pp蜂窝芯板10,且随着传送带转动而被动转动,调节传送带速度,使得传送带上的pp蜂窝芯板均匀受热。使得蜂窝芯板的表面加热温度150至250度之间。
21.在隔板旁设置第二加热装置的第二加热辊,在工作台上通过支架固定第二加热辊两端的轴上,使得第二加热辊能加热隔板5上的pp板底面,加热完成后 pp板受热的一面覆盖pp蜂窝芯板受热的一面上,通过压辊使得两个受热面相融且贴合一起。待冷却后形成牢固的粘贴结构。
22.压辊6通过支架固定在工作台上,支架上还固定有与压辊连接的电机7,电机7带动压辊转动,用于将加热后的pp蜂窝芯板10和pp板20压合。
23.在本实用新型的实施例中,图2结合图3,隔板与第二传送带衔接,第二传送带位于传送带的上方,且与传送带平行。位于底层的传送带传送pp蜂窝芯板,位于上层的第二传送带传送pp板,两者在工作台汇合。
24.pp板可替换成钙塑板或pet无纺布加pp板的复合板,或pet无纺布加钙塑板的复合板,在与蜂窝芯板汇合时,pet无纺布的面与pp蜂窝芯板加热的面结合。
25.本实用新型的原理是:pp蜂窝芯板被加热装置表面熔化,同时向工作台面的后端传动(相对于传送的方向,由前端传向后端),pp板与pp蜂窝芯板的熔化表面接合,被辊压后,紧密的贴合在一起。
26.在本实用新型的实施例中,pp蜂窝芯板的正反面均可通过上述工艺与pp 板贴合。
27.在本实用新型的实施例中,pp板可替换成钙塑板或pet无纺布加pp板的复合板,或pet无纺布加钙塑板的复合板,在与蜂窝芯板贴合时,pet无纺布的面与pp蜂窝芯加热的面
结合。用表面加热的方式,pp板表面层和蜂窝芯粘合,减少贴合工序,降低成本,解决传统用胶水粘贴方式,彻底杜绝胶水中的甲醛等有害物质。
28.pp板的材质为纯pp或填加了钙粉(碳酸钙)的pp板(也叫钙塑板),钙塑板含钙量比例:保证强度和韧性的平衡,钙粉含量越高越好,降低成本。
29.利用本实用新型的生产加工设备生产一种复合材料结构,包括pp板,pp 板的一面或者两面粘贴有pet无纺布,或者不含有pet无纺布,与表面加热到熔融状态的蜂窝芯板贴合,蜂窝芯板的材质熔融液渗入到pet无纺布的孔隙中,冷却后形成稳定的粘贴结构。
30.pet无纺布表面为粗糙面,表面有若干空隙,在蜂窝芯板表面加热,使得表面熔化,与pet无纺布表面压合,使得蜂窝芯板的材质熔融液渗入到pte无纺布的孔隙中,待冷却后成型。
31.蜂窝芯板是pp材质,与pp板表面接触时,蜂窝芯板表面的温度将pp板表面熔化一部分,使得蜂窝芯板和pp板的熔融液互相渗透,待冷却后获得稳定的粘贴结构。与现有的技术相比,由于不需要热渗透pp板本身,本实用新型的设备能加工超过2mm厚的pp板,也可以加工小于和等于2mm厚的pp板。
32.如图3所示,是本实用新型的一种复合材料生产线,将生产设备衔接传送带,如工作台1上的传送带衔接工作台1a,隔板衔接工作台1c,由工作台1c 上的传送带将pp板传输到隔板上,其中,工作台1c位于工作台1a的上方,且两者平行。工作台1a将pp蜂窝芯板传输到工作台1,工作台1a将pp板从隔板处传送到工作台1且与pp蜂窝芯板交汇。
33.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。