1.本实用新型涉及工业夹具领域,具体涉及一种转椅底盘活动座调节杆自动焊接夹具。
背景技术:
2.夹具是指机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具。在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置。转椅底盘活动座调节杆是用于调节转椅的气缸便于转椅的升降的,通常包括了一根可以转动的长杆和焊接在长杆上的拨片。通常长杆会穿透底盘活动座的两侧边缘,而拨片的焊接需要辅助夹持。
技术实现要素:
3.本实用新型是针对改进后的底盘活动座由于翻边加厚调节杆不再穿透底盘活动座需要重新设计夹具辅助调节杆在焊接过程中的定位,以及为了自动化焊接生产的需要而设计的一种转椅底盘活动座调节杆自动焊接夹具。
4.一种转椅底盘活动座调节杆自动焊接夹具,包括:第一定位装置、第二定位装置、第一安置柱体、第二安置柱体、调节杆限位装置、快速夹钳和夹具板;
5.第二定位装置,呈垂直安置的矩形块体,块体上开设有安置槽,块体固定在夹具板上;
6.第一定位装置,为圆柱体,中垂面呈倒置t形,轴线位于第二定位装置长边中垂面上;
7.调节杆限位装置,包括限位装置块和螺柱,限位装置块上设置有螺孔,螺孔的轴线垂直于第二定位装置长边中垂面,螺柱安装在螺孔内;
8.第一安置柱体和第二安置柱体均安置在夹具板上;
9.快速夹钳的底部设置有垫高柱,快速夹钳与垫高柱固定连接,垫高柱安置在夹具板上。
10.作为优选,所述的螺柱的一端设置呈圆柱体,圆柱体的直径大于螺柱。
11.作为优选,所述的快速夹钳使用水平夹钳,活动端与第一定位装置配合工作。
12.作为优选,所述的垫高柱轴线位于第二定位装置短边中垂面与调节杆限位装置块体短边中垂面的交线上。
13.作为优选,所述的第一定位装置、第二定位装置、第一安置柱体、第二安置柱体、调节杆限位装置、快速夹钳组成一组夹具,夹具板上阵列铺设夹具。
14.如此设置垫高柱能够让快速夹钳与焊接点形成夹角,方便自动焊枪的工作。
15.作为优选,所述的安置槽层倒凸字形。
16.作为优选,第一安置柱体和第二安置柱体柱体轴线开设有阶梯孔,螺栓安置入阶梯孔内将第一安置柱体固定在夹具板上,螺栓安置入阶梯孔内将第二安置柱体固定在夹具
板上。
17.作为优选,第二安置柱体顶面还连接有圆片,圆片直接与第二安置柱体直径相同,圆片顶面与第二安置柱体顶面处于同一平面,圆片与第二安置柱体固定连接。
18.在使用本实用新型的夹具时首先将调节杆穿入底盘活动座,并将底盘活动座置入第一定位装置、第二定位装置内,底盘活动座的气缸孔套设在第一定位装置上,后段垫在第二定位装置的安置槽内,由于安置槽的倒凸字形结构,下凸的槽体能够有效的安置后段上的下陷翻孔。
19.安置好底盘活动座后将拨片放于焊接点,并使用快速夹钳夹持住拨片,此时就可以等待焊接了。
20.由于螺柱的端部设置有圆柱体用于阻住调节杆的过穿情况,因此调节杆不会在焊接时产生焊接错误的问题,也不会需要在焊接后进行再校准。
21.第一安置柱体、第二安置柱体能够在焊接时为调节杆提供支撑点,避免调节杆弯曲。而第二安置柱体上的圆片能够让第二安置柱体适应不同长度的调节杆。
22.本实用新型的有益效果在于:有效的避免了调节杆在组装过程中穿透底盘活动座,有效的辅助调节杆在焊接过程中定位,并且夹具位置的设计能够避免夹具对焊接的影响,从而方便焊接的进行,利于自动化生产而提高生产效率。
附图说明
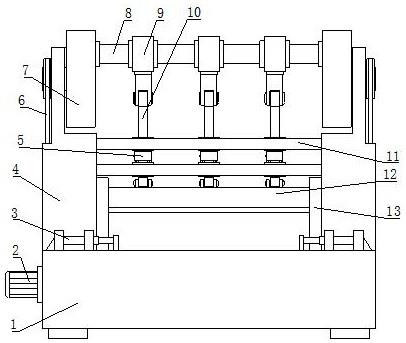
23.图1本实用新型的安装底盘活动座的一组夹具图;
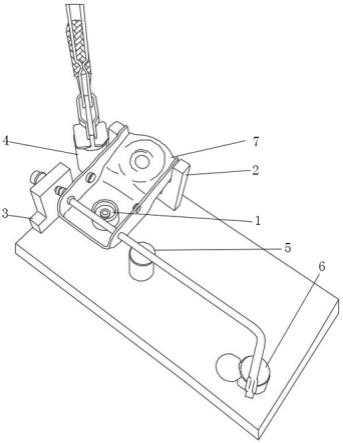
24.图2本实用新型的为安装底盘活动座的一组夹具图;
25.图中:1、第一定位装置,2、第二定位装置,3、调节杆限位装置,4、垫高柱,5、第一安置柱体,6、第二安置柱体,7、底盘活动座。
具体实施方式
26.下面通过具体实施例,并结合附图,对本实用新型的技术方案作进一步的具体说明。
27.实施例1
28.如图1和图2所示,所述的一种转椅底盘活动座调节杆自动焊接夹具,包括:第一定位装置1、第二定位装置2、第一安置柱体5、第二安置柱体6、调节杆限位装置3、快速夹钳和夹具板;
29.第二定位装置2,呈垂直安置的矩形块体,块体上开设有安置槽,块体固定在夹具板上;
30.第一定位装置1,为圆柱体,中垂面呈倒置t形,轴线位于第二定位装置2长边中垂面上;
31.调节杆限位装置3,包括限位装置块和螺柱,限位装置块上设置有螺孔,螺孔的轴线垂直于第二定位装置2长边中垂面,螺柱安装在螺孔内;
32.第一安置柱体5和第二安置柱体6均安置在夹具板上;
33.快速夹钳的底部设置有垫高柱4,快速夹钳与垫高柱4固定连接,垫高柱4安置在夹具板上。
34.第一定位装置1的倒置t形柱体能够有效的承接底盘活动座7上的气缸孔。
35.所述的螺柱的一端设置呈圆柱体,圆柱体的直径大于螺柱。
36.所述的快速夹钳使用水平夹钳,活动端与第一定位装置1配合工作。
37.所述的垫高柱4轴线位于第二定位装置2短边中垂面与调节杆限位装置3块体短边中垂面的交线上。
38.所述的第一定位装置1、第二定位装置2、第一安置柱体5、第二安置柱体6、调节杆限位装置3、快速夹钳组成一组夹具,夹具板共设置两列三行的夹具共六组。
39.如此设置垫高柱4能够让快速夹钳与焊接点形成夹角,方便自动焊枪的工作。
40.作为优选,所述的安置槽层倒凸字形。
41.作为优选,第一安置柱体5和第二安置柱体6柱体轴线开设有阶梯孔,螺栓安置入阶梯孔内将第一安置柱体5固定在夹具板上,螺栓安置入阶梯孔内将第二安置柱体6固定在夹具板上。
42.作为优选,第二安置柱体6顶面还连接有圆片,圆片直接与第二安置柱体6直径相同,圆片顶面与第二安置柱体6顶面处于同一平面,圆片与第二安置柱体6固定连接。
43.在使用本实用新型的夹具时首先将调节杆穿入底盘活动座7,并将底盘活动座7置入第一定位装置1、第二定位装置2内,底盘活动座7的气缸孔套设在第一定位装置1上,后段垫在第二定位装置2的安置槽内,由于安置槽的倒凸字形结构,下凸的槽体能够有效的安置后段上的下陷翻孔。
44.安置好底盘活动座7后将拨片放于焊接点,并使用快速夹钳夹持住拨片,此时就可以等待焊接了。
45.由于螺柱的端部设置有圆柱体用于阻住调节杆的过穿情况,因此调节杆不会在焊接时产生焊接错误的问题,也不会需要在焊接后进行再校准。
46.第一安置柱体5、第二安置柱体6能够在焊接时为调节杆提供支撑点,避免调节杆弯曲。而第二安置柱体6上的圆片能够让第二安置柱体6适应不同长度的调节杆。
47.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。