1.本发明涉及针织面料技术领域,尤其涉及一种人字纹面料及其加工方法。
背景技术:
2.人字纹是机织面料的经典图案之一,其起初为陶瓷器纹饰,并行排列的曲折纹,形似人字而名。见于商代陶器和西周原始瓷器。近年来,人字纹面料出现了由粗重型向轻薄型发展,市场上也出现了厚薄不同、风格迥异的人字纹面料,但大都局限于机织产品。
3.随着经济建设的生活水平的提高,人们对服装舒适性要求的不断提高,对服装的面料要求也越来越高,而个性化发展则对面料的多样化提出了更高的需求,对人字纹面料既要求简约大方的风格,又要求柔软、舒适透气、弹性及回复性好。常规的机织人字纹面料已难以满足形式多样的消费者的需求,部分消费者希望能够外观上具有传统人字纹的风格,而穿着舒适性又能具有一定的延伸性和弹性。
4.近年来,随着针织技术的快速发展,针织物的线圈结构为延伸性提供了可能。纬编人字纹面料有较好的纬向延伸性,且具有梭织面料的风格,广泛进行试样。因此,在此基础上结合纱线的特点,合理搭配编织方式及功能性的染整处理,开发出更加美观、高档、舒适以及具有特殊风格的针织面料,满足人们对健康、舒适、时尚生活的追求。
技术实现要素:
5.本发明的目的是针对现有技术中的不足,提供一种人字纹面料及其加工方法。
6.为实现上述目的,本发明采取的技术方案是:
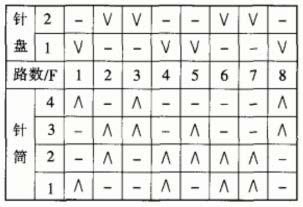
7.本发明的第一方面是提供一种人字纹面料,包括经纱和纬纱,所述面料由经纱和纬纱相互沉浮、交错编织而成,所述经纱采用宝蓝色棉纱,所述纬纱采用明黄色精梳棉纱,所述面料的三角结构中,以8路为一个循环,其中第1路依次为上针成圈、上针浮线、上针浮线、上针成圈、下针成圈、下针浮线织造循环;第2路依次为上针浮线、上针成圈、上针成圈、上针浮线、下针浮线、下针成圈织造循环;第3路依次为上针浮线、上针浮线、上针成圈、上针成圈、下针浮线、下针成圈织造循环;第4路依次为上针成圈、上针成圈、上针浮线、上针浮线、下针成圈、下针浮线织造循环;第5路依次为上针浮线、上针成圈、上针成圈、上针浮线、下针成圈、下针浮线织造循环;第6路依次为上针成圈、上针成圈、上针浮线、上针浮线、下针浮线、下针成圈织造循环织造循环;第7路依次为上针成圈、上针成圈、上针浮线、上针浮线、下针浮线、下针成圈织造循环;第8路依次为上针浮线、上针浮线、上针成圈、上针成圈、下针成圈、下针浮线织造循环。
8.进一步地,所述面料的经密为104-120根/10cm,纬密为145-150根/10cm。
9.进一步地,所述经纱采用29tex宝蓝色棉纱,所述纬纱采用22tex明黄色精梳棉纱。
10.进一步地,所述第1路、第3路、第7路、采用宝蓝色棉纱。
11.进一步地,所述第2路、第4路、第6路、第9路采用明黄色精梳棉纱。
12.本发明的第二方面是提供一种如上所述面料的加工方法,包括以下步骤:
13.步骤一、步骤一,定型:为不破坏纱线的物理性能,又能保证各工序在生产中纱线的定型效果可以满足后部工序的生产需要,采用自然定型,经纱在使用前,在车间生产环境相同的状态下存放48小时后使用;纬纱在同等条件下存放24小时以上使用;
14.步骤二,按重量比分配好经纱和纬纱,其中,经纱采用29tex宝蓝色棉纱,纬纱采用22tex明黄色精梳棉纱;
15.步骤三,织造:将步骤二得到的经纱和纬纱采用人字纹织物组织进行织造,经密为104-120根/10cm,纬密为145-150根/10cm,得到胚布;
16.步骤四,将步骤三得到的坯布再依次进行预定型、染色、拉幅、复定型、前处理、柔软定型。
17.进一步地,所述步骤三中,坯布的克重为250-270g/m2,门幅为238-250cm。
18.进一步地,所述步骤四中,柔软定型处理包括:在定型机上二浸二轧柔软剂,再进行定型,定型温度为130-160℃,定型速度为15-25m/min。
19.本发明采用以上技术方案,与现有技术相比,具有如下技术效果:
20.本发明提供的人字纹面料,原料采用宝蓝色棉纱和明黄色精梳棉纱,再通过精心的组织结构设计,使该面料具有人字斜纹路清晰,立体感强、光泽柔和等特点,且生产工艺简单、流程短、成本低、色牢度好,减少三废污染等优点。
附图说明
21.图1是本发明的人字纹面料的三角排列图。
具体实施方式
22.下面具体实施例对本发明作进一步说明,但不作为本发明的限定。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
23.实施例1
24.本实施例提供一种人字纹面料,包括经纱和纬纱,所述面料由经纱和纬纱相互沉浮、交错编织而成,所述经纱采用宝蓝色棉纱,所述纬纱采用明黄色精梳棉纱,所述面料的三角结构中,以8路为一个循环,其中第1路依次为上针成圈、上针浮线、上针浮线、上针成圈、下针成圈、下针浮线织造循环;第2路依次为上针浮线、上针成圈、上针成圈、上针浮线、下针浮线、下针成圈织造循环;第3路依次为上针浮线、上针浮线、上针成圈、上针成圈、下针浮线、下针成圈织造循环;第4路依次为上针成圈、上针成圈、上针浮线、上针浮线、下针成圈、下针浮线织造循环;第5路依次为上针浮线、上针成圈、上针成圈、上针浮线、下针成圈、下针浮线织造循环;第6路依次为上针成圈、上针成圈、上针浮线、上针浮线、下针浮线、下针成圈织造循环织造循环;第7路依次为上针成圈、上针成圈、上针浮线、上针浮线、下针浮线、下针成圈织造循环;第8路依次为上针浮线、上针浮线、上针成圈、上针成圈、下针成圈、下针浮线织造循环。
25.作为一个优选例,所述面料的经密为104-120根/10cm,纬密为145-150根/10cm。
26.作为一个优选例,所述经纱采用29tex宝蓝色棉纱,所述纬纱采用22tex明黄色精梳棉纱。
27.作为一个优选例,所述第1路、第3路、第7路、采用宝蓝色棉纱。
28.作为一个优选例,所述第2路、第4路、第6路、第9路采用明黄色精梳棉纱。
29.实施例2
30.本实施例提供一种人字纹面料的加工方法,包括以下步骤:
31.步骤一、定型:为不破坏纱线的物理性能,又能保证各工序在生产中纱线的定型效果可以满足后部工序的生产需要,采用自然定型,经纱在使用前,在车间生产环境相同的状态下存放48小时后使用;纬纱在同等条件下存放24小时以上使用;
32.步骤二,按重量比分配好经纱和纬纱,其中,经纱采用29tex宝蓝色棉纱,纬纱采用22tex明黄色精梳棉纱;
33.步骤三,织造:将步骤二得到的经纱和纬纱采用人字纹织物组织进行织造,经密为经密为104根/10cm,纬密为145根/10cm,得到胚布;
34.步骤四,将步骤三得到的坯布再依次进行预定型、染色、拉幅、复定型、前处理、柔软定型。
35.作为一个优选例,所述步骤三中,坯布的克重为250-270g/m2,门幅为238-250cm。
36.作为一个优选例,所述步骤四中,柔软定型处理包括:在定型机上二浸二轧柔软剂,再进行定型,定型温度为130-160℃,定型速度为15-25m/min。
37.实施例3
38.本实施例提供一种人字纹面料的加工方法,包括以下步骤:
39.步骤一、定型:为不破坏纱线的物理性能,又能保证各工序在生产中纱线的定型效果可以满足后部工序的生产需要,采用自然定型,经纱在使用前,在车间生产环境相同的状态下存放48小时后使用;纬纱在同等条件下存放24小时以上使用;
40.步骤二,按重量比分配好经纱和纬纱,其中,经纱采用29tex宝蓝色棉纱,纬纱采用22tex明黄色精梳棉纱;
41.步骤三,织造:将步骤二得到的经纱和纬纱采用人字纹织物组织进行织造,经密为经密为120根/10cm,纬密为150根/10cm,得到胚布;
42.步骤四,将步骤三得到的坯布再依次进行预定型、染色、拉幅、复定型、前处理、柔软定型。
43.作为一个优选例,所述步骤三中,坯布的克重为250-270g/m2,门幅为238-250cm。
44.作为一个优选例,所述步骤四中,柔软定型处理包括:在定型机上二浸二轧柔软剂,再进行定型,定型温度为130-160℃,定型速度为15-25m/min。
45.上述人字纹面料的成品幅宽为172-175cm、成品克质量为300-320g/m2。
46.以上对本发明的具体实施例进行了详细描述,但其只作为范例,本发明并不限制于以上描述的具体实施例。对于本领域技术人员而言,任何对该实用进行的等同修改和替代也都在本发明的范畴之中。因此,在不脱离本发明的精神和范围下所作的均等变换和修改,都应涵盖在本发明的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。