1.本发明涉及建筑、装饰材料制造及安装领域,尤其涉及一种施工材料数字化管理方法及系统。
背景技术:
2.建筑行业工业化程度较低,装饰及幕墙构件物料管理还是采用的人工 电脑输入的模式。从生产阶段起,更多的是在纸质生产任务单上勾选完成每一条任务,纸质转序卡进行流转,这种方式存在数据录入不及时,无法实时了解到物料工序状态及数量,这种方式的工时工序统计汇总也需要人工核对并整理成表,费时费力且易出错。
3.出入库管理不规范(出入库复核的人工清点需要大量时间,时间仓促的情况下容易出错),造成库中物料与台账不匹配情况,甚至可能会因为少发漏发严重影响施工现场的进度。
4.施工现场环境复杂,施工单位多,物料堆场混乱,无法实现有序的仓位管理,导致人工查找特定构件的效率极低,人工管理方式难以实现对物料的跟踪;建筑装饰构件物料种类繁多,其物质属性及码放方式不同,一般的设备方法也难以实现物料的自动化管理。
5.以上方法因数据没有实时信息化处理,无法实现与生产管理系统的数据对接。
6.有些实施条形码或二级码技术的物料管理,因材料的码放容易遮挡,且易损毁导致材料无标签。
7.鉴于此,有必要设计一种施工材料数字化管理方法、装置和系统用于解决上述技术问题。
技术实现要素:
8.鉴于以上所述现有的技术缺点,本发明提供一种施工材料数字化管理方法及系统,具有减少了重复操作、提高了操作效率、保证了数据实时传输等优点。
9.为实现上述效果,本发明采取的技术方案为:
10.一种施工材料数字化管理方法,其包括步骤:
11.在各个加工工序之间设置不同的周转车,在周转车上设置一对一绑定的rfid电子标签,并对每一个rfid电子标签进行唯一编号,记录所述编号、所述rfid电子标签与所述周转车的对应关系;
12.在原材料切割前,用手持rfid终端扫描首道工序的周转车上的rfid电子标签,记录所述周转车的编号;
13.将原材料切割为待加工物料,对每个物料张贴唯一对应的二维码,获取物料在生产任务单上对应的物料编号,将物料编号与对应物料上的二维码进行一对一绑定,同时绑定首道工序的周转车编号;
14.用首道工序的周转车将切割完成的物料运输至下一道工序,解除首道工序的周转车编号与所述物料编号及所述二维码的绑定,并重新建立所述物料编号及所述二维码与下
一道工序的周转车编号的绑定关系;
15.随着物料在不同工序之间运输,更新迭代与所述物料编号及所述二维码绑定的周转车编号,直至完成最后一道工序,所述物料编号及所述二维码与最后一道工序的周转车编号绑定。
16.作为所述方法的实施方式,在每道工序完成后且物料编号及二维码未与当前工序的周转车编号解除绑定时,用手持rfid终端扫描所述周转车上的rfid电子标签,获取所述周转车的编号,根据验收任务单对绑定物料编号及二维码的物料进行验收。
17.作为所述方法的实施方式,当物料从周转车上卸载至下一道工序时,解除所述周转车编号与所述物料编号及二维码的绑定。
18.作为所述方法的实施方式,还包括步骤:在最后一步工序完成后,加工得到半成品或成品构件,用包装箱打包半成品或成品构件,在每个包装箱放置一个rfid电子标签,并对每一个rfid电子标签进行唯一编号,对打包的半成品或成品构件的构件清单与对应的包装箱编号建立数据关系表。
19.作为所述方法的实施方式,还包括步骤:现场定位安装构件时,通过用手持rfid终端扫描所述包装箱上的rfid电子标签获取所述包装箱编号,在所述数据关系表中找到对应的半成品或成品构件的构件清单,根据构件实际需要安装定位的清单,进行构件的安装定位。
20.一种施工材料数字化管理系统,在各个加工工序之间设置不同的周转车,在周转车上设置一对一绑定的rfid电子标签;将原材料切割为待加工物料,对每个物料张贴唯一对应的二维码,所述施工材料数字化管理系统包括:
21.编辑标签模块,用于对周转车上rfid电子标签进行唯一编号,记录所述编号、所述rfid电子标签与所述周转车的对应关系;
22.生产加工模块,用于获取物料在生产任务单上对应的物料编号,将物料编号与对应物料上的二维码进行一对一绑定,同时随着物料在不同工序之间运输,更新迭代地绑定当前工序的周转车编号与所述物料编号及所述二维码,直至完成最后一道工序,所述物料编号及所述二维码与最后一道工序的周转车编号绑定。
23.作为所述系统的实施方式,还包括工序验收模块,用于在每道工序完成后且物料编号及二维码未与当前工序的周转车编号解除绑定时,通过扫描所述周转车上的rfid电子标签,获取所述周转车的编号,根据验收任务单对绑定物料编号及二维码的物料进行验收。
24.作为所述系统的实施方式,还包括盘点库存模块;在最后一步工序完成后,加工得到半成品或成品构件,用包装箱打包半成品或成品构件,在每个包装箱放置一个rfid电子标签;所述盘点库存模块用于对每一个rfid电子标签进行唯一编号,对打包的半成品或成品构件的构件清单与对应的包装箱编号建立数据关系表。
25.作为所述系统的实施方式,还包括定位货品模块,用于现场定位安装构件时,通过用手持rfid终端扫描所述包装箱上的rfid电子标签获取所述包装箱编号,在所述数据关系表中找到对应的半成品或成品构件的构件清单,根据构件实际需要安装定位的清单,进行构件的安装定位。
26.作为所述系统的实施方式,还包括系统设置模块,用于项目管理、物料管理、导入物料、导出路径、默认设置以及用户管理。
27.由于采用上述技术方案,使得本发明具有以下有益效果:
28.本发明解决了施工材料的加工阶段、运输阶段、安装阶段的材料信息无法实时线上对接的问题,与现有技术相比较,本系统及方法集成了生产过程数据采集、无感盘点库存、rfid电子标签快速寻物及定位、数据可以实时与项目管理平台互通的功能;简化了人工操作流程;并通过内嵌规则减少了操作出错率;优化了输出表格的格式,输出数据不用另行加工就可以直接使用。提高了施工材料生产过程信息化水平,具有良好的使用价值,为后续数字化生产打下了基础。
附图说明
29.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
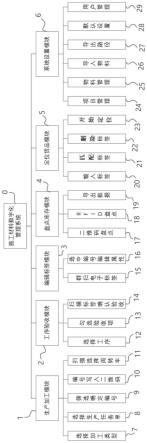
30.图1为本发明实施例提供的施工材料数字化管理系统的功能模块示意图。
31.图2为本发明实施例提供的施工材料数字化管理方法的流程图。
32.图3为本发明实施例提供的质检流程图。
具体实施方式
33.下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
34.在一些pc预制构件或机电专业有用到rfid技术进行材料的统计及过程跟踪,但无法实现根据现场环境条件,通过调节rfid设备的功率及rssi值来更高效的寻找及采集数据,且没有要实现与生产管理系统对接需要的其它数据,例如:操作人,操作时间、操作日志等用于统计及分析的数据。
35.本发明综合考虑了施工材料的编码格式、金属材料的信号屏蔽缺陷、材料可能的摆放场地和环境、以及每道工序之间的交接及流转,优化了采集数据的汇总表格式,提供了一种应用于施工材料管理的装置,并提供了新的数字化管理系统及方法。
36.装置包括:
37.1、超高频rfid手持pda(即手持rfid终端),具备安卓系统、4g网络通讯模块、wifi通讯模块、内置rfid群读写电子标签的芯片、二维码扫描模块。此装置为系统的载体,用于获取二维码数据,读写rfid电子标签的数据,数据的存储、加工以及通过网络与其它终端进行数据交换。
38.2、rfid超高频抗金属耐高温无源电子标签(以下简称“抗金属电子标签”),工作频率为860~960mhz,用于构件生产过程中工序周转车的标记。
39.3、rfid超高频抗干扰可循环使用捆绑式电子标签(以下简称“抗干扰电子标签”),工作频率为860~960mhz,用于构件成品的出厂及后续工序的标记。
40.4、二维码标签用于构件生产过程中物料的标记。
41.系统功能包括:
42.本系统为application(app)应用程序,可安装在具有安卓系统的pda或手机上,具备导入、导出数据的功能,且在使用过程中有数据修改及加工的功能。如图1所示,本系统主要具有以下几个模块:
43.生产加工模块:选择加工类型,选择生产任务单,筛选数据确定编号,调用二维码扫描功能,调用rfid扫描功能。
44.工序验收模块:选择工序,勾选验收项,扫描电子标签确认验收。
45.编辑标签模块:群扫识别范围内的标签,选中编号后可进行编辑等操作。
46.盘点库存模块:可用rfid及二维码两种方式采集数据,采集时rfid功能可自由调节功率及rssi值,盘点后可选择导出数据。
47.定位货品模块:含有输入标签,匹配标签,删除标签,清空列表等功能。开始定位时,每个待定位标签的实时rssi值通过图示方式,直观反映出pda设备与待寻电子标签的距离。
48.系统设置模块:包含项目管理,物料管理,导入物料,导出路径,默认设置,用户管理等功能。
49.配合图2所示,本发明施工材料数字化管理方法,包括:
50.为详细描述本方法,以单元体幕墙项目为例,介绍从材料加工、组装、出厂、运输、出入库、安装、验收等方面具体操作步骤。
51.1、登陆施工材料数字化管理系统0时,输入工号及密码进入系统。此账号密码通过管理员联网管理,并且根据项目及生产的人员组织配置限制使用功能。
52.2、生产车间所有周转车使用前述rfid超高频抗金属耐高温无源电子标签进行一对一绑定,并使用系统的编辑标签模块对每一个电子标签进行唯一编号。
53.3、原材料切割前,操作员使用装有上述系统的pda进入生产加工模块1,选择加工类型7,使用扫描选择周转车功能11,扫描待使用的周转车电子标签确认使用周转车,直到下次使用此功能前默认一直使用本周转车。
54.4、原材料切割后,首先张贴按一定按规律生成且无重复的二维码,在系统中选择生产任务单8,筛选数据确定编号,启用二维码扫描模块扫描张贴的二维码将编号写入二维码10,并关联周转车rfid电子标签的编号;同步写入二维码的信息还有:操作员,操作时间。此工序完成后将形成周转车编号及物料编号的一对多或一对一的关联关系。
55.5、每道工序完成后,由质检员进行质检。如图3所示,质检员登陆工序验收模块2,选择待验工序12,勾选验收项13,扫描周转车固定标签进行验收14。验收项13为多选列表,此列表根据实际生产需要进行配置,本发明实施例对此不作限制。
56.6、当车间或施工现场需要对某一电子标签进行写入或更改其编号时,登陆系统后使用编辑标签模块3,对欲操作的标签进行扫描15,然后在出现的标签列表中选中标签对其编辑属性16。
57.7、根据不同的材料特点,每个半成品或成品构件均张贴二维码标签,当打包装箱时每箱放置一个电子标签,构件列表与包装箱号形成一对一或一对多的数据关系表。
58.8、当生产车间或现场需要盘点库存时,系统进入盘点库存模块4,本模块有二维码盘点17和rfid盘点18两种模式,根据待盘点对象的标签类型选择。盘点作业完成后,可选择部分或全部列表进行数据导出。
59.9、定位货品模块5:第一种情况当每个成品构件有独立的电子标签时,通过输入标签20将待寻物料编号输入待定位标签列表;第二种情况当只有箱包装有电子标签时,通过导入物料26将数据关系表导入系统,通过匹配标签21将待寻物料输入或直接扫描对应的二维码完成待定位标签列表。
60.在待定位标签列表勾选每次需要寻找的标签,点击开始定位23进入定位界面。
61.10、系统设置模块6包含以下功能:项目管理24、物料管理25、导入物料26、导出路径27、默认设置28以及用户管理29。
62.项目管理24功能可以进行实施项目的创建、修改、删除等操作。
63.物料管理25功能可以对项目所使用的材料进行分类设置,各种材料的流程节点设置,计量单位设置等。
64.导入物料26功能可以导入当前项目所使用的生产任务单、一对一或一对多的数据关系表等。
65.默认设置28功能可以进行以下设置:是否导出半成品加工数据,是否导出成品加工数据,是否导出操作人信息,是否导出寻物记录,是否重复导出记录,设定自动导出时间等。
66.用户管理29主要为特定管理员使用,用于增加、修改、删除用户,并对其操作权限进行设定。
67.本发明实施例还提供了一种计算机可读存储介质,计算机可读存储介质上存储有计算机程序,计算机程序被处理器执行时实现如上任一项施工材料数字化管理方法的步骤。
68.本发明系统及方法解决了施工材料的加工阶段、运输阶段、安装阶段的材料信息无法实时线上对接的问题,与现有技术相比较,本系统及方法集成了生产过程数据采集、无感盘点库存、rfid电子标签快速寻物及定位、数据可以实时与项目管理平台互通的功能;简化了人工操作流程;并通过内嵌规则减少了操作出错率;根据公司标准优化了输出表格的格式,输出数据不用另行加工就可以直接使用。本发明系统及方法提高了施工材料生产过程信息化水平,具有良好的使用价值,为后续数字化生产打下了基础。本发明系统及方法减少了重复操作,提高了操作效率,保证了数据实时传输。
69.以上结合附图对本发明的实施方式作了详细说明,但本发明不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本发明原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本发明的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。