技术特征:
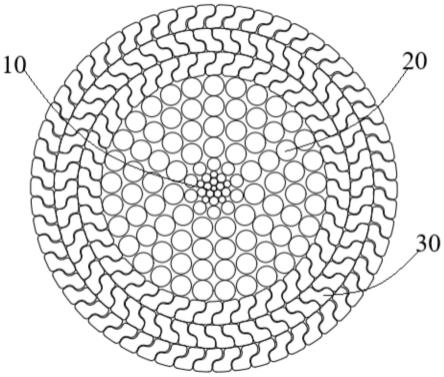
1.一种钢丝绳,其特征在于,以作为395b型电铲设备的主绷钢绳使用,所述钢丝绳在其横截面上由内向外依次包括:中心金属芯(10)、圆形钢丝层(20)、z型钢丝层(30),其中,所述中心金属芯(10)的结构为1
×
26ws,所述圆形钢丝层(20)的层数为多层,所述z型钢丝层(30)的层数为多层;其中,多层所述圆形钢丝层(20)中至少相邻的两层所述圆形钢丝层(20)的捻向相反,和/或,多层所述z型钢丝层(30)中至少相邻的两层所述z型钢丝层(30)的捻向相反。2.根据权利要求1所述的钢丝绳,其特征在于,多层所述圆形钢丝层(20)中各层所述圆形钢丝层(20)的捻向均不同,以使相邻的两层所述圆形钢丝层(20)之间为点接触;和/或,多层所述z型钢丝层(30)中各层所述z型钢丝层(30)的捻向均不同,以使相邻的两层所述z型钢丝层(30)之间为面接触;和/或,相邻的所述圆形钢丝层(20)和所述z型钢丝层(30)的捻向不同。3.根据权利要求1所述的钢丝绳,其特征在于,所述钢丝绳的结构规格为zzz iws-φ82.6mm。4.根据权利要求1所述的钢丝绳,其特征在于,所述圆形钢丝层(20)的层数为四层,且在所述钢丝绳的横截面上由内向外的各层所述圆形钢丝层(20)的圆形钢丝的根数依次为:11、17、23、29,且四层所述圆形钢丝层(20)中各所述圆形钢丝的直径均相同。5.根据权利要求1所述的钢丝绳,其特征在于,所述z型钢丝层(30)的层数为三层,且在所述钢丝绳的横截面上由内向外的各层所述z型钢丝层(30)的z型钢丝的根数依次为:44、52、58,以及在所述钢丝绳的横截面上由内向外的各层所述z型钢丝层(30)的z型钢丝的型号依次为z5.9、z5.9、z5.8。6.根据权利要求1所述的钢丝绳,其特征在于,所述中心金属芯(10)为四层,且在所述钢丝绳的横截面上由内向外的各层钢丝的根数依次为:1、5、10、10;所述中心金属芯(10)中的四层钢丝的捻向均相同,以使所述四层钢丝中相邻的两层钢丝之间线接触。7.根据权利要求6所述的钢丝绳,其特征在于,所述中心金属芯(10)中的各所述钢丝均为圆形钢丝,且在所述钢丝绳的横截面的由内向外的方向上,第二层中的各所述钢丝的直径均相同,第三层中各所述钢丝中相邻的两根所述钢丝的直径不同,第四层中各所述钢丝的直径均相同。8.根据权利要求7所述的钢丝绳,其特征在于,第三层中的10根所述钢丝绳中,5根所述钢丝的直径为第一直径r1,其余5根所述钢丝的直径为第二直径r2,其中,r1<r2,或,r1>r2,以使相邻的两根所述钢丝分别是1根直径为所述第一直径r1的钢丝和1根直径为所述第二直径r2的钢丝。9.根据权利要求8所述的钢丝绳,其特征在于,第一直径r1和第二直径r2满足:r1<r2,第一直径r1为1.73mm,第二直径r2为2.18mm;或,第一直径r1和第二直径r2满足:r1>r2,第一直径r1为2.18mm,第二直径r2为1.73mm。10.根据权利要求9所述的钢丝绳,其特征在于,第四层中的各所述钢丝的直径为第三
直径r3,其中,r3>r1,且r3>r2,其中,第三直径r3为3.5mm。11.根据权利要求10所述的钢丝绳,其特征在于,所述圆形钢丝层(20)中各圆形钢丝的直径均为第四直径r4,其中,r3<r4,其中,第四直径r4为4.98mm。12.一种钢丝绳的制造方法,其特征在于,用于制造权利要求1至11中任一项所述的钢丝绳包括以下步骤:通过型号为lz1/700 8/560 g800的拉丝机对盘条直径为6.5mm且钢号为70
#
的线材进行拉丝作业,以拉制出直径为1.35mm、抗拉强度为1770mpa的圆形钢丝,以及通过型号为lz1/700 8/560 g800的拉丝机对盘条直径为8.0mm且钢号为80
#
的线材进行拉丝作业,以拉制出直径为3.5mm、抗拉强度为1770mpa的圆形钢丝;通过型号为lw-8/550 g800的拉丝机对盘条直径为6.5mm且钢号为70
#
的线材进行拉丝作业,以拉制出直径为1.73mm、抗拉强度为1770mpa的圆形钢丝,以及拉制出直径为1.83mm、抗拉强度为1770mpa的圆形钢丝;通过型号为lw-1/580-700 6/550 g800的拉丝机对盘条直径为6.5mm且钢号为70
#
的线材进行拉丝作业,以拉制出直径为2.18mm、抗拉强度为1770mpa的圆形钢丝;通过型号为lz-2/900 6/700 clx760/g800的拉丝机对盘条直径为10.0mm且钢号为82b的线材进行拉丝作业,以拉制出直径为4.98mm、抗拉强度为1670mpa的圆形钢丝,以及通过型号为lz-2/900 6/700 clx760/g800的拉丝机和成型模具对盘条直径为10.0mm且钢号为82b的线材进行拉拔作业,以逐步拉制出型号为z5.8、抗拉强度为1670mpa的z型钢丝,以及拉制出型号为z5.9、抗拉强度为1670mpa的z型钢丝。13.根据权利要求12所述的钢丝绳的制造方法,其特征在于,将圆形钢丝和z型钢丝分别进行表面镀层作业,所述表面镀层作业包括顺次执行的镀锌作业和镀合金作业;完成所述表面镀层作业后,先将直径分别为1.35mm、1.73mm、1.83mm、2.18mm、3.5mm的圆形钢丝在36/500管式股绳机上捻制成1
×
26ws的中心金属芯(10),在所述中心金属芯(10)的外周侧,继续将直径为4.98mm的圆形钢丝在48/630串联机组分别捻制成四层圆形钢丝层(20),在四层所述圆形钢丝层(20)的外周侧,继续依次将z5.9、z5.9、z5.8的z型钢丝在96/630成绳机上捻制三层z型钢丝层(30)。14.根据权利要求13所述的钢丝绳的制造方法,其特征在于,在所述表面镀层作业中,锌液的温度范围为440
±
5℃,以及锌铝的温度范围为450
±
5℃。15.根据权利要求13所述的钢丝绳的制造方法,其特征在于,在所述表面镀层作业过程中,直径为1.35mm、1.73mm、1.83mm、2.18mm、3.5mm的所述圆形钢丝的移动速度为25m/min,以及直径为4.98mm的所述圆形钢丝和型号为z5.9、z5.8的z型钢丝的移动速度均为16m/min。
技术总结
本发明提供了一种钢丝绳和钢丝绳的制造方法,根据本发明的一个方面提供了一种钢丝绳以作为395B型电铲设备的主绷钢绳使用,钢丝绳在其横截面上由内向外依次包括中心金属芯、圆形钢丝层和Z型钢丝层,其中,中心金属芯的结构为1
技术研发人员:张巴图 陈利红 陈强 李海滨 徐志平 高俊峰 苏春雨 乔东青 聂忠叶 张殿辉 郭培 张志杰 郭俊义 宫福敏 张成宇 吴天成 穆峻青 刘修海
受保护的技术使用者:贵州钢绳股份有限公司
技术研发日:2022.08.31
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。